Le raccordement de tuyaux en polyéthylène basse densité (PEHD) en une seule canalisation peut être réalisé par différentes méthodes, amovibles ou permanentes. Le soudage des tuyaux en PEHD est l'une des options les plus fiables.
Il existe plusieurs méthodes pour réaliser des travaux de soudage, chacune faisant appel à une technologie spécifique.
- Raccordements permanents - soudage de tuyaux en PEHD
- Soudage bout à bout des tuyaux
- Soudage bout à bout d'un pipeline à l'aide d'une extrudeuse à angle
- Méthode de soudage par emboîtement utilisant des raccords et des accouplements
- De quoi avez-vous besoin pour souder ?
- Outils et équipements
- Raccords pour la connexion
- Tuyaux en PEHD
- Étapes du travail
- Préparation des tuyaux en PEHD avant soudage
- normes de soudage bout à bout
- Nous effectuons nous-mêmes le soudage bout à bout.
- Contrôle qualité des coutures
- Recommandations de professionnels
Raccordements permanents - soudage de tuyaux en PEHD
Le raccordement permanent est la seule option acceptable pour les tuyaux en PEHD de grand diamètre. Il garantit une étanchéité optimale, même à haute température.
Le polyéthylène est facile à souder car il conserve une consistance visqueuse et fluide sur une large plage de températures et présente une faible viscosité à l'état fondu.
Quelle que soit la méthode de création d'une connexion permanente, les exigences suivantes leur sont imposées :
- l'angle de déplacement de deux tuyaux raccordés ne doit pas dépasser 10 % de l'épaisseur de leurs parois ;
- Le joint de jonction doit être situé au-dessus du niveau de la surface extérieure des sections assemblées ;
- Les cordons de couture doivent être d'une qualité irréprochable, et leur hauteur peut varier de 2,5 à 5 mm (en fonction de l'épaisseur des parois).
Il existe trois types de soudage principaux : le soudage bout à bout, le soudage par emboîtement et le soudage par électrofusion. Examinons de plus près chacune de ces techniques.
Soudage bout à bout des tuyaux
Le soudage bout à bout est la méthode la plus courante pour assembler de façon permanente des tuyaux en PEHD. Cette technique consiste à joindre les extrémités de deux sections de même diamètre. L'épaisseur de paroi des éléments assemblés doit également être identique.
Le raccordement des conduites sous pression est effectué dans des conditions industrielles à l'aide d'équipements électro-hydrauliques et mécaniques spéciaux, car il exige une précision et une exactitude accrues.
Le soudage manuel n'est autorisé que sur les canalisations non sous pression.

Caractéristiques du soudage bout à bout :
- la méthode est utilisée sur des tuyaux dont les parois ont une épaisseur supérieure à 4,5-5 mm et un diamètre de 50 mm ;
- Les travaux de soudage sont effectués sur des surfaces planes et stables ;
- Si les travaux sont effectués à l'extérieur, il est nécessaire de boucher les extrémités des tuyaux avec des bouchons pour éviter les courants d'air dans les conduites principales ; le vent aggrave les paramètres de température et nuit à la qualité du travail ;
- Les sections à raccorder doivent être propres à l'intérieur comme à l'extérieur ; le moindre débris, voire la moindre poussière, empêchera une connexion de haute qualité ; les pinces de l'unité de soudage doivent être tout aussi propres ;
- Pour ajuster la température, il est recommandé d'effectuer 1 à 2 soudures à titre d'essai. Cela vous permettra de comprendre les principes et les caractéristiques du procédé si vous n'avez pas d'expérience en soudage bout à bout de pipelines ;
- Avant le meulage, les disques de coupe doivent être soigneusement essuyés, et après le meulage, les dimensions du tuyau doivent être vérifiées pour s'assurer de leur conformité ;
- La plage de température ambiante optimale pour le soudage bout à bout est de -15 à +45 °C.
Procédure de soudage bout à bout industriel :
- Avant de commencer les travaux, les sections à souder sont coupées perpendiculairement à la surface sur laquelle elles sont posées. Les extrémités sont soigneusement nettoyées, dégraissées et ébarbées.
- Les tuyaux sont fixés dans une machine à souder et soigneusement centrés, puis vérifiés pour détecter toute déformation ou tout dommage.
- Les extrémités des tubes laminés sont chauffées à l'aide d'un dispositif afin de ramollir le matériau.
- Les extrémités fondues sont rapprochées et pressées ensemble sous haute pression. Le processus se poursuit jusqu'à ce que le polyéthylène refroidisse.
- Une fois le joint refroidi, la machine est retirée.
