Danas se staklenici od profilnih cijevi često postavljaju na ljetnim vikendicama. Stabilniji su, imaju dulji vijek trajanja i propuštaju više svjetlosti od drvenih.
Za ugradnju konstrukcije od profiliranog čelika, potrebno ju je saviti pod određenim kutom. Čini se nemogućim to učiniti bez specijalizirane opreme. U ovom članku istražit ćemo moguće metode i objasniti kako saviti kvadratni profilirani čelik kod kuće bez savijača cijevi.
- Koje poteškoće nastaju tijekom procesa savijanja profilne cijevi?
- Kako oblik i tehničke karakteristike profilne cijevi utječu na izbor metode savijanja?
- Kako saviti profilnu cijev bez savijača cijevi
- Kako savijati s predgrijavanjem (s punilom od pijeska)
- 7 načina savijanja bez zagrijavanja (hladna metoda)
- 3 alternativne opcije za savijanje
- Savijamo se pomoću savijača cijevi
- Kako saviti profilnu cijev pod kutom od 90 stupnjeva
- Kako izbjeći ovalizaciju
- Savjeti i preporuke
- Usluge savijanja
- Uređaji za savijanje
Koje poteškoće nastaju tijekom procesa savijanja profilne cijevi?
Fleksibilna profilna cijev znači njezino djelomično ili potpuno savijanje. Kao što je poznato, Profilne cijevi imaju visok stupanj čvrstoće, pa se mogu savijati samo pod tlakom ili zagrijavanjem područja koje se savija. Tijekom tog procesa na dio djeluju dvije sile:
- kompresija - iznutra;
- ekstenzije - vanjske.
Upravo u suprotnom smjeru od tih sila leži poteškoća rada pri zaokruživanju cijevi:
- Na različitim mjestima, profilna cijev može različito reagirati na savijanje, što će dovesti do gubitka poravnanja, odnosno pojedinačni dijelovi obratka bit će smješteni na različitim površinama.
- Cijev ne može uvijek izdržati proces istezanja i može se saviti ili puknuti. Ovi problemi se najčešće javljaju kada se savijanje neispravno izvrši.
- Proizvod može razviti nabore koji nalikuju valovitosti.
- Razina čvrstoće se smanjuje pri pregrijavanju i oštećenju strukture.
- Bočne stijenke su zgnječene - to se događa zbog prekomjernog pritiska kada obradak prolazi kroz strukturu savijanja.
Kako biste izbjegli ove probleme, trebali biste uzeti u obzir materijal od kojeg su izrađene cijevi i njihovu veličinu: debljinu stijenke, promjer, kut savijanja.
Kako oblik i tehničke karakteristike profilne cijevi utječu na izbor metode savijanja?
Profilne cijevi nisu okrugle, pravokutne su, ovalne ili kvadratneZa staklenike u blizini seoske kuće preporučuje se korištenje kvadratnih ili pravokutnih modela; imaju ravne stijenke, što olakšava pričvršćivanje pokrova.

