Zema blīvuma polietilēna (HDPE) cauruļu savienošana vienā cauruļvadā tiek veikta, izmantojot dažādas metodes, gan noņemamas, gan pastāvīgas. Viena no uzticamākajām iespējām ir HDPE cauruļu metināšana.
Metināšanas darbu veikšanai ir vairākas metodes, no kurām katra tiek veikta, izmantojot noteiktu tehnoloģiju.
- Pastāvīgie savienojumi - HDPE cauruļu metināšana
- Cauruļu mucmetināšana
- Cauruļvada metināšana ar ekstrūderi leņķī
- Kontaktligzdas metināšanas metode, izmantojot veidgabalus un savienojumus
- Kas jums nepieciešams metināšanai?
- Instrumenti un aprīkojums
- Savienojuma veidgabali
- HDPE caurules
- Darba posmi
- HDPE cauruļu sagatavošana pirms metināšanas
- Muca metināšanas standarti
- Mēs paši veicam mucmetināšanu
- Šuvju kvalitātes kontrole
- Profesionāļu ieteikumi
Pastāvīgie savienojumi - HDPE cauruļu metināšana
Pastāvīgā savienojuma metode ir vienīgā pieņemamā iespēja liela diametra HDPE caurulēm. Tā nodrošina augstu hermētiskuma līmeni, ko var saglabāt pat augstā temperatūrā.
Polietilēnu ir viegli metināt, jo tas saglabā viskozu, plūstošu konsistenci plašā temperatūras diapazonā un tam ir zema kausējuma viskozitāte.
Neatkarīgi no pastāvīga savienojuma izveides metodes, tiem tiek noteiktas šādas prasības:
- divu savienotu cauruļu pārvietojuma leņķis nedrīkst pārsniegt 10% attiecībā pret to sienu biezumu;
- savienojuma šuvei jāatrodas virs savienoto sekciju ārējās virsmas līmeņa;
- Šuves lodītēm jābūt izgatavotām ar nevainojamu kvalitāti, un to augstums var mainīties 2,5–5 mm robežās (nosaka sienu biezums).
Ir trīs populārākie metināšanas veidi: sadurmetināšana, kontaktligzdu metināšana un elektrofūzijas metināšana. Apskatīsim katru tehnoloģiju sīkāk.
Cauruļu mucmetināšana
Sadurmetināšana ir vispopulārākā metode HDPE cauruļu pastāvīgai savienošanai. Šī metode ietver divu vienāda diametra sekciju galu savienošanu. Arī savienoto elementu sienu biezumam jābūt vienādam.
Spiediena cauruļu savienošana tiek veikta rūpnieciskos apstākļos, izmantojot īpašas elektrohidrauliskās un mehāniskās iekārtas, jo tas prasa paaugstinātu precizitāti un precizitāti.
Manuāla metināšana ir atļauta tikai uz cauruļvadiem bez spiediena.

Muguras metināšanas īpašības:
- metode tiek izmantota caurulēs ar sienām, kuru biezums ir lielāks par 4,5–5 mm un diametrs ir 50 mm;
- metināšanas darbi tiek veikti uz līdzenām un stabilām virsmām;
- Ja darbs tiek veikts ārpus telpām, cauruļu gali ir jāaizver ar aizbāžņiem, lai novērstu caurvēju galvenajās līnijās; vējš pasliktina temperatūras parametrus un traucē darba kvalitāti;
- Savienojamajām sekcijām jābūt tīrām gan iekšpusē, gan ārpusē - jebkādi gruži vai pat putekļi traucēs augstas kvalitātes savienojumu; metināšanas iekārtas skavām jābūt ne mazāk tīrām;
- Lai pielāgotu temperatūru, ieteicams veikt 1-2 metināšanas kā testa šuves. Tas palīdzēs jums izprast procesa principus un iezīmes, ja jums nav pieredzes cauruļvadu metināšanā ar mucu;
- Pirms slīpēšanas griezējdiski ir rūpīgi jānoslauka, un pēc slīpēšanas jāpārbauda cauruļu izmēru atbilstība;
- Optimālā apkārtējās vides temperatūras diapazons muca metināšanai ir no -15 līdz +45 °C.