Après soudage bout à bout, la soudure est parfaitement lisse et symétrique. L'assemblage offre une liaison aussi résistante qu'une canalisation pleine. Deux personnes sont nécessaires pour réaliser cette opération.
Lors du soudage bout à bout, évitez :
- jonction nette des extrémités fondues ;
- déplacer et tordre des tuyaux ;
- présence de lacunes ;
- changement soudain de température ;
- chauffage inégal des zones à joindre ;
- Refroidissement rapide des joints au point de connexion.
Il est recommandé de souder des tuyaux en PEHD de même qualité, mais il est parfois nécessaire de raccorder des tuyaux de qualités différentes.
Il est important de noter qu'une compression excessive entraîne une accumulation plus importante de dépôts à l'intérieur de la canalisation, ce qui réduit les performances des conduites finies. Si la pression est insuffisante, le soudage est plus long. Ce délai prolongé permet au polyéthylène chauffé de refroidir.
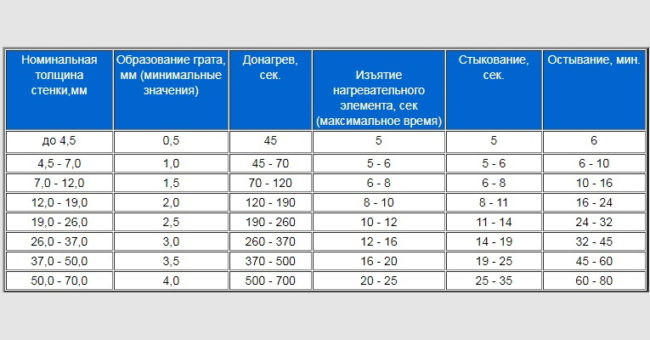
Lors du démarrage des travaux de soudage, il est nécessaire de coordonner les paramètres de soudage avec le tableau qui contient les forces et pressions recommandées pour différentes canalisations.
Tableau des paramètres de soudage bout à bout du PEHD :
Soudage bout à bout d'un pipeline à l'aide d'une extrudeuse à angle
Le soudage par extrusion permet d'obtenir un joint dont la résistance atteint au moins 70 % de celle du matériau non allié. Cette méthode est uniquement utilisée pour le soudage de composants constitués du même matériau.
Le soudage par extrusion est réalisé à l'aide de l'équipement suivant :
- élément chauffant ;
- vis;
- système d'alimentation en air;
- un bac de stockage pour les granulés et un patin qui applique l'additif.
Caractéristiques et procédure d'exécution des travaux :
- Nettoyez les tuyaux, dégraissez-les et vérifiez s'il y a des défauts.
- Donner aux extrémités des éléments à souder la forme requise.
- Chauffer les surfaces à souder avec de l'air chaud provenant d'une extrudeuse.
- Introduisez le métal d'apport (granulés ou fil) fondu dans l'extrudeuse sur le joint, en contrôlant son mouvement à l'aide d'un patin. La pression ainsi créée soude le métal d'apport au matériau du tuyau.
Les cordons de soudure par extrusion doivent refroidir sans contrainte. Cette technique de soudage est utilisée pour l'installation de canalisations à alimentation gravitaire. L'épaisseur de paroi doit être d'au moins 6 mm, sous peine de déformation du produit.

Méthode de soudage par emboîtement utilisant des raccords et des accouplements
Le soudage par emboîtement permet d'assembler des sections de tuyaux de diamètres différents. L'assemblage se fait en insérant un tuyau de plus petit diamètre dans un tuyau principal de plus grand diamètre. La connexion est ensuite sécurisée à l'aide de manchons, garantissant ainsi une liaison étanche et fiable.
La procédure est la même que pour le soudage bout à bout. Seuls les outils utilisés diffèrent.
Lors de la connexion Soudage de tuyaux en PEHD avec raccords/manchons utiliser:
- coupe-tubes ;
- étalonneurs;
- machines à chanfreiner ;
- Matériel de soudage avec buses.
Des raccords en T peuvent également être nécessaires pour former des coudes. La dilatation thermique du tuyau assure une étanchéité parfaite entre les raccords.
Procédure de soudage de la douille :
- Démontez l'élément de connexion.
- Nettoyez les extrémités des sections à assembler et chanfreinez-les.
- Effectuez un étalonnage pour obtenir des cercles symétriques.
- Insérez les extrémités propres et dégraissées dans le raccord, connectez-les à la machine à souder et chauffez.
De ce fait, les pièces sont fusionnées en une seule surface. Le soudage par emboîtement est utilisé pour les composants dont l'épaisseur de paroi ne dépasse pas 5 mm. Il est particulièrement adapté aux sections de canalisations où l'accès aux équipements de soudage bout à bout est difficile.