Raspon profila je ogroman. Imaju različite geometrijske parametre. Glavni su veličina poprečnog presjeka i debljina stijenke. Duktilnost je važna jer određuje mogući radijus savijanja. Vrijedi napomenuti da zagrijane profilne cijevi povećavaju svoju duktilnost, što ih čini lakšim za savijanje.
Postoje dvije tehnološke metode:
- "hladno" - bez izlaganja temperaturi;
- "vruće" - područje je prethodno zagrijano.
Nadalje, cijevi od niskolegiranih i ugljičnih vlakana imaju povećanu elastičnost i mogu se vratiti u prvobitno stanje prilikom savijanja, pa se ne koriste za izgradnju staklenika. Profilne cijevi promjera 2 mm se ne preporučuju, jer imaju malu čvrstoću na mjestu savijanja.
Ne postoje strogi standardi za odabir metode savijanja kvadratnih cijevi, postoje samo ovalniOvi standardi primjenjuju se na toplo zavarene cijevi preko 100 mm, ali se ne odnose na profilirane proizvode.
Stručnjaci predlažu korištenje "hladne" metode za valjane cjevaste materijale promjera manjeg od 10 mm, a savijanje pod toplinom za one promjera 40 mm i više.
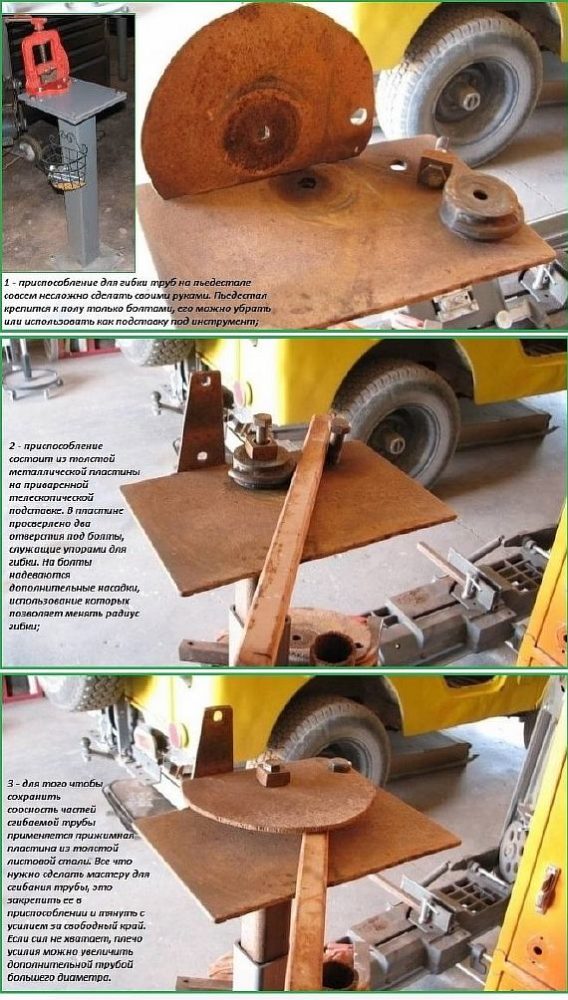
Preporučuje se probno savijanje kod kuće: jedan kraj oblikovane cijevi stegnite u škripac, a na drugi kraj stavite cijev većeg promjera. Ovo "rame" treba zategnuti tijekom savijanja obratka. Ako se lako savija, tada zagrijavanje nije potrebno. Koju od ovih metoda koristiti za savijanje oblikovane cijevi kod kuće, ovisi o vama.
Metode savijanja prema vrsti materijala cijevi, za:
- valjani metal - zavaren, s rezanjem brusilicom;
- čelik - s grijanjem;
- plastika ili aluminij - bilo koja opcija, budući da je materijal mekan.

Kvadratni valjani metalni proizvodi razlikuju se po presjeku i veličini stijenke. Ti čimbenici utječu na kut savijanja.
Postoje brojne inženjerske nijanse vezane uz ovo pitanje. Ali poznavanje svih njih nije potrebno za domaću zadaću. Važno je obratiti pozornost na sljedeće aspekte.
- Tanki proizvodi s presjekom do 20 mm moraju se savijati bez savijača cijevi na području koje je 2,5 puta dulje od visine same cijevi.
- Debeli valjani metal može se savijati u zoni tri puta duljoj od svog poprečnog presjeka. Ako se to zanemari, metal će puknuti izvana ili se deformirati iznutra.
- Savijanje kvadratne cijevi je opasno iz jednog razloga: može uzrokovati lom na mjestu operacije, što rezultira odbacivanjem dijela.
- Granični uvjet je sljedeći omjer: minimalni radijus ne smije biti manji od dva i pol puta veći od presjeka savijanja. Na primjer, za proizvod debljine 40 mm, minimalni unutarnji radijus je 40 x 2,5 = 100 mm.
Prije savijanja čelične profilne cijevi, trebali biste zapamtiti još jedno pravilo.

