Spajanje cijevi od polietilena niske gustoće (HDPE) u jedan cjevovod postiže se raznim metodama, i odvojivim i trajnim. Jedna od najpouzdanijih opcija je zavarivanje HDPE cijevi.
Postoji nekoliko metoda za izvođenje zavarivačkih radova, od kojih se svaka izvodi pomoću određene tehnologije.
- Trajni spojevi - zavarivanje HDPE cijevi
- Sučeono zavarivanje cijevi
- Sukobno zavarivanje cjevovoda pomoću ekstrudera pod kutom
- Metoda zavarivanja utičnicom pomoću spojnica i spojnica
- Što vam je potrebno za zavarivanje?
- Alati i oprema
- Priključci za spajanje
- HDPE cijevi
- Faze rada
- Priprema HDPE cijevi prije zavarivanja
- Standardi za sučeono zavarivanje
- Sučeono zavarivanje izvodimo sami
- Kontrola kvalitete šavova
- Preporuke profesionalaca
Trajni spojevi - zavarivanje HDPE cijevi
Trajna metoda spajanja jedina je prihvatljiva opcija za HDPE cijevi velikog promjera. Osigurava visoku razinu nepropusnosti koja se može održati čak i pri visokim temperaturama.
Polietilen se lako zavaruje jer održava viskoznu, tekuću konzistenciju u širokom temperaturnom rasponu i ima nisku viskoznost taline.
Bez obzira na način stvaranja trajne veze, na njih se nameću sljedeći zahtjevi:
- kut pomaka dviju spojenih cijevi ne smije prelaziti 10% u odnosu na debljinu njihovih stijenki;
- spojni šav mora biti smješten iznad razine vanjske površine spojenih dijelova;
- Šavovi perli moraju biti izrađeni besprijekorne kvalitete, a njihova visina može varirati u rasponu od 2,5-5 mm (određuje se debljinom stijenki).
Postoje tri najpopularnije vrste zavarivanja: sučeono zavarivanje, zavarivanje u utičnicu i elektrofuzijsko zavarivanje. Pogledajmo pobliže svaku tehnologiju.
Sučeono zavarivanje cijevi
Sukobljeno zavarivanje je najpopularnija metoda trajnog spajanja HDPE cijevi. Ova tehnika uključuje spajanje krajeva dvaju dijelova istog promjera. Debljina stijenke spojenih elemenata također mora biti ista.
Spajanje tlačnih cijevi provodi se u industrijskim uvjetima pomoću posebne elektrohidraulične i mehaničke opreme, jer zahtijeva povećanu preciznost i točnost.
Ručno zavarivanje je dopušteno samo na cjevovodima koji nisu pod tlakom.

Karakteristike sučeonog zavarivanja:
- metoda se koristi na cijevima s debljinom stijenki većom od 4,5-5 mm i promjerom od 50 mm;
- zavarivanje se izvodi na ravnim i stabilnim površinama;
- Ako se radovi izvode na otvorenom, potrebno je zatvoriti krajeve cijevi čepovima kako bi se spriječilo propuh u glavnim vodovima; vjetar pogoršava temperaturne parametre i ometa kvalitetu rada;
- Dijelovi koji se spajaju moraju biti čisti iznutra i izvana - bilo kakvi ostaci ili čak prašina spriječit će visokokvalitetnu vezu; stezaljke zavarivačke jedinice ne smiju biti manje čiste;
- Za podešavanje temperature preporučuje se izvođenje 1-2 zavara kao probni rad. To će vam pomoći da shvatite principe i značajke postupka ako nemate iskustva u sučeonom zavarivanju cjevovoda;
- Prije brušenja, rezne ploče moraju se temeljito obrisati, a nakon brušenja provjeriti sukladnost dimenzija cijevi;
- Optimalni raspon temperature okoline za sučeono zavarivanje je od -15 do +45 °C.
