חיבור צינורות פוליאתילן בצפיפות נמוכה (HDPE) לצינור יחיד מתבצע באמצעות שיטות שונות, הן ניתנות להסרה והן קבועות. אחת האפשרויות האמינות ביותר היא ריתוך צינורות HDPE.
ישנן מספר שיטות לביצוע עבודות ריתוך, שכל אחת מהן מתבצעת באמצעות טכנולוגיה ספציפית.
- חיבורים קבועים - ריתוך צינורות HDPE
- ריתוך קת של צינורות
- ריתוך קת של צינור באמצעות מכבש בזווית
- שיטת ריתוך שקעים באמצעות אביזרים וצימודים
- מה צריך בשביל ריתוך?
- כלים וציוד
- אביזרים לחיבור
- צינורות HDPE
- שלבי עבודה
- הכנת צינורות HDPE לפני ריתוך
- תקני ריתוך קת
- אנו מבצעים ריתוך קת בעצמנו
- בקרת איכות של תפרים
- המלצות מאנשי מקצוע
חיבורים קבועים - ריתוך צינורות HDPE
שיטת החיבור הקבועה היא האפשרות המקובלת היחידה עבור צינורות HDPE בקוטר גדול. היא מבטיחה רמת אטימות גבוהה, שניתן לשמור עליה גם בטמפרטורות גבוהות.
פוליאתילן קל לריתוך משום שהוא שומר על עקביות צמיגה וזורמת על פני טווח טמפרטורות רחב ובעל צמיגות התכה נמוכה.
ללא קשר לשיטת יצירת חיבור קבוע, מוטלות עליהם הדרישות הבאות:
- זווית התזוזה של שני צינורות מחוברים לא תעלה על 10% ביחס לעובי דפנותיהם;
- תפר החיבור חייב להיות ממוקם מעל פני השטח החיצוניים של החלקים המחוברים;
- חרוזי התפר חייבים להיות עשויים באיכות ללא דופי, וגובהם יכול לנוע בטווח של 2.5-5 מ"מ (נקבע לפי עובי הקירות).
ישנם שלושה סוגים פופולריים ביותר של ריתוך: ריתוך קת, ריתוך שקעים וריתוך אלקטרו-היתוך. בואו נבחן מקרוב כל טכנולוגיה.
ריתוך קת של צינורות
ריתוך קתות הוא השיטה הפופולרית ביותר לחיבור קבוע של צינורות HDPE. טכניקה זו כוללת חיבור קצוות של שני חלקים בעלי קוטר זהה. עובי הדופן של האלמנטים המחוברים חייב להיות זהה גם כן.
חיבור צינורות הלחץ מתבצע בתנאים תעשייתיים באמצעות ציוד אלקטרו-הידראולי ומכני מיוחד, שכן הוא דורש דיוק ודיוק מוגברים.
ריתוך ידני מותר רק על צינורות שאינם בלחץ.

תכונות של ריתוך קת:
- השיטה משמשת על צינורות בעלי דפנות עבות מ-4.5-5 מ"מ וקוטר של 50 מ"מ;
- עבודות ריתוך מתבצעות על משטחים שטוחים ויציבים;
- אם העבודה מתבצעת בחוץ, יש צורך לסגור את קצות הצינורות בפקקים כדי למנוע טיוטות בקווים הראשיים; רוח מחמירה את פרמטרי הטמפרטורה ופוגעת באיכות העבודה;
- החלקים שיש לחבר חייבים להיות נקיים מבפנים ומבחוץ - כל פסולת או אפילו אבק ימנעו חיבור איכותי; מלחצי יחידת הריתוך חייבים להיות נקיים לא פחות;
- כדי להתאים את הטמפרטורה, מומלץ לבצע 1-2 ריתוכים כניסיון. זה יעזור לכם להבין את העקרונות והמאפיינים של התהליך אם אין לכם ניסיון בריתוך קתות בצינורות;
- לפני ההשחזה, יש לנגב היטב את דיסקיות החיתוך, ולאחר ההשחזה, יש לבדוק את מידות הצינור לצורך התאמה;
- טווח טמפרטורות הסביבה האופטימלי לריתוך קתות הוא בין -15 ל- +45 מעלות צלזיוס.
