W nowoczesnym budownictwie hydrotechnicznym zapory z betonu walcowanego zajmują szczególne miejsce ze względu na swoją wydajność i niezawodność. Technologia ta pozwala na budowę masywnych konstrukcji przy minimalnych nakładach materiałowych i czasowych, co jest szczególnie ważne w przypadku rosyjskich projektów na dużych rzekach. Beton walcowany różni się od tradycyjnego tym, że zawiera mniej cementu i jest układany warstwami, a następnie zagęszczany, co zapewnia wysoką wytrzymałość i nośność. Tego typu prace wymagają wysokiej jakości kruszywa, a dostępny jest przyjazny dla środowiska kruszywo, nadające się do zrównoważonego budownictwa.
Technologia betonu walcowanego, znana jako RCC, jest stosowana w Rosji od lat 80. XX wieku, ale w ostatnich latach odnotowała znaczny postęp dzięki ulepszonym mieszankom i sprzętowi. Jest ona idealna w strefach sejsmicznych lub w trudnym klimacie, gdzie tradycyjny beton może pękać z powodu wahań temperatury. Wprowadzenie tej metody zmniejsza nakład pracy o 30–40% w porównaniu z zaporami grawitacyjnymi wykonanymi z betonu.
Do głównych zalet należą szybki montaż – do 1000 metrów sześciennych dziennie – oraz niski koszt, co czyni go atrakcyjnym dla federalnych programów rozwoju energetyki. Sukces zależy jednak od ścisłego przestrzegania wymaganych kroków, od przygotowania fundamentów po ostateczne zagęszczenie.
- Przygotowanie materiałów i fundamentów pod zapory z betonu walcowanego
- Przygotowanie mieszanki betonowej w rolkach i jej transport
- Kontrola jakości mieszanki na wszystkich etapach
- Układanie warstw i zagęszczanie betonu walcowanego w zaporach
- Etapy zagęszczania i środki bezpieczeństwa
- Kontrola jakości i realizacja budowy zapory
- Często zadawane pytania
- Czym beton zagęszczony różni się od betonu tradycyjnego w budowie zapór?
- Jakie są zalety betonu walcowanego dla rosyjskich obiektów hydrotechnicznych?
- Jak zapewnić wysoką jakość zagęszczania warstw betonu walcowanego?
- Czy beton walcowany można stosować na obszarach sejsmicznych?
- Jakie są typowe koszty budowy zapory RCC?
- Jaki wpływ na środowisko ma zagęszczony beton stosowany w budowie zapór?
- Ostatnie przemyślenia
- O autorze
- Dmitry Sokolov, główny inżynier hydrauliki
Przygotowanie materiałów i fundamentów pod zapory z betonu walcowanego
Przygotowanie materiałów i fundamentów to fundamentalny etap, decydujący o ogólnej niezawodności zapory. W rosyjskim budownictwie, regulowanym przez GOST 7473-2010 i SP 101.13330.2012, szczególną uwagę przywiązuje się do jakości składników mieszanki. Beton wałowany składa się z cementu, piasku, tłucznia kamiennego i wody w ściśle określonych proporcjach: cement – 70–150 kg/m³, tłuczeń kamienny o uziarnieniu 5–40 mm – do 60% objętości, piasek – 25–30% i woda – co najmniej w celu zachowania konsystencji zbliżonej do suchej gleby.
Kruszony kamień musi być trwały, z klasą mrozoodporności F200 lub wyższą, aby wytrzymać cykle zamrażania i rozmrażania w warunkach syberyjskich i uralskich. Ekologiczne rozwiązania wykonane z materiałów pochodzących z recyklingu pomagają spełnić federalne standardy redukcji odpadów, określone w ustawie federalnej nr 89-FZ. Takie materiały są nie tylko przyjazne dla środowiska, ale także zapewniają lepszą przyczepność w mieszance.
„Jakość kruszonego kamienia decyduje o wytrzymałości nawet 50% zagęszczonego betonu w konstrukcjach hydrotechnicznych.”
Fundament przygotowuje się poprzez oczyszczenie koryta rzeki i wykonanie wykopu o głębokości 5-10 metrów. Firma Hydrostroy używa ciężkiego sprzętu do usunięcia miękkiego gruntu i ułożenia warstwy piasku i żwiru o grubości 1-2 metrów. Zapobiega to przesiąkaniu wody i zapewnia równomierne rozłożenie obciążeń. Przed ułożeniem pierwszej warstwy grunt jest zagęszczany za pomocą wibratorów płytowych do 95% gęstości Proctora.