Rūpnieciskās muca metināšanas procedūra:
- Pirms darba uzsākšanas metināmās sekcijas tiek nogrieztas perpendikulāri virsmai, uz kuras tās tiek novietotas. Galus rūpīgi notīra, attauko un apgriež.
- Caurules tiek nostiprinātas metināšanas iekārtā un rūpīgi centrētas, pārbaudītas, vai nav deformāciju un bojājumu.
- Velmēto cauruļu materiālu galus silda ar ierīci, lai mīkstinātu materiālu.
- Izkausētos galus savelk kopā un saspiež kopā zem augsta spiediena. Process turpinās, līdz polietilēns atdziest.
- Kad savienojums ir atdzisis, mašīna tiek noņemta.
Pēc sadurmetināšanas šuve ir pilnīgi gluda un simetriska. Savienojums nodrošina tikpat izturīgu savienojumu kā ciets cauruļvads. Iepriekš aprakstītā procesa veikšanai nepieciešami divi cilvēki.
Veicot sadurmetināšanu, jāizvairās no:
- asas izkausētu galu savienojums;
- pārvietojamas un pagriežamas caurules;
- spraugu klātbūtne;
- pēkšņas temperatūras izmaiņas;
- nevienmērīga savienojamo zonu apsilde;
- savienojumu ātra atdzišana savienojuma vietā.
Ieteicams metināt vienas un tās pašas markas HDPE cauruļu materiālus, taču dažreiz ir nepieciešams savienot dažādu marku caurules.
Paturiet prātā, ka pārmērīga saspiešana rada lielākus nosēdumus cauruļvada iekšpusē, samazinot gatavo līniju veiktspēju. Ja spiediens ir nepietiekams, metināšana aizņem ilgāku laiku. Šis ilgstošais gaidīšanas periods ļauj uzkarsētajam polietilēnam atdzist.
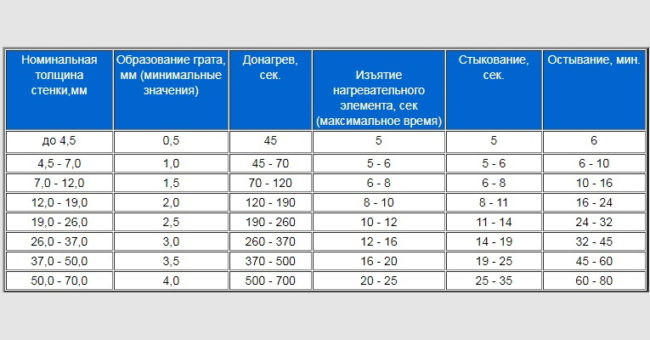
Uzsākot metināšanas darbus, ir nepieciešams saskaņot metināšanas parametrus ar tabulu, kurā ir norādīti ieteicamie spēki un spiedieni dažādiem cauruļvadiem.
HDPE mucas metināšanas parametru tabula:
Cauruļvada metināšana ar ekstrūderi leņķī
Ekstrūzijas metināšana rada savienojumu ar neleģētā materiāla izturību 70% vai vairāk. Šo metodi izmanto tikai viena materiāla detaļu metināšanai.
Ekstrūzijas metināšana tiek veikta, izmantojot šādu aprīkojumu:
- sildelements;
- skrūve;
- gaisa padeves sistēma;
- granulu uzglabāšanas tvertne un kurpe, kas piespiež piedevu.
Darba veikšanas funkcijas un procedūra:
- Notīriet caurules, attaukojiet tās un pārbaudiet, vai nav defektu.
- Piešķiriet metināmo elementu galiem nepieciešamo formu.
- Uzkarsējiet metināmās virsmas ar karstu gaisu no ekstrūdera.
- Padodiet ekstrūderī sakausēto pildmetālu (granulas vai stiepli) uz savienojuma, kontrolējot tā kustību ar kurpi. Radītais spiediens sametina pildmetālu ar caurules materiālu.
Ekstrūzijas metināšanas šuvēm jāatdzesē bez piespiešanas. Šo metināšanas tehnoloģiju izmanto gravitācijas padeves cauruļvadu uzstādīšanā. Sienas biezumam jābūt vismaz 6 mm, pretējā gadījumā izstrādājums var deformēties.