De quoi avez-vous besoin pour souder ?
Les travaux de soudage font appel à des procédés de haute technologie qui nécessitent des équipements spécialisés, tant primaires que secondaires.
Lors du choix des outils et des appareils de soudage, tenez compte de la méthode de soudage et des paramètres des tuyaux en PEHD.
Outils et équipements
Le travail avec du PEHD exige que tous les éléments chauffants des appareils soient antiadhésifs. Cela évite le nettoyage après soudage. Tous les appareils sont généralement équipés de témoins lumineux et de thermostats.
Équipement de soudage de base :
- soudage manuel pour la méthode de l'emboîtement ;
- machine à jointer bout à bout ;
- pièces de montage ;
- éléments chauffants ;
- Une pince est un support utilisé pour maintenir des objets en place pendant leur traitement ou leur compression.
Presque toutes les unités de soudage du polyéthylène sont légères et faciles à utiliser, et leurs éléments chauffants sont facilement remplaçables.
Des unités de soudage sont utilisées :
- Mécanique;
- Automatique;
- Hydraulique.
Les éléments chauffants sont des plaques rondes recouvertes d'une couche de PTFE. Ils comportent un voyant indicateur de température et de mise sous tension, ainsi qu'un fusible. La température est réglable grâce à un régulateur dédié.
Pour le soudage de produits d'un diamètre supérieur à 400 mm, les dispositifs suivants sont utilisés :
- joint bout à bout;
- connexion par prise ;
- Connexion par électrofusion.
Les groupes hydrauliques universels sont particulièrement précieux. Ils permettent de réaliser de multiples soudures en un temps record, car l'équipement intègre toutes les fonctionnalités nécessaires.
Outils supplémentaires pour appareils hydrauliques :
- positionneurs;
- éléments pour éliminer les dépôts d'oxyde ;
- outil de chanfreinage ;
- scies - pour séparer les autoroutes ;
- dispositif de nivellement ;
- cintres pour PEHD.
Lors du soudage, quelle que soit la méthode utilisée, il est essentiel d'utiliser un outillage complet. Négliger un seul élément peut entraîner une soudure de mauvaise qualité, voire une soudure défectueuse.
Raccords pour la connexion
Les raccords à souder sont des composants conçus pour assembler des tuyaux, y compris de diamètres différents, et pour réaliser des dérivations et des coudes dans les canalisations. Ils permettent également d'assembler des tuyaux laminés de matériaux différents.
Les éléments de ce type sont :
- Soudé et coulé. Elles sont raccordées aux tuyaux à l'aide de machines de soudage bout à bout spécialisées. Elles sont généralement utilisées aux coudes et aux virages des canalisations. Cela crée une liaison très solide, aussi résistante qu'un matériau massif.
Ces raccords sont économiques, durables et disponibles dans une large gamme. Une fois installés, le système ne nécessite aucun démontage. Les fabricants proposent des raccords tels que des croix, des réducteurs, des tés et des éléments de différents angles. - Raccords électrosoudables. Ces raccords permettent de connecter plusieurs tuyaux simultanément. Ils se composent d'un boîtier en polyéthylène contenant un élément chauffant métallique. Les tuyaux sont insérés dans ces raccords, qui fondent sous l'effet de la chaleur, créant ainsi une connexion fiable et étanche.
Des raccords à compression sont également disponibles, mais ils ne sont pas adaptés au soudage. Ces composants en polyéthylène avec joints permettent de réaliser des assemblages démontables sans soudure. Ils offrent un niveau d'étanchéité moyen.

Tuyaux en PEHD
Les tuyaux en PEHD (polyéthylène basse pression) sont fabriqués sous une faible pression, inférieure à 2 MPa. Le matériau fini présente une faible densité, ce qui le rend léger et facilite son installation et son raccordement.
Caractéristiques du PEHD :
- Élasticité. Elles sont capables de s'étirer, éliminant ainsi les ruptures dues aux déformations qui peuvent survenir à haute température ou sous contrainte mécanique, par exemple sous la pression qui se produit lors de la formation de bouchons de glace.
- Flexibilité. Les tuyaux en PEHD peuvent être cintrés sans aucun problème, ce qui est extrêmement important lors de la création de canalisations aux configurations complexes.
- Fiabilité. Le PEHD est durable et résistant aux environnements agressifs, notamment aux huiles. Il ne rouille pas et absorbe bien les coups de bélier.