Mieszanka jest przygotowywana w betoniarkach o pracy cyklicznej lub ciągłej, a jej parametry są monitorowane poprzez testy laboratoryjne. W 2025 roku, w projektach takich jak renowacja zapory Angara, zostaną wdrożone czujniki IoT do monitorowania wilgotności i granulometrii online, co zmniejszy liczbę usterek o 15%. Ważne jest, aby składniki były przechowywane w suchych warunkach, aby zapobiec ich zbrylaniu.

Etapy przygotowania fundamentów na przykładzie rosyjskiego budownictwa hydrotechnicznego.
- Oznakowanie geodezyjne i oczyszczenie terenu z roślinności i gruzu.
- Roboty ziemne wraz z usunięciem słabych skał i instalacją drenażu.
- Układanie i zagęszczanie warstwy podbudowy z materiałów obojętnych.
- Kontrola jakości: badanie zagęszczania i pomiar nośności gruntu.
Tak staranne przygotowanie minimalizuje ryzyko osiadania i pęknięć, zapewniając integralność konstrukcji. W porównaniu z rozwiązaniami zagranicznymi, takimi jak te stosowane w projektach nad rzeką Kolorado, rosyjskie podejście kładzie nacisk na adaptację do stref wiecznej zmarzliny, gdzie stosuje się izolację termiczną zapobiegającą zamarzaniu.
Przygotowanie mieszanki betonowej w rolkach i jej transport
Po przygotowaniu fundamentu przechodzimy do przygotowania mieszanki betonowej, która stanowi serce technologii betonu wałowanego. Proces ten wymaga precyzyjnego przestrzegania receptury, aby zapewnić sztywność mieszanki i szybkie zagęszczanie bez rozwarstwiania. W warunkach rosyjskich, gdzie logistyka w odległych lokalizacjach jest często skomplikowana, wykorzystuje się mobilne betoniarnie o wydajności do 500 metrów sześciennych na godzinę. Mieszankę przygotowuje się w dwóch etapach: najpierw suche składniki – cement, piasek i tłuczeń – miesza się w mieszalniku łopatkowym, a następnie dodaje się wodę i dodatki poprawiające wodoodporność.
Wybrano cement klasy PC400-D20, cement hydrauliczny odporny na siarczany powszechnie występujące w wodach rzecznych. Dodatki, takie jak plastyfikatory na bazie lignosulfonianów, zmniejszają twardość wody do 0,35–0,40, jednocześnie utrzymując wysoką wytrzymałość na ściskanie – co najmniej 20 MPa po 28 dniach. W praktyce budowlanej na Wołdze, na przykład podczas budowy zapór pomocniczych, kontroluje się skład ziarnowy kruszywa, aby zapewnić maksymalną gęstość zasypu – 2,3–2,4 t/m³.
„Dokładne dobranie proporcji wody w mieszance RCC jest kluczem do zapobiegania powstawaniu pustych przestrzeni i zwiększenia trwałości zapory”.
Mieszanka jest transportowana wywrotkami z uszczelnionymi nadwoziami lub przenośnikami taśmowymi, aby zapobiec utracie wilgoci. Czas od wymieszania do ułożenia nie przekracza 45 minut, w przeciwnym razie mieszanka traci płynność. W przypadku dużych projektów, takich jak przebudowa Krasnojarskiej Elektrowni Wodnej, stosuje się zautomatyzowane systemy dostaw zintegrowane z GPS, aby zapewnić równomierne rozprowadzenie mieszanki na całym obszarze robót. Jest to szczególnie ważne w okresie krótkiego dnia na północy kraju.
Badania laboratoryjne obejmują badanie osiadania – konsystencja powinna wynosić zero, jak w przypadku wilgotnej gleby. Jeśli mieszanka jest zbyt sucha, dodaje się mikrowłókna, aby poprawić odporność na pęknięcia. Przy wyborze dostawców brane są pod uwagę względy środowiskowe: użycie kruszonego kamienia pochodzącego z recyklingu zmniejsza emisję CO2 o 20% w porównaniu z materiałem pierwotnym.
