Mūsdienās vasarnīcās bieži tiek uzstādītas siltumnīcas, kas izgatavotas no profila caurulēm. Tās ir stabilas, kalpo ilgāk un laiž cauri vairāk gaismas nekā koka siltumnīcas.
Lai uzstādītu profilēta tērauda konstrukciju, tā ir jāsaliec noteiktā leņķī. Šķiet, ka to nav iespējams izdarīt bez specializēta aprīkojuma. Šajā rakstā mēs izpētīsim iespējamās metodes un paskaidrosim, kā mājās saliekt kvadrātveida profilētu tēraudu bez cauruļu locītāja.
- Kādas grūtības rodas profila caurules saliekšanas procesā?
- Kā profila caurules forma un tehniskās īpašības ietekmē locīšanas metodes izvēli?
- Kā saliekt profila cauruli bez cauruļu liekšanas ierīces
- Kā saliekt ar iepriekšēju uzsildīšanu (ar smilšu pildvielu)
- 7 veidi, kā saliekt bez karsēšanas (aukstā metode)
- 3 alternatīvas locīšanas iespējas
- Mēs saliecamies, izmantojot cauruļu locītāju
- Kā saliekt profila cauruli 90 grādu leņķī
- Kā izvairīties no ovalizācijas
- Padomi un ieteikumi
- Liekšanas pakalpojumi
- Liekšanas ierīces
Kādas grūtības rodas profila caurules saliekšanas procesā?
Elastīga profila caurule nozīmē tās daļēju vai pilnīgu saliekšanu. Kā zināms, Profila caurulēm ir augsta izturības pakāpe, tāpēc tos var saliekt tikai spiediena ietekmē vai sildot saliekamo virsmu. Šī procesa laikā uz detaļu iedarbojas divi spēki:
- saspiešana - iekšpusē;
- paplašinājumi - ārpusē.
Tieši šo spēku pretējā virzienā rodas grūtības strādāt, noapaļojot cauruli:
- Dažādās vietās profila caurule var atšķirīgi reaģēt uz locīšanu, kas novedīs pie izlīdzināšanas zuduma, tas ir, atsevišķas sagataves daļas atradīsies uz dažādām virsmām.
- Caurule ne vienmēr spēj izturēt stiepšanas procesu un var saliekties vai pārsprāgt. Šīs problēmas visbiežāk rodas, ja locīšana tiek veikta nepareizi.
- Izstrādājumam var veidoties krokas, kas atgādina gofrējumu.
- Pārkaršanas gadījumā izturības līmenis samazinās, un konstrukcija tiek bojāta.
- Sānu sienas ir sasmalcinātas - tas notiek pārmērīga spiediena dēļ, kad sagatave iziet cauri lieces konstrukcijai.
Lai izvairītos no šīm problēmām, jāņem vērā materiāls, no kura izgatavotas caurules, un to izmērs: sienas biezums, diametrs, lieces leņķis.
Kā profila caurules forma un tehniskās īpašības ietekmē locīšanas metodes izvēli?
Profila caurules nav apaļas, tie ir taisnstūrveida, ovāli vai kvadrātveidaSiltumnīcām pie lauku mājas ieteicams izmantot kvadrātveida vai taisnstūrveida modeļus; tiem ir plakanas sienas, kas atvieglo pārsega piestiprināšanu.