Postupak industrijskog sučeonog zavarivanja:
- Prije početka rada, dijelovi koji se zavaruju režu se okomito na površinu na koju se postavljaju. Krajevi se temeljito očiste, odmaste i odrežu.
- Cijevi su pričvršćene u stroju za zavarivanje i pažljivo centrirane, provjerene na deformacije i oštećenja.
- Krajevi valjanih cijevi zagrijavaju se uređajem za omekšavanje materijala.
- Rastaljeni krajevi se spajaju i pritišću pod visokim tlakom. Postupak se nastavlja sve dok se polietilen ne ohladi.
- Kada se spoj ohladi, stroj se uklanja.
Nakon sučeonog zavarivanja, šav je savršeno gladak i simetričan. Spoj osigurava spoj jednako čvrst kao i čvrsti cjevovod. Za dovršetak gore opisanog postupka potrebne su dvije osobe.
Prilikom izvođenja sučeonog zavarivanja izbjegavajte:
- oštro spajanje rastopljenih krajeva;
- pomicanje i uvijanje cijevi;
- prisutnost praznina;
- nagla promjena temperature;
- neravnomjerno zagrijavanje spojenih područja;
- brzo hlađenje spojeva na mjestu spajanja.
Preporučuje se zavarivanje HDPE cijevi iste klase, ali ponekad je potrebno spojiti cijevi različitih vrsta.
Imajte na umu da prekomjerna kompresija stvara veće naslage unutar cjevovoda, smanjujući performanse gotovih vodova. Ako tlak nije dovoljan, zavarivanje traje dulje. Ovo produljeno razdoblje čekanja omogućuje zagrijanom polietilenu da se ohladi.
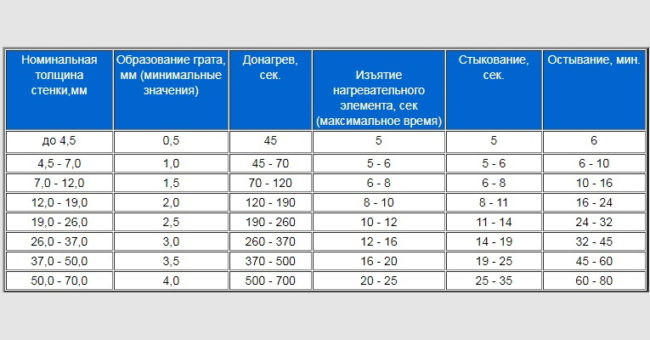
Prilikom početka zavarivanja potrebno je uskladiti parametre zavarivanja s tablicom koja sadrži preporučene sile i tlakove za različite cjevovode.
Tablica parametara za sučeono zavarivanje HDPE-a:
Sukobno zavarivanje cjevovoda pomoću ekstrudera pod kutom
Ekstruzijsko zavarivanje stvara spoj čvrstoće od 70% ili više nelegiranog materijala. Ova se metoda koristi samo za zavarivanje komponenti od istog materijala.
Ekstruzijsko zavarivanje se izvodi pomoću sljedeće opreme:
- grijaći element;
- vijak;
- sustav dovoda zraka;
- spremnik za granule i cipela koja pritišće aditiv.
Značajke i postupak izvođenja radova:
- Očistite cijevi, odmastite ih i provjerite ima li nedostataka.
- Dajte krajevima elemenata koji se zavaruju potreban oblik.
- Zagrijte površine koje se zavaruju vrućim zrakom iz ekstrudera.
- Dodajte dodatni metal (granule ili žicu) rastopljen u ekstruderu na spoj, kontrolirajući njegovo kretanje pomoću papučice. Stvoreni tlak zavaruje dodatni metal s materijalom cijevi.
Zavareni spojevi ekstruzijom moraju se hladiti bez prisilnog zagrijavanja. Ova tehnologija zavarivanja koristi se pri ugradnji cjevovoda s gravitacijskim punjenjem. Debljina stijenke treba biti najmanje 6 mm, inače se proizvod može deformirati.