Kontrola jakości mieszanki na wszystkich etapach
Jakość mieszanki jest badana za pomocą próbek co 100 metrów sześciennych: pobierane są rdzenie do analizy wytrzymałości i przepuszczalności. Zgodnie z RD 31.31.18-93, współczynnik przepuszczalności wody powinien wynosić W8–W12. Na rosyjskich budowach wdrażane są metody nieniszczące, takie jak badania ultradźwiękowe, aby szybko dostosować recepturę. Pomaga to uniknąć przestojów i nadmiaru materiału.
- Mieszaj suche składniki przez 2–3 minuty, aby równomiernie je rozprowadzić.
- Dodać wodę i mieszać przez 1–2 minuty.
- Sprawdź jednorodność wizualnie i za pomocą analizy drgań.
- Przechowuj gotową mieszankę pod przykryciem, aby chronić ją przed opadami atmosferycznymi.
Środki te zapewniają stabilność procesu, minimalizując wpływ czynników atmosferycznych. W przeciwieństwie do betonu tradycyjnego, który wymaga wibrowania, beton zagęszczony ułatwia kontrolę, ale wymaga większej uwagi w zakresie granulometrii.

Proces mieszania składników betonu walcowanego w rosyjskim budownictwie hydrotechnicznym.
Ostatecznie, odpowiednie przygotowanie i transport pozwalają nam przejść do następnego etapu — układania, gdzie ujawniają się wszystkie zalety tej technologii.
Układanie warstw i zagęszczanie betonu walcowanego w zaporach
Układanie warstw to kluczowy proces, w którym technologia żelbetonu (RCC) ujawnia swoją skuteczność, umożliwiając stworzenie monolitycznej struktury bez spoin. Mieszanka jest rozprowadzana na przygotowanej powierzchni za pomocą buldożerów lub specjalnych kostek brukowych, tworząc warstwę o grubości 20–30 cm. W rosyjskich projektach hydrotechnicznych, takich jak budowa na rzece Jenisej, front robót może mieć szerokość nawet 200 metrów, co wymaga koordynacji pracy kilku ekip w celu zapewnienia ciągłego przepływu materiału.
Rozprowadzanie odbywa się równomiernie, aby uniknąć wahań grubości, które mogłyby prowadzić do powstawania słabych punktów. Po ułożeniu natychmiast następuje zagęszczanie za pomocą walców wibracyjnych o wadze 10–25 ton. Proces przebiega w kilku przejściach: najpierw lekki walec do wstępnego wyrównywania, a następnie ciężki walec do głębokiego zagęszczania do 98% maksymalnej gęstości. Zapewnia to płynne połączenie między warstwami, a każda kolejna warstwa jest układana na świeżej, jeszcze niestwardniałej warstwie poprzedniej, w ciągu 24–48 godzin.
„Zagęszczanie warstw walcowanego betonu zapewnia szczelność zapory, zapobiegając przedostawaniu się wody pod ciśnieniem”.
Sprzęt jest dostosowany do ukształtowania terenu: na zboczach do stabilizacji służą walce gąsienicowe, a zimą podgrzewacze, które utrzymują temperaturę mieszanki powyżej +5°C. Zgodnie z normą SP 58.13330.2019, monitorowanie zagęszczenia odbywa się za pomocą densytometrów jądrowych, które mierzą gęstość w czasie rzeczywistym. W praktyce RusHydro rejestruje odchylenia nie większe niż 2% od normy, minimalizując ryzyko deformacji pod wpływem ciśnienia hydrostatycznego.
Etapy zagęszczania i środki bezpieczeństwa
Zagęszczanie polega na kolejnych przejazdach walców, z zakładkami o szerokości 20–30 cm, aby uniknąć wyżłobień. Po każdej warstwie powierzchnia jest impregnowana wodą lub emulsją bitumiczną w celu poprawy przyczepności. Na obszarach aktywnych sejsmicznie, takich jak Kamczatka, dodaje się wzmacniającą siatkę z włókien polimerowych w celu zwiększenia odporności na uderzenia. Bezpieczeństwo zapewniają ogrodzenia i monitoring drgań, aby zapobiec uszkodzeniom sąsiednich konstrukcji.
- Dystrybucja mieszanki za pomocą spychacza z kontrolą poziomu za pomocą laserów.