Profilu klāsts ir plašs. Tiem ir dažādi ģeometriskie parametri. Galvenie no tiem ir šķērsgriezuma izmērs un sienas biezums. Svarīga ir elastība, jo tā nosaka iespējamo lieces rādiusu. Jāatzīmē, ka uzkarsētas profila caurules palielina to elastību, padarot tās vieglāk saliekamas.
Ir divas tehnoloģiskās metodes:
- "auksts" - bez temperatūras iedarbības;
- "karsts" — zona ir iepriekš uzkarsēta.
Turklāt caurulēm ar zemu sakausējuma saturu un oglekļa bāzes caurulēm ir paaugstināta elastība, un tās var atsperties, kad tās saliecas, tāpēc tās netiek izmantotas siltumnīcu būvniecībā. Profila caurules ar diametru 2 mm nav ieteicamas, jo tām ir zema izturība lieces vietā.
Nav stingru standartu kvadrātveida cauruļu locīšanas metodes izvēlei, ir tikai ovālsŠie standarti attiecas uz karstmetinātām caurulēm, kuru diametrs pārsniedz 100 mm, bet neattiecas uz profilētiem izstrādājumiem.
Profesionāļi iesaka izmantot "auksto" metodi velmētiem cauruļveida materiāliem, kuru diametrs ir mazāks par 10 mm, un saliekt tos karstumā, ja to diametrs ir 40 mm un lielāks.
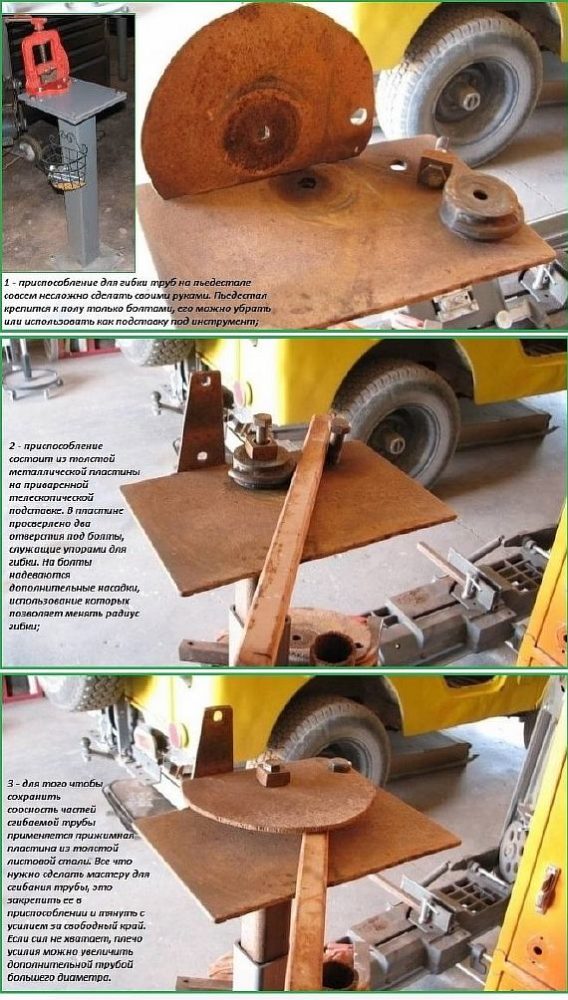
Ieteicams mājās veikt testa locīšanu: vienu profilētās caurules galu iespīlējiet skrūvspīlēs un uz otra novietojiet lielāka diametra cauruli. Šis "plecs" jāpievelk, saliekot sagatavi. Ja tā viegli liecas, tad karsēšana nav nepieciešama. Kuru no šīm metodēm izmantot profilētās caurules saliekšanai mājās, jūs izvēlaties paši.
Liekšanas metodes atkarībā no cauruļu materiāla veida:
- velmēts metāls - metināts, ar griešanu, izmantojot dzirnaviņas;
- tērauds - ar apkuri;
- plastmasa vai alumīnijs - jebkura iespēja, jo materiāls ir mīksts.