Proizvod se nakon oblikovanja obično vraća u prvobitni oblik. Zbog toga ga je najbolje saviti malo više nego što je propisano uzorkom. Ako radni komad savijete malo više, konačno zaobljenje će odgovarati specifikacijama uzorka.
Svi ovi uvjeti moraju se uzeti u obzir prije početka rada, inače je nadanje visokokvalitetnom rezultatu beskorisno.
Kako saviti profilnu cijev bez savijača cijevi
Obično se pri izgradnji nadstrešnica ili stakleničkih konstrukcija u ljetnoj kućici koriste profilne cijevi malih dimenzija. Točnost kuta savijanja nije kritična, pa su improvizirani alati prikladni za savijanje.
Naravno, bolje je ovaj postupak provesti u zasebnoj prostoriji gdje se nalazi radni stol i razni alati.
Također trebate pripremiti posebnu odjeću; ona će vas zaštititi od prašine, strugotine, iskri i pri radu s plamenikom.
Ako radite savijanje kod kuće, morate uzeti u obzir:
- Količina savijanja.
- Materijali za proizvodnju.
- Debljina zidova.
- Odjeljak.
Deformacija valjanih profilnih proizvoda provodi se unutar dopuštenih granica postavljenih za presjek i debljinu stijenke.
Prilikom rada potrebno je paziti da se presjek ne spljošti i da ne dođe do unutarnjih lomova.

Kako savijati s predgrijavanjem (s punilom od pijeska)
Za postizanje visokokvalitetnog i ravnomjernog savijanja profilne cijevi pri korištenju "vruće" metode, prvo napunite komad pijeskom. Budući da će rad uključivati vrući metal, potrebno je nositi platnene rukavice.
Korak po korak, savijanje kvadratnog proizvoda izgleda ovako:
- Drveni klin se umetne u mlaznicu na jednom kraju. Njegova duljina treba biti 10 puta veća od širine baze. Površina baze jednaka je dvostrukoj površini rupe u obratku koju će pokriti.
- U cijev se usipa sitnozrnati pijesak, prvo prosijan i osušen (pečen na 150 stupnjeva Celzija). Lijevak se koristi za punjenje profila pijeskom. Kako bi se osigurala gusta i ravnomjerna raspodjela, ulijeva se u obrocima. Tijekom tog procesa drvenim čekićem kuckajte po stijenkama dijela.