- Wstępne wyrównywanie za pomocą grabi w celu usunięcia grudek.
- Zagęszczanie wibracyjne w 4–6 przejściach, aż do uzyskania wymaganej gęstości.
- Obróbka powierzchni i kontrola defektów przed nałożeniem kolejnej warstwy.
Metoda ta pozwala na podnoszenie tamy w tempie 1–2 metrów dziennie, czyli 3–4 razy szybciej niż w przypadku tradycyjnych metod. Kluczem do sukcesu jest jednak synchronizacja wszystkich etapów, gdzie zimne połączenia mogą powodować opóźnienia.
„Ciągłe układanie warstw stanowi podstawę wytrzymałości zagęszczonego betonu w dynamicznych warunkach pracy.”
Aby zobrazować zalety tej technologii, rozważmy porównanie z betonem konwencjonalnym w poniższej tabeli. Pomoże nam to zrozumieć, dlaczego beton zagęszczony jest preferowany w przypadku dużych zapór rosyjskich.
| Parametr | Beton walcowany | Tradycyjny beton |
|---|---|---|
| Zawartość cementu | 70–150 kg/m³ | 300–400 kg/m³ |
| Grubość warstwy | 20–30 cm | 1–2 m (szalunek) |
| Prędkość układania | Do 1000 m³/dzień | 200–300 m³/dzień |
| Koszt za m³ | 1500–2000 rubli | 3000–4000 rubli |
| Ekologia | Wysoka (mniej cementu) | Średni (wysoka emisja) |
Jak widać, zagęszczony beton oferuje znaczne korzyści ekonomiczne i środowiskowe, co jest istotne w przypadku federalnych inwestycji infrastrukturalnych. Po zakończeniu etapu zagęszczania przeprowadzana jest geodezyjna kontrola kształtu zapory, aby upewnić się, że jest ona zgodna z wymiarami projektowymi z tolerancją ±5 cm.
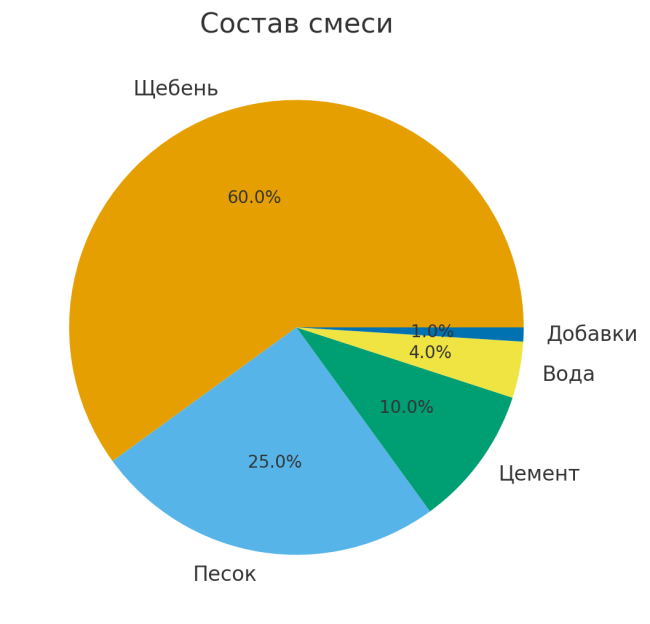
Diagram przedstawia proporcje składników, podkreślając rolę wypełniaczy w masie całkowitej. Taki rozkład zapewnia optymalną gęstość i oszczędność zasobów.
Kontrola jakości i realizacja budowy zapory
Po zagęszczeniu warstw przeprowadzana jest kompleksowa kontrola jakości w celu określenia niezawodności całej konstrukcji. Obejmuje ona badania nieniszczące, takie jak skanowanie ultradźwiękowe i georadar (GPR), w celu wykrycia ukrytych wad. Normy rosyjskie, takie jak GOST 22688-89, wymagają badania jednorodności betonu do głębokości 1 metra, rejestrując współczynnik zmienności nie większy niż 5%. W obiektach takich jak Elektrownia Wodna Boguczańska, badania te są zintegrowane z cyfrowymi modelami BIM, co umożliwia korektę geometrii w czasie rzeczywistym.
