Tilkobling av lavdensitetspolyetylen (HDPE)-rør til én rørledning gjøres ved hjelp av ulike metoder, både avtakbare og permanente. Et av de mest pålitelige alternativene er sveising av HDPE-rør.
Det finnes flere metoder for å utføre sveisearbeid, som hver utføres ved hjelp av en spesifikk teknologi.
- Permanente forbindelser - sveising av HDPE-rør
- Rumpesveising av rør
- Rumpesveising av en rørledning ved bruk av en ekstruder i en vinkel
- Muffesveisemetode ved bruk av beslag og koblinger
- Hva trenger du til sveising?
- Verktøy og utstyr
- Beslag for tilkobling
- HDPE-rør
- Arbeidsfaser
- Klargjøring av HDPE-rør før sveising
- Standarder for rumpesveising
- Vi utfører rumpesveising selv
- Kvalitetskontroll av sømmer
- Anbefalinger fra fagfolk
Permanente forbindelser - sveising av HDPE-rør
Den permanente tilkoblingsmetoden er det eneste akseptable alternativet for HDPE-rør med stor diameter. Den sikrer en høy tetthet, som kan opprettholdes selv under høye temperaturer.
Polyetylen er lett å sveise fordi den opprettholder en viskøs, flytende konsistens over et bredt temperaturområde og har lav smelteviskositet.
Uavhengig av metoden for å opprette en permanent forbindelse, stilles følgende krav til dem:
- Forskyvningsvinkelen til to tilkoblede rør bør ikke overstige 10 % i forhold til veggtykkelsen;
- skjøtsømmen må være plassert over det ytre overflatenivået til de tilkoblede seksjonene;
- Sømperlene må være laget av upåklagelig kvalitet, og høyden deres kan variere i området 2,5-5 mm (bestemt av veggtykkelsen).
Det finnes tre mest populære typer sveising: rumpesveising, muffesveising og elektrofusjonssveising. La oss se nærmere på hver teknologi.
Rumpesveising av rør
Rumpesveising er den mest populære metoden for permanent sammenføyning av HDPE-rør. Denne teknikken innebærer å sammenføye endene av to seksjoner med samme diameter. Veggtykkelsen på de tilkoblede elementene må også være den samme.
Tilkobling av trykkrør utføres under industrielle forhold ved bruk av spesielt elektrohydraulisk og mekanisk utstyr, da det krever økt presisjon og nøyaktighet.
Manuell sveising er kun tillatt på trykkløse rørledninger.

Funksjoner ved rumpesveising:
- metoden brukes på rør med vegger tykkere enn 4,5-5 mm og en diameter på 50 mm;
- sveisearbeid utføres på flate og stabile overflater;
- Hvis arbeidet utføres utendørs, er det nødvendig å lukke endene av rørene med plugger for å forhindre trekk i hovedledningene; vind forverrer temperaturparametrene og forstyrrer kvaliteten på arbeidet;
- Seksjonene som skal kobles til må være rene både innvendig og utvendig – rusk eller støv vil forhindre en god forbindelse; klemmene på sveiseenheten må ikke være mindre rene;
- For å justere temperaturen anbefales det å utføre 1–2 sveiser som en prøvekjøring. Dette vil hjelpe deg å forstå prinsippene og egenskapene til prosessen hvis du ikke har erfaring med rumpesveising av rørledninger;
- Før sliping må skjæreskivene tørkes grundig, og etter sliping må rørdimensjonene kontrolleres for samsvar;
- Det optimale omgivelsestemperaturområdet for buttsveising er fra -15 til +45 °C.
Industriell buttsveiseprosedyre:
- Før arbeidet starter, kuttes seksjonene som skal sveises vinkelrett på overflaten de skal plasseres på. Endene rengjøres grundig, avfettes og trimmes.
- Rørene festes i en sveisemaskin og sentreres nøye, og kontrolleres for deformasjoner og skader.