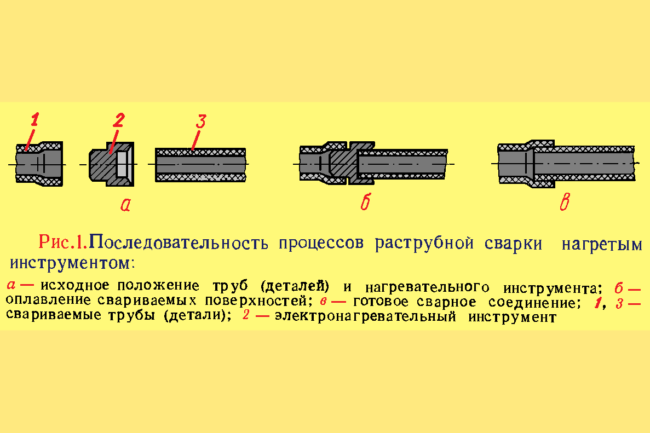
Metoda zavarivanja utičnicom pomoću spojnica i spojnica
Zavarivanje utičnicom omogućuje spajanje dijelova cijevi različitih promjera. Spoj se ostvaruje umetanjem manje cijevi u glavnu cijev većeg promjera. Spoj se osigurava spojnicama, stvarajući čvrst i siguran spoj.
Postupak je isti kao i kod sučeonog zavarivanja. Razlikuju se samo korišteni alati.
Prilikom povezivanja Zavarivanje HDPE cijevi s fitingom/spojnicama koristiti:
- rezači cijevi;
- kalibratori;
- strojevi za skošavanje;
- oprema za zavarivanje s mlaznicama.
T-spojevi mogu biti potrebni i za izradu koljena. Toplinsko širenje cijevi osigurava čvrsto brtvljenje između spojnica.
Postupak zavarivanja utičnicom:
- Rastavite spojni element.
- Očistite krajeve dijelova koji se spajaju i zakosite ih.
- Izvršite kalibraciju kako biste dobili simetrične krugove.
- Umetnite čiste i odmašćene krajeve u spojnicu, spojite na aparat za zavarivanje i zagrijte.
Kao rezultat toga, dijelovi su spojeni u jednu površinu. Zavarivanje u utičnicu koristi se za komponente s debljinom stijenke do 5 mm. Posebno je prikladno za dijelove cjevovoda gdje je pristup opremi za sučeono zavarivanje otežan.
Što vam je potrebno za zavarivanje?
Zavarivanje uključuje visokotehnološke procese koji zahtijevaju specijaliziranu opremu, i primarnu i sekundarnu.
Prilikom odabira alata i uređaja za zavarivanje, uzmite u obzir metodu zavarivanja i parametre HDPE cijevi.
Alati i oprema
Rad s HDPE-om zahtijeva da svi grijaći elementi jedinica budu neljepljivi. To eliminira potrebu za čišćenjem nakon zavarivanja. Sve jedinice obično su opremljene kontrolnim indikatorima i termostatima.
Osnovna oprema za zavarivanje:
- ručno zavarivanje za metodu utičnice;
- stroj za spajanje tupih dijelova;
- dijelovi za montažu;
- grijaći elementi;
- Stezaljka je stalak koji se koristi za držanje predmeta na mjestu dok se obrađuju ili čvrsto pritiskaju zajedno.
Gotovo svi uređaji za zavarivanje polietilena su lagani i jednostavni za rukovanje, a njihovi grijaći elementi se lako zamjenjuju.
Koriste se zavarivački uređaji:
- Mehanički;
- Automatski;
- Hidraulički.
Grijaći elementi su okrugle ploče obložene slojem PTFE-a. Imaju indikatorsku lampicu temperature i snage, kao i osigurač. Temperatura se može podesiti pomoću posebnog regulatora.