Kvadrātveida velmējuma metāla izstrādājumi atšķiras pēc šķērsgriezuma un sienu izmēra. Šie faktori ietekmē lieces leņķi.
Šajā jautājumā ir daudz inženiertehnisku nianšu. Taču mājasdarbam nav nepieciešams zināt tās visas. Ir svarīgi pievērst uzmanību šādiem aspektiem.
- Plāniem izstrādājumiem ar šķērsgriezumu līdz 20 mm jābūt saliektiem bez cauruļu locītāja vietā, kas ir 2,5 reizes garāka par pašas caurules augstumu.
- Biezu velmētu metālu var saliekt zonā, kas ir trīs reizes garāka par tā šķērsgriezumu. Ja tas netiek ņemts vērā, metāls plaisās no ārpuses vai deformēsies no iekšpuses.
- Kvadrātveida caurules locīšana ir bīstama vienā ziņā: tā var izraisīt lūzumu operācijas vietā, kā rezultātā detaļa tiek noraidīta.
- Ierobežojošais nosacījums ir šāda attiecība: minimālais rādiuss nedrīkst būt mazāks par divarpus reizēm lielāku par lieces šķērsgriezumu. Piemēram, 40 mm biezam izstrādājumam minimālais iekšējais rādiuss ir 40 x 2,5 = 100 mm.
Pirms tērauda profila caurules saliekšanas jāatceras vēl viens noteikums.

Pēc veidošanas izstrādājums mēdz atgriezties sākotnējā formā. Šī iemesla dēļ vislabāk to saliekt nedaudz vairāk, nekā paredz raksts. Ja salieksiet sagatavi nedaudz vairāk, galīgā noapaļošana atbildīs raksta specifikācijām.
Pirms darba uzsākšanas jāņem vērā visi šie nosacījumi, pretējā gadījumā cerēt uz augstas kvalitātes rezultātu ir bezjēdzīgi.
Kā saliekt profila cauruli bez cauruļu liekšanas ierīces
Parasti, būvējot nojumes vai siltumnīcu konstrukcijas vasarnīcā, tiek izmantotas maza izmēra profila caurules. Liekuma leņķa precizitāte nav kritiska, tāpēc liekšanai ir piemēroti improvizēti instrumenti.
Protams, labāk ir veikt šo procedūru atsevišķā telpā, kur ir darbagalds un dažādi instrumenti.
Jums arī jāsagatavo īpašs apģērbs; tas pasargās jūs no putekļiem, skaidām, dzirkstelēm un strādājot ar lodlampu.
Ja veicat līkumu mājās, jums jāņem vērā:
- Liekuma daudzums.
- Ražošanas materiāli.
- Sienu biezums.
- Sadaļa.
Velmēto profilu izstrādājumu deformācija tiek veikta pieļaujamajās robežās, kas noteiktas šķērsgriezumam un sienas biezumam.
Strādājot, ir jānodrošina, lai šķērsgriezums nesaplacinātos un nerastos iekšējie lūzumi.

Kā saliekt ar iepriekšēju uzsildīšanu (ar smilšu pildvielu)
Lai panāktu augstas kvalitātes un vienmērīgu profila caurules saliekumu, izmantojot "karsto" metodi, vispirms detaļa ir jāpiepilda ar smiltīm. Tā kā darbs būs saistīts ar karstu metālu, ir nepieciešams valkāt audekla cimdus.
Soli pa solim kvadrātveida izstrādājuma saliekšana izskatās šādi:
- Sprauslas vienā galā ievieto koka ķīli. Tā garumam jābūt 10 reizes lielākam par pamatnes platumu. Pamatnes laukums ir vienāds ar divkāršu sagataves cauruma laukumu, kuru tas nosedz.
- Caurulē ielej smalkgraudainas smiltis, vispirms tās izsijā un žāvē (cep 150 grādos pēc Celsija). Profilu piepilda ar smiltīm, izmantojot piltuvi. Lai nodrošinātu blīvu un vienmērīgu sadalījumu, tās ielej porcijās. Šajā procesā ar koka āmuru uzsit pa detaļas sienām.