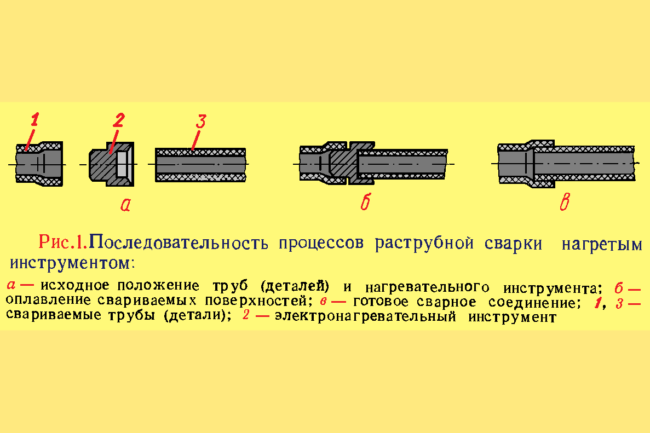
- Endene av de valsede rørmaterialene varmes opp med en innretning for å mykgjøre materialet.
- De smeltede endene bringes sammen og presses sammen under høyt trykk. Prosessen fortsetter til polyetylenet avkjøles.
- Når skjøten er avkjølt, fjernes maskinen.
Etter buttsveising er sømmen helt glatt og symmetrisk. Forbindelsen gir en skjøt som er like sterk som en solid rørledning. Det kreves to personer for å fullføre prosessen beskrevet ovenfor.
Unngå følgende når du utfører rumpesveising:
- skarp forbindelse av smeltede ender;
- flytting og vridning av rør;
- tilstedeværelse av hull;
- plutselig temperaturendring;
- ujevn oppvarming av områdene som skal sammenføyes;
- rask avkjøling av skjøter ved tilkoblingspunktet.
Det anbefales å sveise HDPE-rørmaterialer av samme kvalitet, men noen ganger er det nødvendig å koble sammen rør av forskjellige kvaliteter.
Husk at overdreven kompresjon skaper større opphopninger inne i rørledningen, noe som reduserer ytelsen til de ferdige linjene. Hvis trykket er utilstrekkelig, tar sveisingen lengre tid. Denne forlengede ventetiden gir den oppvarmede polyetylenen tid til å avkjøles.
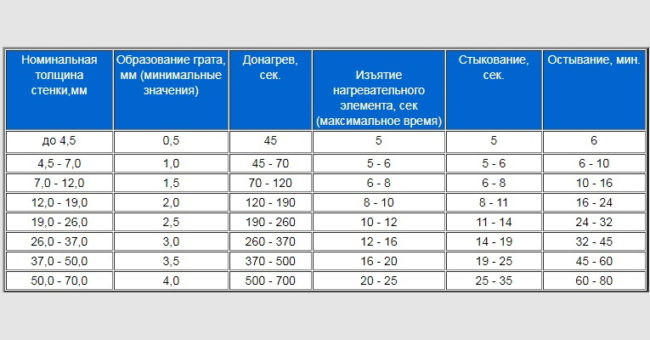
Når man starter sveisearbeidet, er det nødvendig å koordinere sveiseparametrene med tabellen, som inneholder anbefalte krefter og trykk for forskjellige rørledninger.
Parametertabell for buttsveising av HDPE:
Rumpesveising av en rørledning ved bruk av en ekstruder i en vinkel
Ekstruderingssveising skaper en skjøt med en styrke på 70 % eller mer av det ulegerte materialet. Denne metoden brukes kun til sveising av komponenter av samme materiale.
Ekstruderingssveising utføres med følgende utstyr:
- varmeelement;
- skru;
- lufttilførselssystem;
- en oppbevaringsbeholder for granulat og en sko som presser på tilsetningsstoffet.
Funksjoner og prosedyre for utførelse av arbeid:
- Rengjør rørene, avfett dem og sjekk for eventuelle defekter.
- Gi endene på elementene som skal sveises den nødvendige formen.
- Varm opp overflatene som skal sveises med varmluft fra en ekstruder.
- Mat fyllmaterialet (granulat eller tråd) som er smeltet i ekstruderen inn i skjøten, og kontroller bevegelsen med en sko. Trykket som skapes sveiser fyllmaterialet til rørmaterialet.
Ekstruderingssveisesømmene må avkjøles uten å tvinge dem. Denne sveiseteknologien brukes ved installasjon av rørledninger som mates med tyngdekraft. Veggtykkelsen bør være minst 6 mm, ellers kan produktet bli deformert.

Muffesveisemetode ved bruk av beslag og koblinger
Muffesveising lar deg skjøte sammen rørseksjoner med forskjellige diametre. Forbindelsen gjøres ved å sette et mindre rør inn i et hovedrør med større diameter. Forbindelsen sikres med koblinger, noe som skaper en tett og sikker forbindelse.