- Klin se također zabija s druge strane.
- Čepovi moraju odgovarati unutarnjim dimenzijama profila. Jedan od njih ima četiri uzdužna utora izrezana u njima kako bi plin koji se proizvodi zagrijavanjem pijeska mogao izaći.
- Mjesto savijanja označeno je kredom.
- Profilni prazan komad stegnut je u škripcu. Ako proizvod ima zavar, trebao bi biti sa strane.
- Mjesto označeno kredom zagrijava se plinskim plamenikom dok ne pocrveni.
- Pažljivo savijte kvadratni profil, bez naglih pokreta, ali s velikom snagom. To se radi u jednom potezu.
- Dijelovi se zatim moraju ohladiti, a rezultat usporediti s predloškom.
- Ako je savijanje ispravno izvedeno, čepovi se uklanjaju i pijesak se izlijeva.
Ako savijate kvadratnu cijev sa zavarima, oni moraju biti postavljeni na vanjsku stranu zavoja, a ne na unutarnju, inače će se zavar raspasti.
Ova metoda je prikladna samo za jednokratno savijanje kuta. Ponavljano zagrijavanje uzrokovat će gubitak čvrstoće metala.
Moguće je saviti cijevni proizvod ispunjen pijeskom bez zagrijavanja, ali to je složeniji proces.
7 načina savijanja bez zagrijavanja (hladna metoda)
Profilnu cijev možete saviti "hladnom" tehnikom, koristeći razne alate i bez prethodnog zagrijavanja. Pogledajmo kako sami saviti profilnu cijev bez zagrijavanja.
- Savijanje s punjenjem - vodaOva je opcija jeftinija, ne zahtijeva grijanje i namijenjena je za tanke duraluminijske i mesingane cijevi. Posebno je prikladna za korištenje zimi, kada temperature padnu ispod nule.
Postupak nije kompliciran:
- jedan kraj obratka je zatvoren čepom;
- s drugog kraja se u dio ulijeva voda i on je također zatvoren;
- profil se iznosi van i drži na hladnom dok se voda ne smrzne;
- cijev se savija, kada je voda u njoj smrznuta to je lako;
- Proizvod se stavi na toplo mjesto, tekućina se odmrzne, a voda se ocijedi.
Metoda se preporučuje za cijevi izrađene od obojenih metala, jer nisu podložne koroziji.
2. S pločom za savijanje — Ova metoda je namijenjena savijanju kvadratnih čeličnih ili aluminijskih cijevi. Ploča je panel izrađen od debelog metalnog lima. Zavarena je na stup postavljen na improviziranu platformu. Savijanje zahtijeva nekoliko koraka.
- izbušite rupe u ploči za vijke, one će poslužiti kao graničnik za cijev;
- Postavite mlaznicu na jedan vijak; potrebno je podesiti kut savijanja;
- Kako bi se osiguralo poravnanje dijelova cijevi koji su uz zavoj, iznad njega treba postaviti metalnu ploču pričvršćenu vijcima.
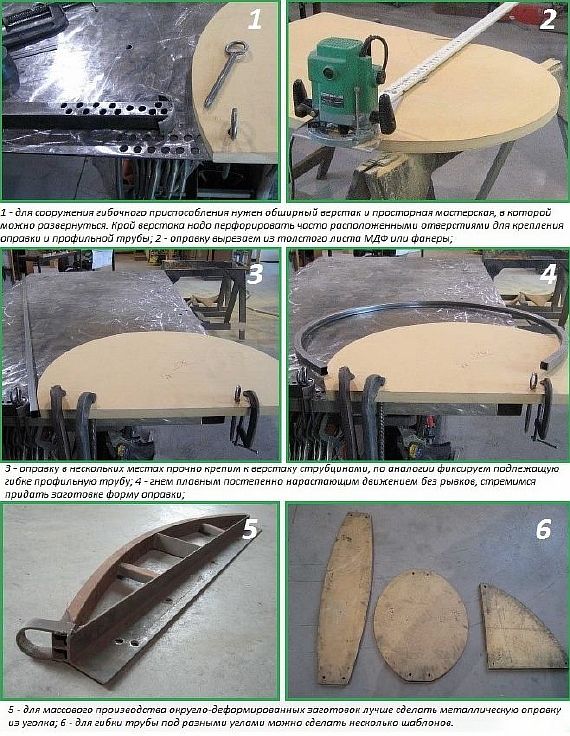
3. Savijanje trna — Pogodno za profilne cijevi s visinom stijenke ne većom od 25 mm. Ovaj dizajn je najbolje postaviti na radni stol. Izbušite česte rupe duž njegovog ruba kako biste pričvrstili trn i profilnu cijev.
- Stupanj savijanja podešava se pomoću predloška izrađenog od šperploče ili metalnog kutnika. Primjenom fizičke sile, dio se postavlja na trn, dajući mu željeni kut savijanja.
4. Korištenje brusilice - Ova metoda ne dopušta izradu savršenog polukruga, budući da je zavoj sastavljen od nekoliko ravnih segmenata, a nalaze se pod različitim kutovima.
- Metoda uključuje izradu poprečnih rezova (obično tri) brusilicom na mjestu planiranog savijanja. Što je kut savijanja manji, to je veći broj rezova.
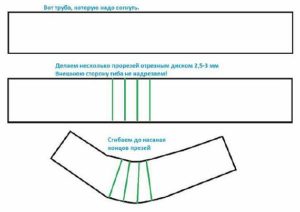
- Zatim, cijev treba saviti na mjestima rezanja - to se može učiniti bez primjene prekomjerne sile, a rezovi se moraju zavariti.
- Ako su zavareni šavovi dobro polirani, proizvod će izgledati prilično pristojno, bez nabora i neće izgubiti čvrstoću.
5. S oprugom — jednostavna tehnika savijanja. Opruga je izrađena od žice od 2 mm. Mora se saviti u oblik cjevovoda tako da svaki dio bude 2-3 mm manji od cijevi na odgovarajućoj strani, što mu omogućuje lako kretanje unutar profila.
- Gotovu oprugu treba umetnuti u dio, a zatim saviti pod željenim kutom. Po želji, mjesto savijanja može se zagrijati kako bi se olakšao proces. Kako bi se olakšalo uklanjanje opruge iz dijela, na njezin kraj se veže žica.
6. Korištenje valjkastog vratila Ova metoda je namijenjena za cijevi veličine od 10 do 25 mm. Za savijanje pravokutne cijevi, ona se mora stegnuti u škripcu. Zatim se koristi poseban valjak za savijanje dijela, primjenjujući silu. Ovaj uređaj proizvodi visokokvalitetno savijanje, ali zahtijeva fizičku snagu.
7. Korištenje poluge - to je drvena ili metalna drška, u čijem se donjem dijelu nalazi mlaznica s rupom.
Za savijanje obratka, mora se umetnuti u rupu do točke savijanja. Zatim se poluga povuče natrag i ta radnja savija cijev. Ova metoda nije precizna, ali je prikladna za savijanje profila staklenika. Pogledajte kako možete sami napraviti staklenik.