הליך ריתוך קת תעשייתי:
- לפני תחילת העבודה, החלקים המיועדים לריתוך נחתכים בניצב למשטח עליו הם מונחים. הקצוות מנוקים היטב, מסירים שומן וחותכים.
- הצינורות מאובטחים במכונת ריתוך וממורכזים בקפידה, נבדקים לאיתור עיוותים ונזקים.
- קצוות חומרי הצינור המגולגלים מחוממים באמצעות מכשיר לריכוך החומר.
- הקצוות המותכים מחוברים יחד ולוחצים יחד תחת לחץ גבוה. התהליך נמשך עד שהפוליאתילן מתקרר.
- כאשר המפרק התקרר, המכונה מוסרת.
לאחר ריתוך קת, התפר חלק וסימטרי לחלוטין. החיבור מספק חיבור חזק באותה מידה כמו צינור מוצק. נדרשים שני אנשים להשלמת התהליך המתואר לעיל.
בעת ביצוע ריתוך קת, יש להימנע מ:
- חיבור חד של קצוות מותכים;
- הזזה וסיבוב של צינורות;
- נוכחות של פערים;
- שינוי פתאומי בטמפרטורה;
- חימום לא אחיד של האזורים המחוברים;
- קירור מהיר של המפרקים בנקודת החיבור.
מומלץ לרתך חומרי צינור HDPE מאותה דרגה, אך לעיתים יש צורך לחבר צינורות מדורות שונים.
קחו בחשבון שדחיסה מוגזמת יוצרת הצטברות גדולה יותר בתוך הצינור, מה שמפחית את ביצועי הקווים המוגמרים. אם הלחץ אינו מספיק, הריתוך אורך זמן רב יותר. תקופת המתנה ממושכת זו מאפשרת לפוליאתילן המחומם להתקרר.
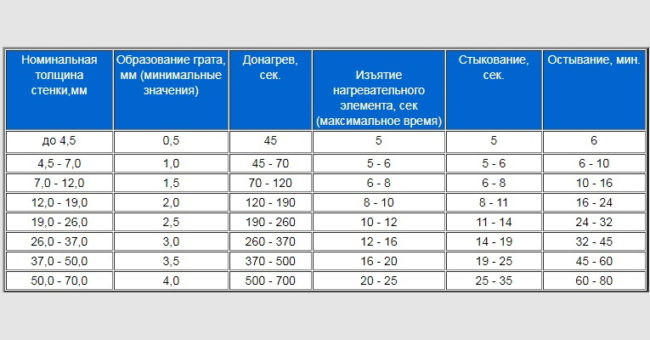
בעת תחילת עבודות הריתוך, יש צורך לתאם את פרמטרי הריתוך עם הטבלה, המכילה את הכוחות והלחצים המומלצים עבור צינורות שונים.
טבלת פרמטרים לריתוך קת של HDPE:
ריתוך קת של צינור באמצעות מכבש בזווית
ריתוך שיחול יוצר חיבור בעל חוזק של 70% או יותר מהחומר הלא סגסוגת. שיטה זו משמשת רק לריתוך רכיבים מאותו חומר.
ריתוך אקסטרוזיה מתבצע באמצעות הציוד הבא:
- גוף חימום;
- לִדפּוֹק;
- מערכת אספקת אוויר;
- מיכל אחסון לגרגירים ונעל שלוחצת על התוסף.
מאפיינים ונהלים לביצוע עבודה:
- נקו את הצינורות, הסירו מהם שומן ובדקו אם יש פגמים.
- תן לקצוות האלמנטים המיועדים לריתוך את הצורה הנדרשת.
- חממו את המשטחים המיועדים לריתוך באמצעות אוויר חם ממכונת אקסטרודר.
- הזינו את מתכת המילוי (גרגירים או חוט) המותכת במכונת האקסטרודר אל החיבור, תוך שליטה בתנועתה בעזרת נעל. הלחץ שנוצר מרתך את מתכת המילוי לחומר הצינור.