- No otras puses tiek iedzīts arī ķīlis.
- Aizbāžņiem jāatbilst profila iekšējiem izmēriem. Vienā no tiem ir iegrieztas četras gareniskas rievas, lai izplūstu gāze, kas rodas, karsējot smiltis.
- Vieta, kur jāliecas, ir atzīmēta ar krītu.
- Profila sagatave ir nostiprināta skrūvspīlēs. Ja izstrādājumam ir metinājuma šuve, tai jābūt sānos.
- Ar krītu apzīmēto vietu silda ar gāzes degli līdz sarkanai krāsai.
- Uzmanīgi salieciet kvadrātveida profilu, bez pēkšņām kustībām, bet ar spēku. Tas tiek darīts vienā piegājienā.
- Pēc tam detaļām jāļauj atdzist un rezultāts jāsalīdzina ar veidni.
- Ja līkums ir izdarīts pareizi, aizbāžņi tiek noņemti un smiltis tiek izlietas.
Ja jūs liecat kvadrātveida cauruli ar metinājuma šuvēm, tās jānovieto līkuma ārpusē, nevis iekšpusē, pretējā gadījumā metinājuma šuve izjuks.
Šī metode ir piemērota tikai vienreizējai stūra līkuma veikšanai. Atkārtota karsēšana novedīs pie metāla izturības zuduma.
Caurules izstrādājumu, kas piepildīts ar smiltīm, ir iespējams saliekt, to nesildot, taču tas ir sarežģītāks process.
7 veidi, kā saliekt bez karsēšanas (aukstā metode)
Profila cauruli var saliekt, izmantojot "auksto" tehniku, dažādus instrumentus un bez iepriekšējas uzsildīšanas. Apskatīsim, kā pašam saliekt profila cauruli bez sildīšanas.
- Saliekt ar pildījumu - ūdeniŠī opcija ir lētāka, tai nav nepieciešama apkure, un tā ir paredzēta plānām duralumīnija un misiņa caurulēm. Īpaši ērti to lietot ziemā, kad temperatūra nokrītas zem nulles.
Procedūra nav sarežģīta:
- sagataves viens gals ir noslēgts ar aizbāzni;
- no otra gala detaļā ielej ūdeni, un tā arī ir noslēgta;
- profilu iznes ārā un tur aukstumā, līdz ūdens sasalst;
- caurule liecas, kad ūdens tajā ir sasalis, tas ir viegli;
- Produktu ienes siltā vietā, šķidrumu atkausē un ūdeni nolej.
Metode ir ieteicama caurulēm, kas izgatavotas no krāsainajiem metāliem, jo tās nav pakļautas korozijai.
2. Ar locīšanas plāksni — Šī metode ir paredzēta kvadrātveida tērauda vai alumīnija cauruļu locīšanai. Plāksne ir panelis, kas izgatavots no biezas metāla loksnes. Tā ir piemetināta pie staba, kas uzstādīts uz pagaidu platformas. Liekšanai nepieciešami vairāki soļi.
- urbt caurumus plātnē skrūvēm, tie kalpos kā caurules pietura;
- Novietojiet sprauslu uz vienas skrūves; tas ir nepieciešams, lai pielāgotu lieces leņķi;
- Lai nodrošinātu cauruļu sekciju, kas atrodas blakus līkumam, izlīdzināšanu, virs tā jānovieto metāla plāksne, kas nostiprināta ar skrūvēm.
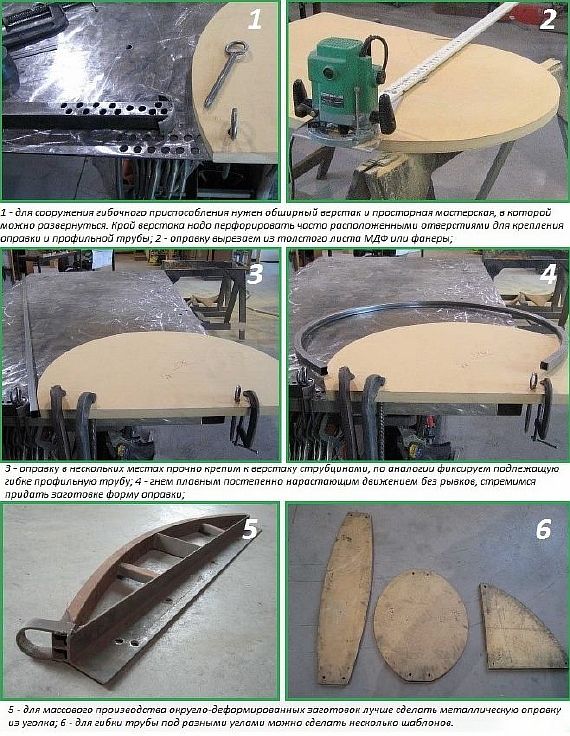
3. Mandreļa locīšana — Piemērots profila caurulēm, kuru sienas augstums nepārsniedz 25 mm. Šo konstrukciju vislabāk novietot uz darbagalda. Gar tās malu bieži urbiet caurumus, lai nostiprinātu stiprinājuma stieni un profila cauruli.
- Liekuma pakāpi regulē, izmantojot veidni, kas izgatavota no saplākšņa vai metāla leņķa. Pielietojot fizisku spēku, detaļa tiek novietota uz stieņa, piešķirot tai vēlamo lieces leņķi.
4. Izmantojot dzirnaviņas - Šī metode neļauj izveidot perfektu pusloku, jo līkumu veido vairāki taisni segmenti, tie atrodas dažādos leņķos.
- Metode ietver šķērsgriezumu (parasti trīs) izdarīšanu ar slīpmašīnu plānotā līkuma vietā. Jo mazāks līkuma leņķis, jo lielāks griezienu skaits.
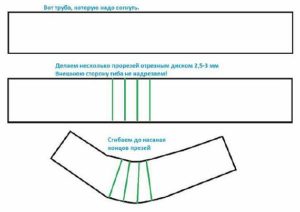
- Pēc tam caurule ir jāsaliek griezuma vietās - to var izdarīt, nepieliekot pārmērīgu spēku, un griezumi ir jāsametina.
- Ja metinājuma šuves ir labi noslīpētas, produkts izskatīsies diezgan pienācīgi, bez krokām un nezaudēs savu izturību.
5. Ar atsperi — vienkārša liekšanas tehnika. Atsperi izgatavo no 2 mm stieples. Tā jāsaliec cauruļvada formā tā, lai katra sekcija būtu par 2–3 mm mazāka nekā caurule attiecīgajā pusē, ļaujot tai viegli pārvietoties profilā.
- Gatavo atsperi jāievieto detaļā un pēc tam saliec vēlamajā leņķī. Ja nepieciešams, saliekšanas vietu var uzsildīt, lai atvieglotu procesu. Lai atvieglotu atsperes noņemšanu no detaļas, tās galā ir piesieta stieple.
6. Izmantojot rullīša vārpstu Šī metode ir paredzēta caurulēm ar izmēru no 10 līdz 25 mm. Lai saliektu taisnstūrveida cauruli, tā jānostiprina skrūvspīlēs. Pēc tam detaļas saliekšanai, pieliekot spēku, tiek izmantots īpašs veltnis. Šī ierīce rada augstas kvalitātes saliekumu, taču tai ir nepieciešams fizisks spēks.
7. Izmantojot sviru - tas ir koka vai metāla rokturis, kura apakšējā daļā ir sprausla ar caurumu.
Lai saliektu sagatavi, tā jāievieto caurumā līdz saliekšanas punktam. Pēc tam sviru atvelk atpakaļ, un šī darbība saliec cauruli. Šī metode nav precīza, taču tā ir piemērota siltumnīcu profilu saliekšanai. Skatiet, kā pats varat izgatavot siltumnīcu.