3 alternativne opcije za savijanje
Postoji nekoliko alternativnih jednostavnih metoda za savijanje profilne cijevi na potreban radijus:
- Kovanje — udaranje teškim čekićem. Za to je potreban nakovanj sa zaobljenim vrhom. Radni komad mora biti pričvršćen na nakovanj stezaljkama. Zatim udarite po radnom komadu bez primjene prekomjerne sile kako biste izbjegli njegovo spljoštavanje.
- Prema uzorcima — Potrebna vam je asfaltna ili betonska površina na kojoj biste trebali označiti obris budućeg luka. Zatim utisnite armaturne šipke, pričvršćujući profil na prvu. Dok savijate, zavarite blank na armaturu, a kada završite, izrežite šipke brusilicom.
- Najam pod pritiskom — Za to je potrebno vozilo s bočno postavljenim kotačima. Profil se postavlja u pripremljeni čelični ili betonski utor, a kotač se kotrlja preko obratka. Aksijalno poravnanje treba kontrolirati metalnim vodilicama.
Savijamo se pomoću savijača cijevi
Ako se za izgradnju staklenika koriste profilne cijevi velikog promjera, ručno savijanje bit će teško. Preporučujemo da se upoznate s s uputama kako sami napraviti standardni savijač cijevi, njegov dizajn sastoji se od pogonskog kotača (pomiče se duž rubova savijajući cijev pod željenim kutom), okvira, transportera i steznih elemenata.
Savijač cijevi može biti:
- Ručni – dizajniran za radove manjih razmjera. Obradak se postavlja u transporter i steže valjkom. Kotač se okreće ručkom, što rezultira procesom savijanja.
- Električni — oprema se preporučuje za deblje profilne cijevi. Uređaj je električno pokretan, a kotač pokreće elektromotor, što eliminira potrebu za ručnim radom. Princip rada sličan je prethodnom: profil se dovodi u transporter i dok prolazi kroz zonu stezanja, savija se.

Prilikom korištenja ovog uređaja, kutovi cijevi, i iznutra i izvana, doživljavaju jednak pritisak, tako da je zavoj visoke kvalitete i ne puca.
Kako saviti profilnu cijev pod kutom od 90 stupnjeva
Profilne cijevi s okretom od 90 stupnjeva nemaju oštre kutove i izgledaju estetski ugodno.
Prvo morate pripremiti alate - aparat za zavarivanje, kutnu brusilicu i diskove.
Pogledajmo korak po korak proces savijanja profila.
- Točka savijanja označena je na obratku, a poprečne linije označene su sa svih strana. Mjeri se polovica širine, a njezina veličina označena je na prvoj liniji i na svim poprečnim linijama.

- Linije radijusa crtaju se pomoću šestara ili drugog okruglog predmeta. Ove se linije crtaju s obje strane, a područje koje treba ukloniti također je označeno.

- Rezovi se prave na jednoj strani između dvije oznake. Zatim se uklanjaju dva bočna dijela.

- Radni komad se lagano savija unatrag, a zatim prema unutra. Rezultat je pravi kut s unutarnje strane i zaobljeni kut s vanjske strane.


- Pomoću aparata za zavarivanje, savijeni dio se hvata s obje strane, nakon čega se svi šavovi zavaruju.

- Troska se uklanja, a šavovi se obrađuju brusnim diskom s lamelama.

