În zilele noastre, serele din țevi profilate sunt adesea instalate în căsuțele de vară. Sunt stabile, au o durată de viață mai lungă și transmit mai multă lumină decât cele din lemn.
Pentru a instala o structură din oțel profilat, aceasta trebuie îndoită la un anumit unghi. Pare imposibil să faci acest lucru fără echipament specializat. În acest articol, vom explora metodele posibile și vom explica cum să îndoiești acasă oțelul profilat pătrat fără o mașină de îndoit țevi.
- Ce dificultăți apar în timpul procesului de îndoire a unei țevi profilate?
- Cum influențează forma și caracteristicile tehnice ale unei țevi profilate alegerea metodei de îndoire?
- Cum se îndoiește o țeavă profilată fără o mașină de îndoit țevi
- Cum se îndoiește cu preîncălzire (cu umplutură de nisip)
- 7 moduri de a îndoi fără încălzire (metoda la rece)
- 3 opțiuni alternative pentru îndoire
- Îndoim folosind o mașină de îndoit țevi
- Cum se îndoiește o țeavă profilată la 90 de grade
- Cum să eviți ovalizarea
- Sfaturi și recomandări
- Servicii de îndoire
- Dispozitive de îndoire
Ce dificultăți apar în timpul procesului de îndoire a unei țevi profilate?
Țeavă profilată flexibilă înseamnă îndoirea parțială sau completă a acesteia. După cum se știe, Țevile profilate au un grad ridicat de rezistență, deci pot fi îndoite doar sub presiune sau prin încălzirea zonei care este îndoită. În timpul acestui proces, asupra piesei acționează două forțe:
- compresie - în interior;
- extensii - în exterior.
Tocmai în direcția opusă acestor forțe rezidă dificultatea de a lucra la rotunjirea unei țevi:
- În locuri diferite, țeava profilată poate reacționa diferit la îndoire, ceea ce va duce la o pierdere a alinierii, adică secțiuni individuale ale piesei de prelucrat vor fi amplasate pe suprafețe diferite.
- Țeava nu este întotdeauna capabilă să reziste procesului de întindere și se poate îndoi sau exploda. Aceste probleme apar cel mai adesea atunci când îndoirea este efectuată incorect.
- Produsul poate dezvolta pliuri care seamănă cu ondulațiile.
- Nivelul de rezistență scade atunci când este supraîncălzit și structura este deteriorată.
- Pereții laterali sunt zdrobiți - acest lucru se întâmplă din cauza presiunii excesive atunci când piesa de prelucrat trece prin structura de îndoire.
Pentru a evita aceste probleme, trebuie să țineți cont de materialul din care sunt fabricate țevile și de dimensiunea acestora: grosimea peretelui, diametrul, unghiul de îndoire.
Cum influențează forma și caracteristicile tehnice ale unei țevi profilate alegerea metodei de îndoire?
Țevile profilate nu sunt rotunde, sunt dreptunghiulare, ovale sau pătratePentru serele din apropierea unei case de la țară, se recomandă utilizarea modelelor pătrate sau dreptunghiulare; acestea au pereți plați, ceea ce facilitează fixarea învelișului.