Za zavarivanje proizvoda promjera većeg od 400 mm koriste se sljedeći uređaji:
- tup spoj;
- priključak utičnice;
- elektrofuzijski spoj.
Univerzalne hidraulične jedinice su posebno vrijedne. Omogućuju stvaranje više zavara u minimalnom vremenu, jer oprema uključuje sve potrebne funkcionalnosti.
Dodatni alati za hidraulične uređaje:
- pozicioneri;
- elementi za uklanjanje oksidnih naslaga;
- alat za skošavanje;
- pile - za odvajanje autocesta;
- uređaj za niveliranje;
- zavoji za HDPE.
Prilikom zavarivanja bilo kojom od gore navedenih metoda, bitno je koristiti cijeli set alata. Zanemarivanje bilo koje opreme može rezultirati nekvalitetnim spojem ili čak neispravnim spojem.
Priključci za spajanje
Spojnice za zavarivanje su komponente namijenjene spajanju cijevi, uključujući i one različitih promjera, kao i za stvaranje ogranaka i zavoja u cjevovodima. Spojnice se također mogu koristiti za spajanje valjanih cijevi izrađenih od različitih materijala.
Elementi ove vrste su:
- Zavareno i lijevano. Spajaju se na cijevi pomoću specijaliziranih strojeva za sučeono zavarivanje. Obično se koriste na mjestima zavoja i pregiba u cjevovodima. To stvara čvrstu vezu jednaku čvrstoći punog materijala.
Ovi spojni elementi su jeftini, izdržljivi i dostupni u širokom rasponu. Nakon spajanja, sustav ne zahtijeva rastavljanje. Proizvođači nude spojne elemente kao što su križevi, reduktori, T-komadovi i elementi s različitim kutovima. - Elektrofuzijski spojevi. Mogu spojiti nekoliko cijevi odjednom. Sastoje se od polietilenskog kućišta koje sadrži žičani grijaći element. Cijevi se ubacuju u ove spojnice koje se tope pod visokim temperaturama, stvarajući pouzdan, hermetički spoj.
Dostupni su i kompresijski fitinzi, ali nisu prikladni za zavarivanje. Ove polietilenske komponente s brtvama koriste se za stvaranje odvojivih spojeva bez zavarivanja. Pružaju srednju razinu nepropusnosti.

HDPE cijevi
HDPE (niskotlačni polietilen) cijevi proizvode se pod niskim tlakom, manjim od 2 MPa. Gotov materijal ima nisku gustoću, što rezultira malom težinom, što olakšava ugradnju i spajanje.
Karakteristike HDPE-a:
- Elastičnost. Sposobni su se istezati, čime se eliminiraju puknuća zbog deformacija koje se mogu pojaviti na visokim temperaturama ili pod mehaničkim naprezanjem - na primjer, pod pritiskom koji nastaje kada se formiraju ledeni čepovi.
- Fleksibilnost. HDPE cijevi se mogu savijati bez ikakvih problema, što je izuzetno važno pri izradi cjevovoda složenih konfiguracija.
- Pouzdanost. HDPE je izdržljiv i otporan na agresivne okoline, uključujući ulja. Ne hrđa i dobro apsorbira hidraulički udar.
Postoji nekoliko vrsta takvih cijevi:
- Za opskrbu hladnom vodom. Imaju uzdužnu plavu prugu. Imaju glatke unutarnje stijenke koje ne nakupljaju soli ili sediment.
- Plin. Imaju visoku protočnost, dugi vijek trajanja i mogu izdržati visoki tlak. Prepoznaju se po žutoj uzdužnoj pruzi.
- Za grijanje i opskrbu toplom vodom. Ojačani su staklenim vlaknima i izrađeni od polietilena visoke vlačne čvrstoće.