תפרי ריתוך אקסטרוזיה חייבים להתקרר ללא כפייה. טכנולוגיית ריתוך זו משמשת בהתקנת צינורות המוזנים באמצעות כוח משיכה. עובי הדופן צריך להיות לפחות 6 מ"מ, אחרת המוצר עלול להתעוות.

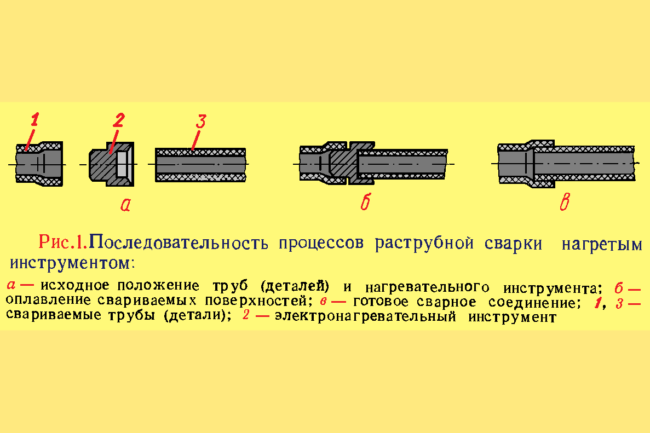
שיטת ריתוך שקעים באמצעות אביזרים וצימודים
ריתוך שקעים מאפשר לחבר קטעי צינורות בקטרים שונים. החיבור מתבצע על ידי הכנסת צינור קטן יותר לתוך צינור ראשי בקוטר גדול יותר. החיבור מאובטח באמצעות מחברים, ויוצר חיבור הדוק ובטוח.
ההליך זהה לזה של ריתוך קת. רק הכלים שבהם נעשה שימוש שונים.
בעת חיבור ריתוך צינורות HDPE עם אביזרים/חיבורים לְהִשְׁתַמֵשׁ:
- חותכי צינורות;
- כיילים;
- מכונות חיתוך;
- ציוד ריתוך עם זרבובית.
ייתכן שיהיה צורך גם באביזרי T ליצירת מרפקים. התפשטות תרמית של הצינור מבטיחה אטימה הדוקה בין החיבורים.
הליך ריתוך שקעים:
- לפרק את רכיב החיבור.
- נקו את קצוות החלקים המיועדים לחיבור וחתכו אותם שפועים.
- בצעו כיול כדי לקבל מעגלים סימטריים.
- הכניסו את הקצוות הנקיים והלא משומנים לתוך החיבור, חברו למכונת הריתוך וחממו.
כתוצאה מכך, החלקים מותכים למשטח אחד. ריתוך שקעים משמש לרכיבים בעלי עובי דופן של עד 5 מ"מ. זה נוח במיוחד עבור מקטעי צינור שבהם הגישה לציוד ריתוך שקעים קשה.
מה צריך בשביל ריתוך?
עבודות ריתוך כרוכות בתהליכים מתקדמים הדורשים ציוד מיוחד, הן ראשוני והן משני.
בעת בחירת כלים ומכשירי ריתוך, יש לקחת בחשבון את שיטת הריתוך ואת הפרמטרים של צינורות HDPE.
כלים וציוד
עבודה עם HDPE דורשת שכל גופי החימום של היחידות יהיו בעלי ציפוי מונע הדבקה. זה מבטל את הצורך בניקוי לאחר הריתוך. כל היחידות מצוידות בדרך כלל במחווני בקרה ובתרמוסטטים.
ציוד ריתוך בסיסי:
- ריתוך ידני לשיטת שקע;
- מכונת חיבור קת;
- חלקי הרכבה;
- גופי חימום;
- מהדק הוא מעמד המשמש להחזקת פריטים במקומם בזמן שהם מעובדים או נלחצים זה בזה בחוזקה.
כמעט כל יחידות הריתוך מפוליאתילן הן קלות משקל וקלות לתפעול, וגופי החימום שלהן ניתנים להחלפה בקלות.
יחידות ריתוך משמשות:
- מֵכָנִי;
- אוֹטוֹמָטִי;
- הידראולי.
גופי החימום הם לוחות עגולים מצופים בשכבת PTFE. יש להם נורית חיווי טמפרטורה והפעלה, כמו גם נתיך. ניתן לכוון את הטמפרטורה באמצעות ווסת מיוחד.