Il existe plusieurs types de ces tuyaux :
- Pour l'alimentation en eau froide. Elles présentent une bande bleue longitudinale. Leurs parois internes lisses n'accumulent ni sels ni sédiments.
- Gaz. Elles possèdent un débit élevé, une longue durée de vie et résistent à une pression élevée. Elles sont reconnaissables à leur bande longitudinale jaune.
- Pour le chauffage et la production d'eau chaude sanitaire. Ils sont renforcés par de la fibre de verre et fabriqués en polyéthylène haute résistance.
- Double couche ondulée. Ce sont des tuyaux à emboîtement utilisés pour l'évacuation des eaux usées et le drainage. Ils sont très résistants, faciles à installer et supportent les environnements agressifs.
Étapes du travail
Pour que le processus de soudage des tuyaux PDN se déroule sans retard et aboutisse à une soudure de haute qualité garantissant le fonctionnement à long terme du pipeline, il est nécessaire de procéder dans un ordre précis.
Préparation des tuyaux en PEHD avant soudage
Avant de commencer à souder, plusieurs étapes préparatoires doivent être effectuées. Si elles sont correctement réalisées, vous n'aurez pas à vous soucier d'outils manquants, de la correction d'imperfections ou de quoi que ce soit d'autre pendant la soudure.
Préparation au soudage :
- Achat et livraison sur le site de soudage de tuyaux en PEHD, de fixations, de colliers de serrage et autres pièces en fonction du diamètre des éléments à souder.
- Aménager et dégager la zone pour l'installation du matériel de soudage.
- Utiliser une méthode mécanique pour usiner les extrémités des raccords et des tuyaux à souder.
Le matériel de soudage requiert une attention particulière. Il doit être vérifié afin de s'assurer de son bon fonctionnement et préparé avant utilisation.
Comment préparer le matériel de soudage :
- Inspectez tous les composants de la machine à souder. Vérifiez le bon fonctionnement de la mise à la terre et des câbles électriques, et contrôlez l'affûtage des lames de coupe de la fraiseuse.
- Préparez le générateur électrique. Remplissez-le de carburant et vérifiez son bon fonctionnement.
- Nettoyez soigneusement tous les composants de l'équipement (racleurs, raboteuses et éléments chauffants) afin d'éliminer toute saleté. Retirez toute trace de polyéthylène collé, puis dégraissez toutes les surfaces avec un solvant.
- Vérifiez le niveau d'huile du système hydraulique de la machine à souder et le fonctionnement de la pince coulissante. Lubrifiez les pièces mobiles de l'équipement avec un lubrifiant spécifique.
- Vérifiez le fonctionnement des instruments de contrôle et de mesure.
normes de soudage bout à bout
Jusqu'à récemment, la Russie connaissait une certaine confusion concernant le cadre réglementaire du soudage du PEHD, car plusieurs documents étaient en vigueur simultanément.
Depuis 2013, les normes GOST relatives aux équipements et technologies de soudage bout à bout sont en vigueur. Cela ne signifie pas que les équipements de soudage importés de qualité inférieure ont été mis au rebut ni que les achats ont cessé, mais les fabricants russes ont été incités à améliorer la qualité de leurs équipements.
La norme GOST 55276 R 55276-2012 (Tuyaux et raccords en plastique) a permis d'unifier la technologie de soudage bout à bout du PEHD en Russie.
Points à surveiller :
- GOST R 55276. Parallèlement à la technologie de soudage basse pression classique, elle légalise le soudage haute pression du PEHD, auparavant pratiqué uniquement aux États-Unis. Ce mode de soudage nécessite un équipement spécialisé, mais réduit considérablement le temps de cycle.
- GOST R 55276. Il n'est pas particulièrement adapté aux chantiers de construction, car il est conçu non pas pour les exécutants eux-mêmes (les soudeurs), mais pour les technologues (les concepteurs de tableaux techniques pour le soudage du PEHD).
- GOST R 55276. Ce document ne tient pas compte des limitations imposées par les anciennes réglementations nationales et étrangères. Cela concerne principalement la plage de températures ambiantes de +5 à +45 °C, sachant qu'en Russie, le soudage des pipelines doit être effectué par temps glacial.
Une autre différence réside dans la limitation de l'épaisseur des parois des tuyaux à 70 mm, alors que les parois des tuyaux produits aujourd'hui font 90 mm ou plus.
Nous effectuons nous-mêmes le soudage bout à bout.
Avec une machine à souder spécialisée, vous pouvez souder vous-même des tuyaux en PEHD bout à bout. La liaison est obtenue en ramollissant le polyéthylène et en formant une soudure étanche. C'est l'option la plus simple, adaptée uniquement aux tuyaux de même diamètre, mais elle requiert tout de même certaines compétences.