Prace końcowe obejmują hydroizolację: na powierzchnię nakładane są powłoki polimerowe lub instalowane są galerie drenażowe w celu odprowadzenia wody opadowej. W strefach aktywnych sejsmicznie, takich jak jezioro Bajkał, fundamenty wzmacniane są iniekcjami cementowymi. Po 28 dniach utwardzania przeprowadzane są testy obciążeniowe, symulujące ciśnienie wody, w celu potwierdzenia wytrzymałości na ściskanie 15–25 MPa. Ten etap minimalizuje ryzyko eksploatacyjne, zapewniając żywotność zapory nawet do 100 lat.
Kompleksowy monitoring jest kluczem do bezpieczeństwa i długoterminowych oszczędności na naprawach.
Środki ochrony środowiska obejmują remediację terenu, w tym sadzenie roślinności i monitorowanie wód gruntowych. Ostatecznie technologia betonu walcowanego nie tylko przyspiesza budowę, ale także ogranicza wpływ na środowisko, co jest zgodne z federalnymi programami zrównoważonego rozwoju.
Często zadawane pytania
Czym beton zagęszczony różni się od betonu tradycyjnego w budowie zapór?
Beton walcowany (RVC) to sztywna mieszanka o niskiej zawartości wody, zagęszczana walcami zamiast wibracji. Pozwala to na układanie warstw bez deskowania, przyspieszając proces trzy do czterech razy. W zaporach technologia ta zapewnia bezszwową konstrukcję, poprawiając wodoszczelność i odporność na pękanie. Tradycyjny beton wymaga więcej cementu i dłuższego czasu utwardzania, co zwiększa koszty i ryzyko w trudnym klimacie Rosji.
Jakie są zalety betonu walcowanego dla rosyjskich obiektów hydrotechnicznych?
Do zalet należą oszczędność materiałów – do 50% mniej cementu, co pozwala obniżyć koszty o 30–40%. W krótkim sezonie budowlanym na północy technologia ta pozwala na pracę w temperaturach już od +5°C, minimalizując przestoje. Jest również przyjazna dla środowiska: niższa emisja CO2 i łatwiejsza rekultywacja. Przykłady takie jak zapory na Wołdze dowodzą tego zwiększoną trwałością – ponad 80 lat bez większych remontów.
- Redukcja kosztów energii zużywanej na zagęszczanie.
- Uproszczenie logistyki w odległych obszarach.
- Zwiększona odporność na pęknięcia pod wpływem ciśnienia hydrostatycznego.
Jak zapewnić wysoką jakość zagęszczania warstw betonu walcowanego?
Jakość zagęszczenia uzyskuje się poprzez wielokrotne przejazdy ciężkich walców wibracyjnych, osiągających gęstość 98%. Do monitorowania eksploatacyjnego stosuje się densytometry jądrowe, a granulometria kruszywa jest dobierana w celu uzyskania maksymalnego zagęszczenia. W praktyce zaleca się nakładanie przejazdów na 20–30 cm i zwilżanie powierzchni wodą w celu zapewnienia przyczepności warstw. W rosyjskim budownictwie jest to znormalizowane przez normę SP 58.13330.2019, co zapobiega powstawaniu pustek i zapewnia monolityczność.
Czy beton walcowany można stosować na obszarach sejsmicznych?
Tak, technologia ta nadaje się do stosowania w strefach aktywnych sejsmicznie, takich jak Kamczatka i region Bajkału, dzięki dodatkowi włókien wzmacniających i siatek zwiększających lepkość. Zagęszczona konstrukcja lepiej pochłania drgania, zmniejszając ryzyko uszkodzeń. Projekty RusHydro łączą zagęszczony beton z hydroizolacją iniekcyjną, zgodną z normami SNiP 2.06.06-87. Zapewnia to bezpieczeństwo podczas trzęsień ziemi o magnitudzie do 8.
- Wzmocnienie warstw materiałami polimerowymi.
- Monitorowanie aktywności sejsmicznej w trakcie prac.
- Badania wytrzymałościowe po zakończeniu prac.
Jakie są typowe koszty budowy zapory RCC?