עבור מוצרי ריתוך בקוטר גדול מ-400 מ"מ, נעשה שימוש במכשירים הבאים:
- מפרק קת;
- חיבור שקע;
- חיבור אלקטרו-היתוך.
יחידות הידראוליות אוניברסליות הן בעלות ערך רב במיוחד. הן מאפשרות יצירת ריתוכים מרובים בזמן מינימלי, שכן הציוד כולל את כל הפונקציונליות הדרושה.
כלים נוספים למכשירים הידראוליים:
- ממקמים;
- אלמנטים להסרת משקעי תחמוצת;
- כלי חיתוך;
- מסורים - להפרדת כבישים מהירים;
- מכשיר פילוס;
- כיפופים עבור HDPE.
בעת ריתוך באמצעות אחת מהשיטות הנ"ל, חיוני להשתמש בסט כלים מלא. הזנחה של כל אחד מהציוד עלולה לגרום לחיבור באיכות ירודה, או אפילו לחיבור פגום.
אביזרים לחיבור
אביזרי ריתוך הם רכיבים שנועדו לחבר צינורות, כולל כאלה בקטרים שונים, וכן ליצירת הסתעפות ופיתולים בצנרת. ניתן להשתמש באביזרים גם לחיבור צינורות מגולגלים העשויים מחומרים שונים.
אלמנטים מסוג זה הם:
- מרותך ויצוק. הם מחוברים לצינורות באמצעות מכונות ריתוך קתות מיוחדות. הם משמשים בדרך כלל בפיתולים ובכיפופים בצנרת. זה יוצר חיבור חזק השווה בחוזקו לחומר מוצק.
אביזרים אלה זולים, עמידים וזמינים במגוון רחב. לאחר החיבור, המערכת אינה דורשת פירוק. היצרנים מציעים אביזרים כגון צלבים, מחברים מפחיתים, מחברים T ואלמנטים עם זוויות שונות. - אביזרי אלקטרו-היתוך. הם יכולים לחבר מספר צינורות בו זמנית. הם מורכבים ממעטפת פוליאתילן המכילה גוף חימום חוטי. צינורות מוכנסים לתוך אביזרים אלה, אשר נמסים תחת טמפרטורות גבוהות, ויוצרים חיבור אמין ואטום.
מחברי דחיסה זמינים גם כן, אך הם אינם מתאימים לריתוך. רכיבי פוליאתילן אלה עם אטמים משמשים ליצירת חיבורים ניתנים להסרה ללא ריתוך. הם מספקים רמת אטימות בינונית.

צינורות HDPE
צינורות HDPE (פוליאתילן בלחץ נמוך) מיוצרים בלחץ נמוך, פחות מ-2 מגה פסקל. לחומר המוגמר צפיפות נמוכה, מה שמביא למשקל קל, מה שמקל על ההתקנה והחיבור.
תכונות של HDPE:
- גְמִישׁוּת. הם מסוגלים להימתח, ולמנוע קרעים עקב עיוותים שיכולים להתרחש בטמפרטורות גבוהות או תחת לחץ מכני - למשל, תחת לחץ המתרחש כאשר נוצרים פקקי קרח.
- גְמִישׁוּת. ניתן לכופף צינורות HDPE ללא כל בעיות, וזה חשוב ביותר בעת יצירת צינורות עם תצורות מורכבות.
- אֲמִינוּת. HDPE עמיד בפני סביבות אגרסיביות, כולל שמנים. הוא אינו מחליד וסופג היטב פטישי מים.
ישנם מספר סוגים של צינורות כאלה:
- לאספקת מים קרים. יש להם פס כחול אורכי. יש להם דפנות פנימיות חלקות שאינן צוברות מלחים או משקעים.
- גַז. יש להם קיבולת זרימה גבוהה, חיי שירות ארוכים ויכולים לעמוד בלחץ גבוה. הם מזוהים על ידי פס אורכי צהוב.
- לחימום ואספקת מים חמים. הם מחוזקים בסיבי זכוכית ועשויים מפוליאתילן בעל חוזק מתיחה גבוה.