- Dvoslojni valoviti. To su cijevi s nastavcima koje se koriste za odvodnju vode i kanalizaciju. Vrlo su izdržljive, jednostavne za ugradnju i otporne na agresivne okoline.
Faze rada
Kako bi se osiguralo da proces zavarivanja PDN cijevi teče bez kašnjenja i rezultira visokokvalitetnim zavarom koji osigurava dugotrajan rad cjevovoda, potrebno je postupati određenim redoslijedom.
Priprema HDPE cijevi prije zavarivanja
Prije početka zavarivanja potrebno je dovršiti niz pripremnih koraka. Ako se pravilno izvede, nećete se morati brinuti o nedostajućem alatu, popravljanju nedostataka ili bilo čemu drugom tijekom zavarivanja.
Priprema za zavarivanje:
- Nabaviti i dostaviti na mjesto zavarivanja HDPE cijevi, pričvršćivače, stezaljke i ostale dijelove u skladu s promjerom elemenata koji se zavaruju.
- Uredite i očistite prostor za postavljanje opreme za zavarivanje.
- Za obradu krajeva spojnica i cijevi koje treba zavariti koristite mehaničku metodu.
Oprema za zavarivanje zahtijeva posebnu pažnju. Mora se provjeriti ispravnost rada i pripremiti za upotrebu.
Kako pripremiti opremu za zavarivanje:
- Pregledajte sve komponente aparata za zavarivanje. Provjerite ispravan rad uzemljenja i električnih žica te provjerite oštrinu reznih oštrica na čeonoj površini.
- Pripremite električni generator. Napunite ga gorivom i testirajte njegovu funkcionalnost.
- Očistite sve komponente opreme - strugače, blanje i grijače - od bilo kakve prljavštine. Uklonite sve tragove zalijepljenog polietilena, a zatim odmastite sve površine otapalom.
- Provjerite razinu ulja u hidrauličkom sustavu aparata za zavarivanje i rad klizne stezaljke. Podmažite pokretne dijelove opreme posebnim mazivima.
- Provjerite kako rade kontrolni i mjerni instrumenti.
Standardi za sučeono zavarivanje
Do nedavno je u Rusiji postojala zbrka u vezi s regulatornim okvirom za zavarivanje HDPE-a, budući da je istovremeno bilo na snazi nekoliko dokumenata.
Od 2013. godine na snazi su GOST standardi za opremu i tehnologiju za sučeono zavarivanje. To ne znači da je uvezena, nekvalitetna oprema za zavarivanje odbačena ili da je kupnja prestala, ali ruski proizvođači su potaknuti da poboljšaju kvalitetu svoje opreme.
Važeći GOST 55276 R 55276-2012 (Plastične cijevi i spojnice) omogućio je ujedinjenje tehnologije sučeonog zavarivanja HDPE-a u Rusiji.
Na što treba paziti:
- GOST R 55276. Uz konvencionalnu tehnologiju zavarivanja pod niskim tlakom, legalizira se zavarivanje HDPE-a pod visokim tlakom, koje se prije prakticiralo samo u Sjedinjenim Državama. Ovaj način rada zahtijeva specijaliziranu opremu, ali značajno smanjuje vrijeme ciklusa zavarivanja.
- GOST R 55276. Nije osobito prikladan za gradilišta, budući da nije namijenjen stvarnim izvođačima - zavarivačima, već tehnolozima - programerima tehnoloških dijagrama za zavarivanje HDPE-a.
- GOST R 55276. Ne odnosi se na ograničenja nametnuta starim domaćim i stranim propisima. To se prvenstveno odnosi na raspon temperature okoline od +5 do +45°C, s obzirom na to da se u Rusiji zavarivanje cjevovoda mora provoditi tijekom temperatura smrzavanja.
Druga razlika je ograničenje debljine stijenke cijevi na 70 mm, dok su stijenke cijevi koje se danas proizvode 90 mm ili više.