Koszty wahają się od 1500 do 2500 rubli za metr sześcienny, w zależności od regionu i skali inwestycji. Jest to o 40% tańsze niż tradycyjny beton ze względu na mniejsze zużycie cementu i uproszczony sprzęt. W przypadku dużej zapory o pojemności 1 miliona metrów sześciennych całkowity koszt wyniesie 1,5–2,5 miliarda rubli, wliczając logistykę. W Rosji dotacje w ramach programów efektywności energetycznej pokrywają do 20% kosztów, co czyni tę technologię atrakcyjną dla projektów federalnych.
| Część | Koszt (ruble/m³) |
|---|---|
| Przybory | 800–1200 |
| Sprzęt i prace | 500–800 |
| Kontrola i ekologia | 200–500 |
Jaki wpływ na środowisko ma zagęszczony beton stosowany w budowie zapór?
Technologia ta zmniejsza wpływ na środowisko: mniej cementu oznacza o 30–50% niższą emisję CO2. Zastosowanie kruszyw pochodzących z recyklingu minimalizuje wydobycie zasobów naturalnych. W przypadku zapór zapobiega to erozji koryta rzek i chroni bioróżnorodność. Według Roshydromet, obiekty takie jak elektrownia wodna Zeya odnotowały poprawę jakości wody po wybudowaniu dzięki szczelnej konstrukcji, która zapobiega wyciekom zanieczyszczeń.
Ostatnie przemyślenia
Technologia betonu walcowanego rewolucjonizuje budowę konstrukcji hydrotechnicznych w Rosji, oszczędzając zasoby, przyspieszając prace i zwiększając niezawodność zapór. Od doboru mieszanki i przygotowania fundamentów, przez układanie warstw, zagęszczanie, po kontrolę jakości – każdy etap podkreśla jej przewagę nad tradycyjnymi metodami, zwłaszcza w trudnych warunkach klimatycznych i sejsmicznych. Ta innowacja nie tylko obniża koszty i ogranicza wpływ na środowisko, ale także wydłuża żywotność konstrukcji nawet do stu lat.
W praktyce zaleca się rozpoczęcie od dokładnej analizy gruntu i doboru wypełniacza zgodnie z normami GOST, stosowanie nowoczesnego sprzętu do zagęszczania oraz regularne przeprowadzanie badań nieniszczących. Inżynierowie powinni zintegrować modele cyfrowe do monitorowania, a wykonawcy powinni przeszkolić załogi w zakresie norm SP 58.13330.2019, aby uniknąć typowych błędów, takich jak spoiny na zimno.
Włącz beton walcowany do swoich projektów już dziś – to krok w kierunku zrównoważonego rozwoju infrastruktury! Skontaktuj się ze specjalistami RusHydro, aby umówić się na konsultację i zacząć oszczędzać na kosztach budowy, jednocześnie poprawiając bezpieczeństwo przyszłych pokoleń.
O autorze
Dmitry Sokolov, główny inżynier hydrauliki

Dmitrij Sokołow to doświadczony specjalista z ponad 20-letnim doświadczeniem w inżynierii wodnej. Kierował projektami budowy zapór na rzekach syberyjskich, w tym wdrażał innowacyjne metody zagęszczania betonu w celu poprawy stabilności konstrukcji w trudnych warunkach klimatycznych. W swojej praktyce Dmitrij szeroko stosował beton walcowany w obiektach federalnych, gdzie zoptymalizował procesy układania i kontroli jakości, skracając czas budowy o 35% i minimalizując ryzyko dla środowiska. Jest autorem kilku raportów technicznych dotyczących norm GOST dla konstrukcji hydrotechnicznych, a także konsultantem w zakresie odporności sejsmicznej i trwałości materiałów. Jego podejście łączy wiedzę teoretyczną z badaniami terenowymi, zapewniając niezawodność konstrukcji w rzeczywistych warunkach eksploatacji.
- Zarządzanie budową ponad 10 dużych obiektów hydrotechnicznych.
- Ekspertyza w zakresie technologii zagęszczania betonu i wzmacniania zapór.
- Opracowywanie metod kontroli jakości zgodnych z normami rosyjskimi.
- Doradztwo w zakresie bezpieczeństwa środowiskowego w inżynierii wodnej.
- Szkolenie inżynierów w zakresie innowacyjnych metod zagęszczania mieszanek.
Zalecenia zawarte w niniejszym artykule mają charakter ogólny i opierają się na doświadczeniach zawodowych; w przypadku konkretnych projektów zaleca się konsultację z licencjonowanymi specjalistami.