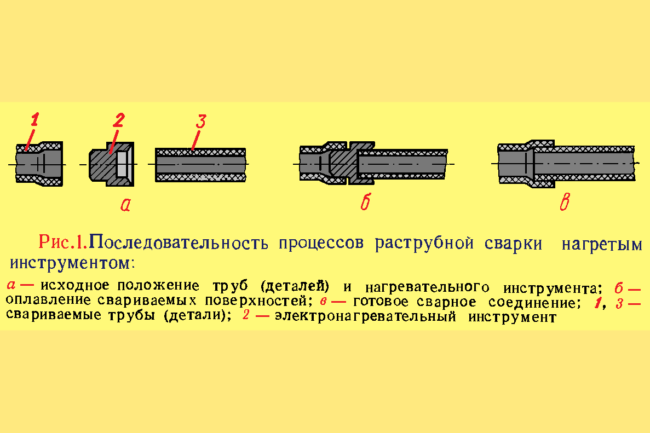
Kontaktligzdas metināšanas metode, izmantojot veidgabalus un savienojumus
Ligzdmetināšana ļauj savienot dažāda diametra cauruļu sekcijas. Savienojums tiek veikts, ievietojot mazāku cauruli lielāka diametra galvenajā caurulē. Savienojums tiek nostiprināts, izmantojot savienojumus, izveidojot ciešu un drošu savienojumu.
Procedūra ir tāda pati kā sadurmetināšanas gadījumā. Atšķiras tikai izmantotie instrumenti.
Savienojuma izveides laikā HDPE cauruļu metināšana ar veidgabaliem/savienojumiem lietošana:
- cauruļu griezēji;
- kalibratori;
- slīpēšanas mašīnas;
- metināšanas iekārtas ar sprauslām.
T veida savienojumi var būt nepieciešami arī līkumu izveidošanai. Caurules termiskā izplešanās nodrošina hermētisku blīvējumu starp savienojumiem.
Kontaktligzdas metināšanas procedūra:
- Izjauciet savienojošo elementu.
- Notīriet savienojamo sekciju galus un nofrēzējiet tos.
- Veiciet kalibrēšanu, lai iegūtu simetriskus apļus.
- Ievietojiet tīros un attaukotos galus savienojumā, pievienojiet metināšanas iekārtai un uzsildiet.
Rezultātā detaļas tiek sapludinātas vienā virsmā. Kontaktligzdas metināšana tiek izmantota detaļām ar sienu biezumu līdz 5 mm. Tā ir īpaši ērta cauruļvadu posmiem, kur ir apgrūtināta piekļuve kontaktligzdas metināšanas iekārtām.
Kas jums nepieciešams metināšanai?
Metināšanas darbi ietver augsto tehnoloģiju procesus, kuriem nepieciešams specializēts aprīkojums, gan primārais, gan sekundārais.
Izvēloties instrumentus un metināšanas ierīces, ņemiet vērā metināšanas metodi un HDPE cauruļu parametrus.
Instrumenti un aprīkojums
Strādājot ar HDPE, visiem ierīču sildelementiem jābūt ar nepiedegošu pārklājumu. Tas novērš nepieciešamību pēc tīrīšanas pēc metināšanas. Visas ierīces parasti ir aprīkotas ar vadības indikatoriem un termostatiem.
Pamata metināšanas aprīkojums:
- manuāla metināšana kontaktligzdas metodei;
- mucu savienojuma mašīna;
- montāžas detaļas;
- sildelementi;
- Skava ir statīvs, ko izmanto, lai noturētu priekšmetus vietā, kamēr tie tiek apstrādāti vai cieši saspiesti kopā.
Gandrīz visas polietilēna metināšanas iekārtas ir vieglas un viegli lietojamas, un to sildelementus var viegli nomainīt.
Metināšanas iekārtas tiek izmantotas:
- Mehānisks;
- Automātiska;
- Hidrauliskais.
Sildelementi ir apaļas plāksnes, kas pārklātas ar PTFE slāni. Tiem ir temperatūras un jaudas indikatora lampiņa, kā arī drošinātājs. Temperatūru var iestatīt, izmantojot īpašu regulatoru.