Le soudage bout à bout des canalisations en PEHD doit être effectué par un soudeur qualifié, faute de quoi il sera difficile d'obtenir la précision et la fiabilité de la connexion.
Procédure de soudage bout à bout manuel :
- Préparer le matériel, inspecter la machine à souder, vérifier son fonctionnement.
- Coupez les tuyaux en laissant une longueur supplémentaire, quelques millimètres de polyéthylène pour former une soudure.
- Nettoyez les extrémités pour obtenir des bords parfaitement lisses et assurer un bon contact.
- Placez les matériaux de tuyauterie dans la machine à souder et centrez-les.
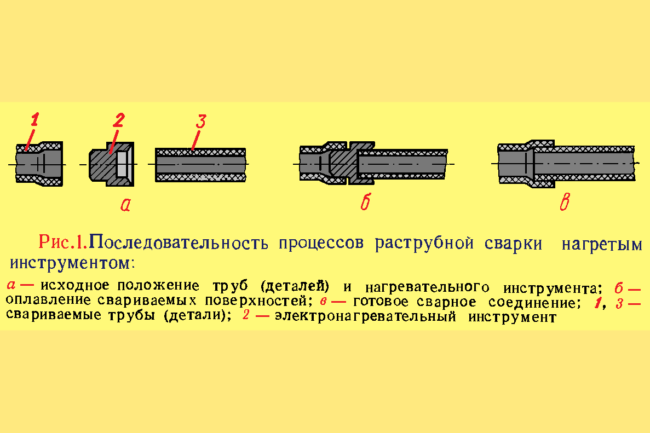
- Placez un élément chauffant entre les pièces à souder. Chauffez les extrémités jusqu'à ce qu'elles fondent ; la durée de chauffage dépend de la qualité du matériau et de l'épaisseur des parois des pièces.
- Retirez l'élément chauffant et pressez immédiatement les extrémités l'une contre l'autre. La force et la pression nécessaires à cette opération sont générées par un levier ou un système hydraulique.
- Attendez que les tuyaux en polyéthylène refroidissent. Vérifiez la qualité de la soudure afin de vous assurer qu'il n'y a pas d'accumulation de matière ni de variation de diamètre.
Pour le soudage de produits de grand diamètre, il est recommandé d'utiliser une machine à souder automatique, qui centrera et assemblera les sections avec précision.
Contrôle qualité des coutures
Une fois le soudage terminé, les joints sont inspectés visuellement afin de vérifier leur qualité. Les normes GOST définissent les caractéristiques de qualité des joints soudés.
Exigences:
- Les soudures doivent être uniformes sur toute la longueur au niveau des surfaces extérieures des sections soudées ;
- Les saillies du cordon de soudure au-dessus des surfaces à assembler sont autorisées, hauteur du cordon :
- avec une épaisseur de paroi de 5 mm - la saillie ne dépasse pas 2,5 mm ;
- pour une épaisseur de 6 à 20 mm, la hauteur maximale de la couture est de 5 mm ;
- Le raccordement doit être parfaitement centré ; si un déplacement des surfaces à raccorder est détecté, il ne doit pas dépasser 10 % de l'épaisseur de la paroi des tuyaux raccordés.
Recommandations de professionnels
Les soudeurs expérimentés travaillant avec des tuyaux en PEHD recommandent une extrême prudence lors du soudage et un contrôle rigoureux de la qualité des joints. L'étanchéité des joints et la longévité des canalisations dépendent de la précision des soudures.
Conseils de pro :
- Veillez à ce que la section transversale du tuyau ne ressemble pas à une ellipse – cela réduira considérablement la qualité de la soudure ;
- Les matériaux de laminage des tuyaux en plastique doivent être maintenus fermement en place jusqu'à ce que les bords fondus se soient complètement solidifiés ;
- la soudure doit être un cordon uniforme dépassant des surfaces des éléments soudés ; la hauteur du cordon doit être conforme aux normes (indiquées dans le tableau ci-dessus) ;
- Les fixations à écrous ne doivent pas être serrées au-delà de la limite prévue, car une force excessive peut endommager le tuyau ;
- Avant de commencer les travaux, assurez-vous d'étudier les instructions de soudage du PEHD et de vous familiariser avec les paramètres du processus.
Les tuyaux en PEHD sont un matériau moderne et abordable permettant la construction de canalisations pour une grande variété d'usages et de configurations. Grâce à un équipement de soudage spécialisé, ces produits permettent de créer des canalisations fiables, aussi bien à l'échelle industrielle que manuelle.