- גלי דו-שכבתי. אלו צינורות עם שקעים המשמשים לניקוז מים וביוב. הם עמידים מאוד, קלים להתקנה ועמידים בסביבות אגרסיביות.
שלבי עבודה
כדי להבטיח שתהליך הריתוך של צינורות PDN יתבצע ללא עיכובים ויביא לריתוך איכותי המבטיח את פעולת הצינור לטווח ארוך, יש צורך לפעול לפי סדר מסוים.
הכנת צינורות HDPE לפני ריתוך
לפני תחילת הריתוך, יש לבצע מספר שלבי הכנה. אם הדבר נעשה כהלכה, לא תצטרכו לדאוג לגבי כלים חסרים, תיקון פגמים או כל דבר אחר במהלך הריתוך.
הכנה לריתוך:
- רכישה והעברת צינורות HDPE, מחברים, מלחציים וחלקים אחרים לאתר הריתוך בהתאם לקוטר האלמנטים המרותכים.
- סדר ופנה את האזור להצבת ציוד ריתוך.
- השתמש בשיטה מכנית לעיבוד קצוות האביזרים והצינורות המיועדים לריתוך.
ציוד ריתוך דורש תשומת לב מיוחדת. יש לבדוק אותו לפעולה תקינה ולהכין אותו לשימוש.
כיצד להכין ציוד ריתוך:
- בדקו את כל רכיבי מכונת הריתוך. בדקו את הארקה וחוטי החשמל לפעולה תקינה, ובדקו את חדות להבי החיתוך בקצה.
- הכינו את הגנרטור החשמלי. מלאו אותו בדלק ובדקו את תפקודו.
- נקו את כל רכיבי הציוד - מגרדים, מכשירי הקצעה ותנורי חימום - מכל לכלוך. הסירו כל שאריות של פוליאתילן דבוק, ולאחר מכן סרקו שומן מכל המשטחים בעזרת ממס.
- בדקו את מפלס השמן במערכת ההידראולית של מכונת הריתוך ואת פעולת מהדק ההזזה. סמנו את החלקים הנעים של הציוד בחומרי סיכה מיוחדים.
- בדקו כיצד מכשירי הבקרה והמדידה פועלים.
תקני ריתוך קת
עד לאחרונה, שררה בלבול ברוסיה בנוגע למסגרת הרגולטורית לריתוך HDPE, שכן מספר מסמכים היו בתוקף בו זמנית.
מאז 2013, בתוקף תקני GOST לציוד וטכנולוגיית ריתוך קתות. אין פירוש הדבר שציוד ריתוך מיובא באיכות נמוכה נגנז או שהרכישות הופסקו, אך יצרנים רוסים עודדו לשפר את איכות הציוד שלהם.
התקן הנוכחי של GOST 55276 R 55276-2012 (צינורות ואביזרים מפלסטיק) אפשר לאחד את טכנולוגיית ריתוך הקצוות של HDPE ברוסיה.
למה לשים לב:
- GOST R 55276. יחד עם טכנולוגיית ריתוך קונבנציונלית בלחץ נמוך, היא מאפשרת ריתוך HDPE בלחץ גבוה, שהיה נהוג בעבר רק בארצות הברית. מצב זה דורש יכולות ציוד מיוחדות, אך מקצר משמעותית את זמן מחזור הריתוך.
- GOST R 55276. זה לא מתאים במיוחד לאתרי בנייה, שכן הוא נועד לא עבור המבצעים בפועל - רתכים, אלא עבור טכנולוגים - מפתחי טכנולוגיות לריתוך HDPE.
- GOST R 55276. זה לא מתייחס למגבלות שהוטלו על ידי תקנות מקומיות וזרות ישנות. זה נוגע בעיקר לטווח טמפרטורות הסביבה של +5 עד +45 מעלות צלזיוס, בהתחשב בכך שברוסיה, ריתוך צינורות חייב להתרחש בטמפרטורות קפואות.
פער נוסף הוא המגבלה על עובי דופן הצינורות ל-70 מ"מ, בעוד שדפנות הצינורות המיוצרים כיום הן 90 מ"מ ומעלה.