Sučeono zavarivanje izvodimo sami
Pomoću specijaliziranog aparata za zavarivanje možete sami zavariti HDPE cijevi na sučeono zavarivanje. Spajanje se postiže omekšavanjem polietilena i stvaranjem sigurnog šava. Ovo je najjednostavnija opcija i prikladna je samo za cijevi jednakog promjera, ali čak i ona zahtijeva određene vještine i sposobnosti.
Zavarivanje HDPE cjevovoda na sučeono zavarivanje mora izvoditi kvalificirani zavarivač, inače će biti teško postići preciznost i pouzdanost spoja.
Postupak ručnog sučeonog zavarivanja:
- Pripremite opremu, pregledajte aparat za zavarivanje, provjerite njegov rad.
- Odrežite cijevi s dodatnom duljinom, ostavljajući nekoliko milimetara polietilena za zavarivanje.
- Očistite krajeve kako biste stvorili savršeno glatke rubove i osigurali dobar kontakt.
- Stavite materijale cijevi u aparat za zavarivanje i centrirajte ih.
- Postavite grijaći element između dijelova koje treba zavariti. Zagrijavajte krajeve dok se ne otope - vrijeme zagrijavanja ovisi o kvaliteti materijala i debljini stijenke dijelova.
- Uklonite grijaći element i odmah pritisnite krajeve zajedno. Sila i tlak potrebni za prešanje generiraju se polugom ili hidrauličkim pogonom.
- Pričekajte da se polietilenske cijevi ohlade. Provjerite kvalitetu zavara kako biste bili sigurni da nema nakupljanja materijala ili promjena promjera.
Ako je potrebno zavariti proizvode velikog promjera, preporučuje se korištenje automatskog stroja za zavarivanje koji će precizno centrira i spajati dijelove.
Kontrola kvalitete šavova
Nakon završetka zavarivanja, šavovi se vizualno pregledavaju radi kvalitete. Postoje GOST standardi za karakteristike kvalitete zavarenih spojeva.
Zahtjevi:
- zavarivanja moraju biti jednolika duž cijele duljine na razini vanjskih površina zavarenih dijelova;
- Dopušteni su izbočenja zavarenih šavova iznad površina koje se spajaju, visina šava:
- s debljinom stijenke od 5 mm - izbočina nije veća od 2,5 mm;
- za debljinu od 6-20 mm, maksimalna visina šava je 5 mm;
- Spoj mora biti precizno centriran; ako se otkrije pomak površina koje se spajaju, on ne smije prelaziti 10% debljine stijenke cijevi koje se spajaju.
Preporuke profesionalaca
Iskusni zavarivači koji rade s HDPE cijevima savjetuju izuzetan oprez tijekom zavarivanja i praćenje kvalitete spojeva. Nepropusnost spojeva i dugovječnost cjevovoda ovise o točnosti zavara.
Profesionalni savjeti:
- Pazite da presjek cijevi ne izgleda kao elipsa - to će značajno smanjiti kvalitetu zavara;
- Materijali za valjanje plastičnih cijevi moraju se čvrsto držati na mjestu dok se rastaljeni rubovi potpuno ne stvrdnu;
- Zavar mora biti jednoliki zavar koji strši iznad površina elemenata koji se zavaruju; visina zavara mora biti u skladu sa standardima (navedenim u gornjoj tablici);
- Pričvršćivači s maticama smiju se pričvrstiti najviše do projektne granice, jer prekomjerna sila može oštetiti cijev;
- Prije početka rada obavezno proučite upute za zavarivanje HDPE-a i upoznajte se s parametrima procesa.
HDPE cijevi su moderan, pristupačan materijal koji omogućuje izgradnju cjevovoda za širok raspon namjena i konfiguracija. Korištenjem specijalizirane opreme za zavarivanje, ovi se proizvodi mogu koristiti za stvaranje pouzdanih cjevovoda, kako industrijski tako i ručno.