Ova metoda je prikladna za savijanje profila bilo koje veličine vlastitim rukama.
Kako izbjeći ovalizaciju
Prilikom hladnog savijanja postoje suptilnosti koje se moraju uzeti u obzir kako bi se održao presjek profila. U tu svrhu ugrađuju se graničnici:
- unutarnji - ne dopušta sužavanje cjevovoda;
- vanjski - ne dopušta širenje bočnih zidova.
Preporučuje se korištenje krutog materijala kao graničnika, dobro drži oblik.
Prilikom izgradnje staklenika iz profilne cijevi, nema potrebe za održavanjem preciznog radijusa savijanja, tako da nema potrebe trošiti novac na skupi stroj.
Svaki majstor imat će ga pri ruci. Pomoću njega možete stvoriti sasvim pristojan staklenik za svoju daču.
Savjeti i preporuke
Prilikom vježbanja fleksibilnosti potrebno je uzeti u obzir niz okolnosti:
- Prilikom kupnje profila provjerite jesu li svi iste veličine, vrste čelika i pripadaju istoj isporučenoj seriji;
- pri korištenju zavarenih profila, orijentirajte stranu sa šavom prema unutarnjem radijusu, inače se može slomiti;
- Prilikom rada s brusilicom ne zaboravite koristiti zaštitnu opremu poput naočala ili maske;
- Treba uzeti u obzir da se krajnji dijelovi ne mogu uvijek saviti na potrebnu veličinu, stoga se pri izračunavanju duljine obratka mora uzeti u obzir njihova duljina i takvi se komadi moraju odrezati nakon što je formiranje dijela završeno;
- Potrebno je provesti antikorozivnu obradu metala i nastaviti to redovito raditi u budućnosti.
Usluge savijanja
Takva usluga ne bi mogla a da ne postane zasebno područje razvoja poslovanja, budući da u industrijskoj verziji uključuje korištenje prilično složene tehnološke opreme.
Na tržištu su dostupne i usluge savijanja, koje nude i radijalno i lučno savijanje. Ova razlika je napravljena jer svaka operacija zahtijeva specifičnu opremu. U prvom slučaju, to je savijač cijevi, dok je u drugom, stroj za valjanje s tri valjka.
Mora se priznati da su cijene za obavljanje takvih operacija prilično razumne:
- cijena jednog kutnog zavoja je 30 rubalja;
- Jedan linearni metar lučnog raspona također će koštati 30 rubalja.
U usporedbi s troškovima metala i dostave materijala u Moskovskoj regiji, ovo je praktički ništa.
Uređaji za savijanje
Dizajn konstrukcije ovisi o promjerima koje je potrebno obraditi.

Za valjane cjevaste materijale promjera do 20 mm može se izraditi jednostavan uređaj koji se sastoji od čeličnih klinova umetnutih u betonsku ploču. Cijev, umetnuta između klinova, savija se na potrebne dimenzije.
Ali kada promjer prelazi 20 mm, za izgradnju je potrebno razviti složenije strukture.
Alternativno, par valjaka s okruglim bočnim površinama pričvršćen je na stabilnu, tešku podlogu. Polumjer ove površine valjka mora odgovarati promjeru valjanog cjevastog proizvoda koji se savija.

Radni komad se umetne između valjaka i njegov kraj se učvrsti. Drugi kraj se pričvrsti na vitlo, koje se zatim aktivira. Kada kut na cijevi dostigne željenu vrijednost, vitlo se zaustavlja.
Cijeli proces izrade ovog savijača cijevi mora se podijeliti u sljedeće faze.
- Zupčanici i ležajevi moraju biti pričvršćeni na osovine. Zupčanici se osiguravaju ključem. Preporučuje se kupnja ležajeva s nosačima ležajeva.
- Zupčanici i lanac odgovaraju svakom automobilu.
- Pomoću aparata za zavarivanje, baza se zavaruje i tlačna osovina se pričvršćuje vijcima na nju.
- Zatim se zavaruju opružne matice i platforma za njih.
- Nosive osovine su pričvršćene vijcima na dnu.
- Izrađuje se lanac za zatezanje.
- U završnoj fazi, ručka je pričvršćena na osovinu (preporučuje se korištenje ručke koja se okreće).
Ovaj uređaj brzo izvodi deformaciju propuštanjem valjanog cijevastog proizvoda kroz njega.