אנו מבצעים ריתוך קת בעצמנו
בעזרת מכונת ריתוך ייעודית, ניתן לרתך צינורות HDPE בעצמכם. החיבור מושג על ידי ריכוך הפוליאתילן ויצירת תפר בטוח. זוהי האפשרות הפשוטה ביותר ומתאימה רק לצינורות בקוטר שווה, אך גם היא דורשת מיומנויות ויכולות מסוימות.
ריתוך קת של צינורות HDPE חייב להתבצע על ידי רתך מוסמך, אחרת יהיה קשה להשיג דיוק ואמינות של החיבור.
הליך ריתוך קת ידני:
- הכינו את הציוד, בדקו את מכונת הריתוך, בדקו את פעולתה.
- חתכו את הצינורות באורך נוסף, תוך השארת כמה מילימטרים של פוליאתילן ליצירת ריתוך.
- נקו את הקצוות כדי ליצור קצוות חלקים לחלוטין כדי להבטיח מגע טוב.
- הכניסו את חומרי הצינור למכונת הריתוך ומרכזו אותם.
- הניחו גוף חימום בין החלקים המיועדים לריתוך. חממו את הקצוות עד שהם נמסים - זמן החימום תלוי באיכות החומר ובעובי הדופן של החלקים.
- הסירו את גוף החימום ולחצו מיד את הקצוות יחד. הכוח והלחץ הנדרשים ללחיצה נוצרים על ידי ידית או הנעה הידראולית.
- המתן עד שצינורות הפוליאתילן יתקררו. בדוק את איכות הריתוך כדי לוודא שלא מותרים הצטברות חומר או שינויים בקוטר.
אם יש צורך לרתך מוצרים בקוטר גדול, מומלץ להשתמש במכונת ריתוך אוטומטית, אשר תמרכז ותחבר את החתכים במדויק.
בקרת איכות של תפרים
לאחר סיום הריתוך, התפרים נבדקים ויזואלית לאיכות. ישנם תקני GOST למאפייני האיכות של חיבורים מרותכים.
דרישות:
- הריתוכים חייבים להיות אחידים לכל אורכם בגובה המשטחים החיצוניים של החלקים המרותכים;
- בליטות תפר ריתוך מעל המשטחים המחוברים מותרות, גובה תפר:
- עם עובי דופן של 5 מ"מ - הבליטה אינה עולה על 2.5 מ"מ;
- לעובי של 6-20 מ"מ, גובה התפר המרבי הוא 5 מ"מ;
- החיבור חייב להיות ממורכז בדיוק; אם מתגלה תזוזה של המשטחים המחוברים, אסור שהיא תעלה על 10% מעובי דופן הצינורות המחוברים.
המלצות מאנשי מקצוע
רתכים מנוסים העובדים עם צינורות HDPE ממליצים על זהירות מרבית במהלך הריתוך ופיקוח על איכות החיבורים. אטימות החיבורים ואורך החיים של הצינורות תלויים בדיוק הריתוכים.
טיפים מקצועיים:
- ודאו שחתך הצינור אינו נראה כמו אליפסה - זה יפחית משמעותית את איכות הריתוך;
- יש להחזיק בחוזקה את חומרי גלגול הצינורות מפלסטיק במקומם עד שהקצוות המותכים יתמצקו לחלוטין;
- הריתוך חייב להיות חרוז אחיד הבולט מעל פני השטח של האלמנטים המרותכים; גובה החרוז חייב לעמוד בתקנים (המצוינים בטבלה לעיל);
- יש לקבע מחברים עם אומים לא יותר מגבול התכנון, מכיוון שהפעלת כוח מופרזת עלולה לגרום נזק לצינור;
- לפני תחילת העבודה, הקפידו ללמוד את ההוראות לריתוך HDPE ולהכיר את פרמטרי התהליך.
צינורות HDPE הם חומר מודרני ובמחיר סביר המאפשר בניית צינורות למגוון רחב של מטרות ותצורות. באמצעות ציוד ריתוך מיוחד, ניתן להשתמש במוצרים אלה ליצירת צינורות אמינים, הן באופן תעשייתי והן באופן ידני.