Fremgangsmåten er den samme som for rumpesveising. Bare verktøyene som brukes er forskjellige.
Når du kobler til Sveising av HDPE-rør med beslag/koblinger bruk:
- rørkuttere;
- kalibratorer;
- avfasingsmaskiner;
- sveiseutstyr med dyser.
T-stykker kan også være nødvendige for å lage albuer. Termisk ekspansjon av røret sikrer en tett forsegling mellom koblingene.
Fremgangsmåte for sveising av muffer:
- Demonter koblingselementet.
- Rengjør endene på seksjonene som skal skjøtes sammen og avfas dem.
- Utfør kalibrering for å oppnå symmetriske sirkler.
- Sett de rene og avfettede endene inn i koblingen, koble til sveisemaskinen og varm opp.
Som et resultat smeltes delene sammen til én overflate. Muffesveising brukes til komponenter med veggtykkelser opptil 5 mm. Det er spesielt praktisk for rørledningsseksjoner der tilgang til buttsveiseutstyr er vanskelig.
Hva trenger du til sveising?
Sveisearbeid innebærer høyteknologiske prosesser som krever spesialisert utstyr, både primær- og sekundærutstyr.
Når du velger verktøy og sveiseutstyr, bør du vurdere sveisemetoden og parametrene til HDPE-rørene.
Verktøy og utstyr
Arbeid med HDPE krever at alle varmeelementene i enhetene er non-stick. Dette eliminerer behovet for rengjøring etter sveising. Alle enheter er vanligvis utstyrt med kontrollindikatorer og termostater.
Grunnleggende sveiseutstyr:
- manuell sveising for muffemetoden;
- maskin for skjøting av rumper;
- monteringsdeler;
- varmeelementer;
- En klemme er et stativ som brukes til å holde gjenstander på plass mens de blir bearbeidet eller presset tett sammen.
Nesten alle polyetylen-sveiseenheter er lette og enkle å betjene, og varmeelementene kan enkelt byttes ut.
Sveiseenheter brukes:
- Mekanisk;
- Automatisk;
- Hydraulisk.
Varmeelementene er runde plater belagt med et lag PTFE. De har en temperatur- og strømindikatorlampe, samt en sikring. Temperaturen kan stilles inn med en spesiell regulator.
For sveiseprodukter med en diameter større enn 400 mm brukes følgende enheter:
- rumpefug;
- stikkontakttilkobling;
- elektrosveiseforbindelse.
Universelle hydrauliske enheter er spesielt verdifulle. De muliggjør opprettelse av flere sveiser på minimal tid, ettersom utstyret inkluderer all nødvendig funksjonalitet.
Ekstra verktøy for hydrauliske enheter:
- posisjoneringsenheter;
- elementer for fjerning av oksidavleiringer;
- avfasingsverktøy;
- sager - for å skille motorveier;
- nivelleringsenhet;
- bøyer for HDPE.
Når du sveiser med noen av metodene ovenfor, er det viktig å bruke et komplett sett med verktøy. Forsømmelse av noe av utstyret kan føre til en skjøt av dårlig kvalitet, eller til og med en defekt.
Beslag for tilkobling
Sveisefittings er komponenter som er utformet for å koble sammen rør, inkludert rør med forskjellige diametre, samt for å lage forgreninger og svinger i rørledninger. Fittings kan også brukes til å koble sammen valsede rør laget av forskjellige materialer.
Elementer av denne typen er:
- Sveiset og støpt. De kobles til rør ved hjelp av spesialiserte rumpesveisemaskiner. De brukes vanligvis i svinger og bend i rørledninger. Dette skaper en sterk forbindelse med samme styrke som et solid materiale.
Disse beslagene er rimelige, slitesterke og tilgjengelige i et bredt spekter. Når de er koblet til, krever systemet ingen demontering. Produsenter tilbyr beslag som kryss, reduksjonsstykker, T-stykker og elementer med forskjellige vinkler. - Elektrosveisefittinger. De kan koble sammen flere rør samtidig. De består av et polyetylenhus som inneholder et trådvarmeelement. Rør settes inn i disse beslagene, som smelter under høye temperaturer, noe som skaper en pålitelig og lufttett forbindelse.