Metināšanas izstrādājumiem, kuru diametrs pārsniedz 400 mm, tiek izmantotas šādas ierīces:
- muca locītava;
- kontaktligzdas savienojums;
- Elektrofūzijas savienojums.
Īpaši vērtīgas ir universālās hidrauliskās iekārtas. Tās ļauj minimālā laikā izveidot vairākas metinājuma šuves, jo iekārta ietver visu nepieciešamo funkcionalitāti.
Papildu instrumenti hidrauliskajām ierīcēm:
- pozicionieri;
- elementi oksīda nogulšņu noņemšanai;
- slīpēšanas instruments;
- zāģi - lai atdalītu šosejas;
- izlīdzināšanas ierīce;
- līkumi HDPE.
Metinot, izmantojot jebkuru no iepriekš minētajām metodēm, ir svarīgi izmantot pilnu instrumentu komplektu. Jebkura aprīkojuma nelietošana var izraisīt sliktas kvalitātes savienojumu vai pat tā defektu.
Savienojuma veidgabali
Metināšanas veidgabali ir komponenti, kas paredzēti cauruļu, tostarp dažāda diametra cauruļu, savienošanai, kā arī atzaru un pagriezienu veidošanai cauruļvados. Veidgabalus var izmantot arī, lai savienotu no dažādiem materiāliem izgatavotas velmētas caurules.
Šāda veida elementi ir:
- Metināts un lietais. Tos savieno ar caurulēm, izmantojot specializētas sadurmetināšanas iekārtas. Tos parasti izmanto cauruļvadu pagriezienos un līkumos. Tas rada spēcīgu savienojumu, kura stiprība ir līdzvērtīga cietam materiālam.
Šie veidgabali ir lēti, izturīgi un pieejami plašā klāstā. Pēc savienošanas sistēma nav jāizjauc. Ražotāji piedāvā tādus veidgabalus kā krustus, reduktorus, T veida savienojumus un elementus ar dažādiem leņķiem. - Elektrofūzijas veidgabali. Tie var savienot vairākas caurules vienlaikus. Tie sastāv no polietilēna korpusa, kurā atrodas stieples sildelements. Šajos savienojumos tiek ievietotas caurules, kas augstā temperatūrā kūst, radot uzticamu, hermētisku savienojumu.
Ir pieejami arī kompresijas veidgabali, taču tie nav piemēroti metināšanai. Šie polietilēna komponenti ar blīvēm tiek izmantoti, lai izveidotu atdalāmus savienojumus bez metināšanas. Tie nodrošina vidēju hermētiskuma līmeni.

HDPE caurules
HDPE (zema spiediena polietilēna) caurules tiek ražotas zemā spiedienā, kas ir mazāks par 2 MPa. Gatavajam materiālam ir zems blīvums, kā rezultātā tas ir viegls, tādējādi atvieglojot uzstādīšanu un savienošanu.
HDPE īpašības:
- Elastība. Tie spēj izstiepties, novēršot plīsumus deformāciju dēļ, kas var rasties augstā temperatūrā vai mehāniskā spriedzē — piemēram, zem spiediena, kas rodas, veidojoties ledus aizbāžņiem.
- Elastība. HDPE caurules var saliekt bez jebkādām problēmām, kas ir ārkārtīgi svarīgi, veidojot cauruļvadus ar sarežģītām konfigurācijām.
- Uzticamība. HDPE ir izturīgs un noturīgs pret agresīvu vidi, tostarp eļļām. Tas nerūsē un labi absorbē hidraulisko triecienu.
Ir vairāki šādu cauruļu veidi:
- Aukstā ūdens padevei. Tiem ir gareniska zila svītra. Tiem ir gludas iekšējās sienas, kurās neuzkrājas sāļi vai nogulsnes.
- Gāze. Tiem ir augsta plūsmas jauda, ilgs kalpošanas laiks un tie var izturēt augstu spiedienu. Tos var identificēt pēc dzeltenas gareniskas svītras.
- Apkurei un karstā ūdens apgādei. Tie ir pastiprināti ar stikla šķiedru un izgatavoti no augstas stiepes izturības polietilēna.
- Gofrēts dubultslānis. Tās ir caurules ar uzmavām, ko izmanto ūdens novadīšanai un kanalizācijai. Tās ir ļoti izturīgas, viegli uzstādāmas un izturīgas pret agresīvu vidi.