3 alternatīvas locīšanas iespējas
Profila caurules saliekšanai vajadzīgajā rādiusā ir vairākas alternatīvas vienkāršas metodes:
- Kalšana — sitiens ar smagu āmuru. Šim nolūkam nepieciešama lakta ar noapaļotu galu. Sagatave jāpiestiprina pie laktas ar skavām. Pēc tam sitiet pa sagatavi, nepieliekot pārmērīgu spēku, lai tā nesaplacinātos.
- Saskaņā ar modeļiem — Jums nepieciešama asfalta vai betona virsma, uz kuras jāatzīmē topošās arkas kontūra. Pēc tam iedzeniet armatūras stieņus, piestiprinot profilu pie pirmā. Liekot, piemetiniet sagatavi pie armatūras un, kad esat pabeidzis, nogrieziet stieņus ar slīpmašīnu.
- Īre apspiestības apstākļos — Šim nolūkam nepieciešams transportlīdzeklis ar sānos uzstādītiem riteņiem. Profils tiek ievietots sagatavotā tērauda vai betona rievā, un ritenis tiek ripināts pāri sagatavei. Aksiālais izlīdzinājums jākontrolē, izmantojot metāla vadotnes.
Mēs saliecamies, izmantojot cauruļu locītāju
Ja siltumnīcas būvniecībai tiek izmantotas liela diametra profila caurules, to manuāli saliekt būs grūti. Iesakām iepazīties ar ar instrukcijām, kā pašam izgatavot standarta cauruļu locītāju, tā konstrukcija sastāv no piedziņas riteņa (tas pārvietojas pa malām, saliecot cauruli vēlamajā leņķī), rāmja, konveijera un skavas elementiem.
Cauruļu locītājs var būt:
- Manuāls – paredzēts neliela apjoma darbiem. Sagatavi ievieto konveijerā un nostiprina ar rullīti. Riteni griež ar rokturi, kā rezultātā notiek locīšanas process.
- Elektriska — iekārta ir ieteicama biezāka profila caurulēm. Ierīce darbojas ar elektrību, un riteni darbina elektromotors, tādējādi novēršot nepieciešamību pēc manuāla darba. Darbības princips ir līdzīgs iepriekšējam: profils tiek padots konveijerā, un, tam ejot cauri iespīlēšanas zonai, tas tiek saliekts.