Kompresjonskoblinger er også tilgjengelige, men de er ikke egnet for sveising. Disse polyetylenkomponentene med tetninger brukes til å lage avtakbare forbindelser uten sveising. De gir en middels tetthet.

HDPE-rør
HDPE-rør (lavtrykkspolyetylen) produseres under lavt trykk, mindre enn 2 MPa. Det ferdige materialet har lav tetthet, noe som resulterer i lett vekt og gjør installasjon og tilkobling enklere.
Funksjoner av HDPE:
- Elastisitet. De er i stand til å strekke seg, og dermed eliminere brudd på grunn av deformasjoner som kan oppstå ved høye temperaturer eller under mekanisk belastning – for eksempel under trykket som oppstår når ispropper dannes.
- Fleksibilitet. HDPE-rør kan bøyes uten problemer, noe som er ekstremt viktig når man lager rørledninger med komplekse konfigurasjoner.
- Pålitelighet. HDPE er slitesterkt og motstandsdyktig mot aggressive miljøer, inkludert oljer. Det ruster ikke og absorberer vannslag godt.
Det finnes flere typer slike rør:
- For kaldtvannsforsyning. De har en langsgående blå stripe. De har glatte indre vegger som ikke akkumulerer salter eller sedimenter.
- Gass. De har høy strømningskapasitet, lang levetid og tåler høyt trykk. De er identifisert med en gul langsgående stripe.
- For oppvarming og varmtvannsforsyning. De er forsterket med glassfiber og laget av polyetylen med høy strekkfasthet.
- Bølgepapp med dobbelt lag. Dette er rør med muffer som brukes til vannavløp og kloakk. De er svært slitesterke, enkle å installere og motstandsdyktige mot aggressive miljøer.
Arbeidsfaser
For å sikre at sveiseprosessen av PDN-rør går uten forsinkelser og resulterer i en sveis av høy kvalitet som sikrer langsiktig drift av rørledningen, er det nødvendig å gå frem i en bestemt rekkefølge.
Klargjøring av HDPE-rør før sveising
Før sveisingen starter, må en rekke forberedende trinn fullføres. Hvis det gjøres riktig, trenger du ikke bekymre deg for manglende verktøy, utbedring av ujevnheter eller noe annet under sveisingen.
Forberedelse til sveising:
- Kjøp og lever HDPE-rør, festemidler, klemmer og andre deler til sveisestedet i samsvar med diameteren på elementene som skal sveises.
- Ordne og rydd området for plassering av sveiseutstyr.
- Bruk en mekanisk metode for å bearbeide endene på rørdeler og rør som skal sveises.
Sveiseutstyr krever spesiell oppmerksomhet. Det må kontrolleres for riktig funksjon og klargjøres for bruk.
Slik klargjør du sveiseutstyr:
- Inspiser alle komponenter på sveisemaskinen. Kontroller jording og elektriske ledninger for riktig drift, og kontroller skarpheten til skjærebladene på endeflaten.
- Klargjør den elektriske generatoren. Fyll den med drivstoff og test den for funksjonalitet.
- Rengjør alle utstyrskomponenter – skraper, høvler og varmere – for smuss. Fjern eventuelle spor av fastsittende polyetylen, og avfett deretter alle overflater med løsemiddel.
- Kontroller oljenivået i sveisemaskinens hydrauliske system og at glideklemmen fungerer. Smør de bevegelige delene av utstyret med spesielle smøremidler.
- Sjekk hvordan kontroll- og måleinstrumentene fungerer.
Standarder for rumpesveising
Inntil nylig var det forvirring i Russland angående regelverket for HDPE-sveising, ettersom flere dokumenter var i kraft samtidig.
Siden 2013 har GOST-standarder for utstyr og teknologi for rumpesveising vært i kraft. Dette betyr ikke at importert sveiseutstyr av lav kvalitet har blitt skrotet eller at kjøpene har opphørt, men russiske produsenter har blitt oppfordret til å forbedre kvaliteten på utstyret sitt.
Den nåværende GOST 55276 R 55276-2012 (Plastrør og rørdeler) har gjort det mulig å forene teknologien for rumpesveising av HDPE i Russland.
Hva du bør se etter:
- GOST R 55276. Sammen med konvensjonell lavtrykkssveiseteknologi legaliserer den høytrykks HDPE-sveising, som tidligere bare ble praktisert i USA. Denne modusen krever spesialisert utstyr, men reduserer sveisesyklustiden betydelig.