Darba posmi
Lai nodrošinātu, ka PDN cauruļu metināšanas process norit bez kavēšanās un iegūst augstas kvalitātes metinājumu, kas nodrošina cauruļvada ilgstošu darbību, ir jārīkojas noteiktā secībā.
HDPE cauruļu sagatavošana pirms metināšanas
Pirms metināšanas uzsākšanas jāveic vairākas sagatavošanās darbības. Ja tās tiks izdarītas pareizi, metināšanas laikā nebūs jāuztraucas par trūkstošiem instrumentiem, defektu labošanu vai kaut ko citu.
Sagatavošanās metināšanai:
- Iegādājieties un piegādājiet metināšanas vietai HDPE caurules, stiprinājumus, skavas un citas detaļas atbilstoši metināmo elementu diametram.
- Sakārtot un atbrīvot vietu metināšanas iekārtu novietošanai.
- Izmantojiet mehānisku metodi, lai apstrādātu metināmo veidgabalu un cauruļu galus.
Metināšanas iekārtām nepieciešama īpaša uzmanība. Tās ir jāpārbauda, vai tās darbojas pareizi, un jāsagatavo lietošanai.
Kā sagatavot metināšanas aprīkojumu:
- Pārbaudiet visas metināšanas iekārtas sastāvdaļas. Pārbaudiet zemējuma un elektrisko vadu pareizu darbību un pārbaudiet griešanas asmeņu asumu uz gala virsmas.
- Sagatavojiet elektrisko ģeneratoru. Uzpildiet to ar degvielu un pārbaudiet tā darbību.
- Notīriet visus aprīkojuma komponentus — skrāpjus, ēveles un sildītājus — no netīrumiem. Noņemiet visas pielipušās polietilēna pēdas un pēc tam attaukojiet visas virsmas ar šķīdinātāju.
- Pārbaudiet eļļas līmeni metināšanas iekārtas hidrauliskajā sistēmā un bīdāmās skavas darbību. Ieeļļojiet iekārtas kustīgās daļas ar īpašām smērvielām.
- Pārbaudiet, kā darbojas vadības un mērīšanas ierīces.
Muca metināšanas standarti
Vēl nesen Krievijā valdīja neskaidrības par HDPE metināšanas normatīvo regulējumu, jo vienlaikus bija spēkā vairāki dokumenti.
Kopš 2013. gada ir spēkā GOST standarti mucmetināšanas iekārtām un tehnoloģijām. Tas nenozīmē, ka importētās, zemas kvalitātes metināšanas iekārtas ir izņemtas no aprites vai ka to iepirkumi ir pārtraukti, taču Krievijas ražotāji ir mudināti uzlabot savu iekārtu kvalitāti.
Pašreizējais GOST 55276 R 55276-2012 (plastmasas caurules un veidgabali) ir ļāvis vienot HDPE mucas metināšanas tehnoloģiju Krievijā.
Kam pievērst uzmanību:
- GOST R 55276. Līdztekus tradicionālajai zemspiediena metināšanas tehnoloģijai tā legalizē augstspiediena HDPE metināšanu, kas iepriekš tika praktizēta tikai Amerikas Savienotajās Valstīs. Šim režīmam ir nepieciešamas specializētas iekārtas iespējas, taču tas ievērojami samazina metināšanas cikla laiku.
- GOST R 55276. Tas nav īpaši piemērots būvlaukumiem, jo tas nav paredzēts pašiem darbuzņēmējiem - metinātājiem, bet gan tehnologiem - HDPE metināšanas tehnoloģisko diagrammu izstrādātājiem.
- GOST R 55276. Tas neņem vērā ierobežojumus, ko nosaka vecie vietējie un ārvalstu noteikumi. Tas galvenokārt attiecas uz apkārtējās vides temperatūras diapazonu no +5 līdz +45 °C, ņemot vērā, ka Krievijā cauruļvadu metināšana jāveic sasalšanas temperatūrā.
Vēl viena neatbilstība ir cauruļu sienu biezuma ierobežojums līdz 70 mm, savukārt mūsdienās ražoto cauruļu sienu biezums ir 90 mm vai vairāk.