Izmantojot šo ierīci, caurules stūri gan iekšpusē, gan ārpusē izjūt vienādu spiedienu, tāpēc līkums ir augstas kvalitātes un neplīst.
Kā saliekt profila cauruli 90 grādu leņķī
Profila caurulēm ar 90 grādu pagriezienu nav asu stūru un tās izskatās estētiski pievilcīgas.
Vispirms jums jāsagatavo instrumenti - metināšanas iekārta, leņķa slīpmašīna un diski.
Apskatīsim profila saliekšanas procesu soli pa solim.
- Uz sagataves tiek atzīmēts lieces punkts, un visās pusēs tiek atzīmētas šķērslīnijas. Tiek izmērīta puse no platuma, un tās izmērs tiek atzīmēts uz pirmās līnijas un uz visām šķērslīnijām.

- Rādiusa līnijas tiek zīmētas, izmantojot kompasu vai citu apaļu priekšmetu. Šīs līnijas tiek zīmētas abās pusēs, un tiek atzīmēta arī noņemamā platība.

- Iegriezumi tiek veikti vienā pusē starp abām atzīmēm. Pēc tam abi sānu gabali tiek noņemti.

- Sagatavi nedaudz saliec atpakaļ, pēc tam uz iekšu. Rezultāts ir taisns leņķis iekšpusē un noapaļots leņķis ārpusē.


- Izmantojot metināšanas iekārtu, lieces sekcija tiek satverta abās pusēs, pēc tam visas šuves tiek metinātas.

- Izdedži tiek noņemti, un šuves tiek apstrādātas ar atloku slīpēšanas disku.