- GOST R 55276. Den er ikke spesielt egnet for byggeplasser, siden den ikke er designet for de faktiske utøverne - sveiserne, men for teknologer - utviklere av teknologiske diagrammer for HDPE-sveising.
- GOST R 55276. Den tar ikke for seg begrensningene som er pålagt av gamle innenlandske og utenlandske forskrifter. Dette gjelder først og fremst omgivelsestemperaturområdet på +5 til +45 °C, gitt at rørledningssveising i Russland må foregå i temperaturer under frysepunktet.
En annen avvik er begrensningen på veggtykkelsen på rør til 70 mm, mens veggene på rør som produseres i dag er 90 mm eller mer.
Vi utfører rumpesveising selv
Med en spesialisert sveisemaskin kan du selv buttsveise HDPE-rør. Forbindelsen oppnås ved å mykne opp polyetylenet og danne en sikker søm. Dette er det enkleste alternativet og er kun egnet for rør med lik diameter, men selv det krever visse ferdigheter og evner.
Rumpesveising av HDPE-rørledninger må utføres av en kvalifisert sveiser, ellers vil det være vanskelig å oppnå presisjon og pålitelighet i forbindelsen.
Manuell buttsveiseprosedyre:
- Klargjør utstyret, inspiser sveisemaskinen, kontroller driften.
- Kutt rørene med litt ekstra lengde, og la det være igjen noen millimeter polyetylen for å danne en sveis.
- Rengjør endene for å lage helt glatte kanter for å sikre god kontakt.
- Plasser rørmaterialene i sveisemaskinen og sentrer dem.
- Plasser et varmeelement mellom delene som skal sveises. Varm endene til de smelter – oppvarmingstiden avhenger av materialets kvalitet og delenes veggtykkelse.
- Fjern varmeelementet og press endene umiddelbart sammen. Kraften og trykket som kreves for pressing genereres av en spak eller hydraulisk drift.
- Vent til polyetylenrørene er avkjølt. Kontroller sveisekvaliteten for å sikre at det ikke er noen materialoppbygging eller diameterendringer.
Hvis produkter med stor diameter må sveises, anbefales det å bruke en automatisk sveisemaskin, som vil sentrere og sammenføye seksjonene nøyaktig.
Kvalitetskontroll av sømmer
Etter at sveisingen er fullført, blir sømmene visuelt inspisert for kvalitet. Det finnes GOST-standarder for kvalitetsegenskapene til sveisede skjøter.
Krav:
- sveisingene må være ensartede langs hele lengden på nivå med de ytre overflatene av de sveisede seksjonene;
- Sveisesømfremspring over overflatene som skal skjøtes er tillatt, sømhøyde:
- med en veggtykkelse på 5 mm - fremspringet er ikke mer enn 2,5 mm;
- for en tykkelse på 6–20 mm er maksimal sømhøyde 5 mm;
- Forbindelsen må være nøyaktig sentrert; hvis det oppdages en forskyvning av overflatene som skal kobles til, må den ikke overstige 10 % av veggtykkelsen på rørene som skal kobles til.
Anbefalinger fra fagfolk
Erfarne sveisere som arbeider med HDPE-rør anbefaler ekstrem forsiktighet under sveising og overvåking av kvaliteten på skjøtene. Skjøtenes tetthet og rørledningenes levetid avhenger av nøyaktigheten til sveisene.
Profftips:
- Sørg for at rørets tverrsnitt ikke ser ut som en ellipse – dette vil redusere sveisekvaliteten betydelig;
- Rullematerialer for plastrør må holdes godt på plass til de smeltede kantene har størknet helt;
- Sveisen må være en jevn sveisestreng som stikker ut over overflatene på elementene som sveises; sveisestrengens høyde må være i samsvar med standardene (angitt i tabellen ovenfor);
- Festemidler med muttere må ikke festes mer enn til designgrensen, da for stor kraft kan forårsake skade på røret;
- Før du starter arbeidet, må du studere instruksjonene for sveising av HDPE og gjøre deg kjent med prosessparametrene.
HDPE-rør er et moderne og rimelig materiale som muliggjør konstruksjon av rørledninger for en rekke formål og konfigurasjoner. Ved hjelp av spesialisert sveiseutstyr kan disse produktene brukes til å lage pålitelige rørledninger, både industrielt og manuelt.