Mēs paši veicam mucmetināšanu
Ar specializētu metināšanas iekārtu jūs varat pats sametināt HDPE caurules. Savienojums tiek panākts, mīkstinot polietilēnu un veidojot drošu šuvi. Šī ir vienkāršākā iespēja, un tā ir piemērota tikai vienāda diametra caurulēm, taču pat tai ir nepieciešamas noteiktas prasmes un iemaņas.
HDPE cauruļvadu mucas metināšana jāveic kvalificētam metinātājam, pretējā gadījumā būs grūti panākt savienojuma precizitāti un uzticamību.
Manuālās mucas metināšanas procedūra:
- Sagatavojiet aprīkojumu, pārbaudiet metināšanas iekārtu, pārbaudiet tās darbību.
- Nogrieziet caurules ar papildu garumu, atstājot dažus milimetrus polietilēna, lai izveidotu metinājuma šuvi.
- Notīriet galus, lai izveidotu pilnīgi gludas malas un nodrošinātu labu kontaktu.
- Ievietojiet cauruļu materiālus metināšanas iekārtā un centrējiet tos.
- Novietojiet sildelementu starp metināmajām detaļām. Sildiet galus, līdz tie izkūst — sildīšanas laiks ir atkarīgs no materiāla kvalitātes un detaļu sieniņu biezuma.
- Noņemiet sildelementu un nekavējoties saspiediet galus kopā. Spiešanai nepieciešamo spēku un spiedienu rada svira vai hidrauliskā piedziņa.
- Pagaidiet, līdz polietilēna caurules atdziest. Pārbaudiet metinājuma kvalitāti, lai pārliecinātos, ka nav pieļaujama materiāla uzkrāšanās vai diametra izmaiņas.
Ja nepieciešams metināt liela diametra izstrādājumus, ieteicams izmantot automātisko metināšanas iekārtu, kas precīzi centrēs un savienos sekcijas.
Šuvju kvalitātes kontrole
Pēc metināšanas pabeigšanas šuves tiek vizuāli pārbaudītas attiecībā uz kvalitāti. Metināto savienojumu kvalitātes raksturlielumiem ir GOST standarti.
Prasības:
- metinājuma šuvēm jābūt vienmērīgām visā garumā metināto sekciju ārējo virsmu līmenī;
- Metinājuma šuves izvirzījumi virs savienojamām virsmām ir pieļaujami, šuves augstums:
- ar sienas biezumu 5 mm - izvirzījums nepārsniedz 2,5 mm;
- 6-20 mm biezumam maksimālais šuves augstums ir 5 mm;
- savienojumam jābūt precīzi centrētam; ja tiek konstatēta savienojamo virsmu nobīde, tā nedrīkst pārsniegt 10% no savienojamo cauruļu sienas biezuma.
Profesionāļu ieteikumi
Pieredzējuši metinātāji, kas strādā ar HDPE caurulēm, iesaka metināšanas laikā būt īpaši uzmanīgiem un uzraudzīt savienojumu kvalitāti. Savienojumu hermētiskums un cauruļvadu ilgmūžība ir atkarīga no metinājumu precizitātes.
Profesionāļu padomi:
- Pārliecinieties, ka caurules šķērsgriezums neizskatās kā elipses forma - tas ievērojami samazinās metinājuma kvalitāti;
- Plastmasas cauruļu velmēšanas materiāli stingri jānotur vietā, līdz izkausētās malas ir pilnībā sacietējušas;
- metinājumam jābūt vienmērīgai lodītei, kas izvirzīta virs metināmo elementu virsmām; lodītes augstumam jāatbilst standartiem (norādīti iepriekš tabulā);
- Stiprinājumi ar uzgriežņiem jānostiprina ne vairāk kā līdz projektētajai robežai, jo pārmērīgs spēks var sabojāt cauruli;
- Pirms darba uzsākšanas noteikti izpētiet HDPE metināšanas instrukcijas un iepazīstieties ar procesa parametriem.
HDPE caurules ir moderns, pieejams materiāls, kas ļauj būvēt cauruļvadus dažādiem mērķiem un konfigurācijām. Izmantojot specializētas metināšanas iekārtas, šos produktus var izmantot, lai izveidotu uzticamus cauruļvadus gan rūpnieciski, gan manuāli.