Šī metode ir piemērota jebkura izmēra profila saliekšanai ar savām rokām.
Kā izvairīties no ovalizācijas
Veicot auksto locīšanu, ir jāņem vērā daži smalkumi, lai saglabātu profila šķērsgriezumu. Šim nolūkam tiek uzstādīti ierobežotāji:
- iekšējais - neļauj cauruļvadam sašaurināties;
- ārējs - tas neļauj sānu sienām izplesties.
Kā ierobežotāju ieteicams izmantot stingru materiālu, tas labi saglabā savu formu.
Būvējot siltumnīcu no profila caurules, nav nepieciešams uzturēt precīzu lieces rādiusu, tāpēc nav nepieciešams tērēt naudu dārgai iekārtai.
Jebkuram meistaram tāds būs pa rokai. Izmantojot to, jūs varat izveidot diezgan pienācīgu siltumnīcu savai vasarnīcai.
Padomi un ieteikumi
Praktizējot lokanību, jāņem vērā vairāki apstākļi:
- Iegādājoties profilu, pārliecinieties, vai tie visi ir vienāda izmēra, tērauda markas un pieder pie vienas piegādes partijas;
- izmantojot metinātus profilus, orientējiet pusi ar šuvi pret iekšējo rādiusu, pretējā gadījumā tā var salūzt;
- Strādājot ar dzirnaviņām, neaizmirstiet lietot aizsarglīdzekļus, piemēram, brilles vai masku;
- Jāņem vērā, ka gala sekcijas ne vienmēr var saliekt vajadzīgajā izmērā, tāpēc, aprēķinot sagataves garumu, jāņem vērā to garums un pēc detaļas izveidošanas pabeigšanas šādi gabali jānogriež;
- Ir nepieciešams veikt metāla pretkorozijas apstrādi un turpināt to regulāri darīt arī turpmāk.
Liekšanas pakalpojumi
Šāds pakalpojums nevarēja kļūt par atsevišķu uzņēmējdarbības attīstības jomu, jo rūpnieciskajā versijā tas ietver diezgan sarežģīta tehnoloģiskā aprīkojuma izmantošanu.
Tirgū ir pieejami arī liekšanas pakalpojumi, piedāvājot gan rādiusa liekšanu, gan arkas liekšanu. Šī atšķirība pastāv tāpēc, ka katrai darbībai ir nepieciešams īpašs aprīkojums. Pirmajā gadījumā tas ir cauruļu liekšanas instruments, bet otrajā - trīs ruļļu velmēšanas iekārta.
Jāatzīst, ka šādu operāciju veikšanas cenas ir diezgan saprātīgas:
- viena stūra līkuma izmaksas ir 30 rubļi;
- Viens lineārais metrs arkveida laiduma maksās arī 30 rubļus.
Salīdzinot ar metāla izmaksām un materiālu piegādi Maskavas reģionā, tas praktiski nav nekas.
Liekšanas ierīces
Konstrukcijas dizains ir atkarīgs no diametriem, kas jāapstrādā.

Velmētiem cauruļveida materiāliem ar diametru līdz 20 mm var izgatavot vienkāršu ierīci, kas sastāv no tērauda tapām, kas ievietotas betona plātnē. Caurule, kas ievietota starp tapām, ir saliekta līdz nepieciešamajiem izmēriem.
Bet, ja diametrs pārsniedz 20 mm, būvniecībai ir jāizstrādā sarežģītākas konstrukcijas.
Alternatīvi, uz stabilas, izturīgas pamatnes tiek piestiprināts veltņu pāris ar apaļām sānu virsmām. Šī veltņa virsmas rādiusam jāatbilst saliekamā velmētā cauruļveida izstrādājuma diametram.

Sagatavi ievieto starp veltņiem un tā galu nostiprina. Otru galu piestiprina pie vinčas, kuru pēc tam aktivizē. Kad caurules leņķis sasniedz vēlamo vērtību, vinča tiek apturēta.
Viss šī cauruļu lokotāja izveides process jāsadala šādos posmos.
- Zobrati un gultņi jāpiestiprina pie vārpstām. Zobrati tiek nostiprināti ar atslēgu. Ieteicams iegādāties gultņus komplektā ar gultņu balstiem.
- Zobrati un ķēde der jebkurai automašīnai.
- Izmantojot metināšanas mašīnu, pamatne tiek metināta un pie tās pieskrūvēta spiediena vārpsta.
- Tālāk tiek piemetināti atsperes uzgriežņi un to platforma.
- Atbalsta vārpstas ir pieskrūvētas apakšā.
- Tiek veidota spriegošanas ķēde.
- Pēdējā posmā rokturis ir piestiprināts pie vārpstas (ieteicams izmantot rokturi, kas rotē).
Šī ierīce ātri veic deformāciju, izlaižot caur to velmētu caurules izstrādājumu.