Gama de profile este vastă. Acestea au diverși parametri geometrici. Principalii sunt dimensiunea secțiunii transversale și grosimea peretelui. Ductilitatea este importantă, deoarece aceasta determină raza de îndoire posibilă. Este demn de remarcat faptul că țevile profilate încălzite le cresc ductilitatea, făcându-le mai ușor de îndoit.
Există două metode tehnologice:
- „rece” - fără expunere la temperatură;
- „fierbinte” - zona este preîncălzită.
În plus, țevile slab aliate și pe bază de carbon au o elasticitate sporită și pot reveni la forma inițială atunci când sunt îndoite, așa că nu sunt utilizate pentru construcția de sere. Țevile profilate cu diametrul de 2 mm nu sunt recomandate, deoarece au o rezistență scăzută în punctul de îndoire.
Nu există standarde stricte pentru alegerea unei metode de îndoire a țevilor pătrate, există doar ovalAceste standarde se aplică țevilor sudate la cald cu diametrul de peste 100 mm, dar nu se aplică produselor profilate.
Profesioniștii sugerează utilizarea metodei „la rece” pentru materialul tubular laminat cu un diametru mai mic de 10 mm și îndoirea acestuia sub căldură pentru cele cu un diametru de 40 mm și mai mare.
Se recomandă efectuarea unei probe de îndoire acasă: prindeți un capăt al tubului profilat într-o menghină și plasați un tub cu diametru mai mare pe celălalt. Acest „umăr” trebuie strâns în timp ce îndoiți piesa de prelucrat. Dacă se îndoaie ușor, atunci încălzirea nu este necesară. Care dintre aceste metode să utilizați pentru a îndoi tubul profilat acasă depinde de dumneavoastră.
Metode de îndoire în funcție de tipul de material al țevii, pentru:
- metal laminat - sudat, cu tăiere cu o mașină de șlefuit;
- oțel - cu încălzire;
- plastic sau aluminiu - orice opțiune, deoarece materialul este moale.

Produsele metalice laminate pătrate variază în ceea ce privește secțiunea transversală și dimensiunea peretelui. Acești factori influențează unghiul de îndoire.
Există numeroase nuanțe inginerești legate de această problemă. Dar cunoașterea tuturor nu este necesară pentru teme. Este important să acordăm atenție următoarelor aspecte.
- Produsele subțiri cu o secțiune transversală de până la 20 mm trebuie îndoite fără o mașină de îndoit țevi într-o zonă de 2,5 ori mai mare decât înălțimea țevii în sine.
- Metalul laminat gros poate fi îndoit într-o zonă de trei ori mai lungă decât secțiunea sa transversală. Dacă acest lucru este ignorat, metalul se va crăpa la exterior sau se va deforma la interior.
- Îndoirea unui tub pătrat este periculoasă dintr-un singur aspect: poate provoca o fractură la locul operației, ceea ce duce la respingerea piesei.
- Condiția limită este următorul raport: raza minimă nu trebuie să fie mai mică de două ori și jumătate secțiunea transversală de încovoiere. De exemplu, pentru un produs cu grosimea de 40 mm, raza internă minimă este de 40 x 2,5 = 100 mm.
Înainte de a îndoi o țeavă de profil din oțel, ar trebui să vă amintiți încă o regulă.

Produsul tinde să revină la forma inițială după modelare. Din acest motiv, este recomandat să îl îndoiți puțin mai mult decât este prevăzut în model. Dacă îndoiți piesa de prelucrat puțin mai mult, rotunjirea finală va corespunde specificațiilor modelului.
Toate aceste condiții trebuie luate în considerare înainte de începerea lucrului, altfel speranța la un rezultat de înaltă calitate este inutilă.
Cum se îndoiește o țeavă profilată fără o mașină de îndoit țevi
De obicei, atunci când se construiesc copertine sau structuri de seră la o cabană de vară, se utilizează țevi profilate de dimensiuni mici. Precizia unghiului de îndoire nu este critică, așa că uneltele improvizate sunt potrivite pentru îndoire.
Desigur, este mai bine să efectuați această procedură într-o cameră separată, unde există o bancă de lucru și diverse unelte.
De asemenea, trebuie să pregătiți îmbrăcăminte specială; aceasta vă va proteja de praf, așchii, scântei și atunci când lucrați cu o torță.
Dacă faci o îndoire acasă, trebuie să iei în considerare:
- Cantitatea de îndoire.
- Materiale de fabricație.
- Grosimea pereților.
- Secțiune.
Deformarea produselor profilate laminate se efectuează în limitele admisibile stabilite pentru secțiunea transversală și grosimea peretelui.
În timpul lucrului, este necesar să se asigure că secțiunea transversală nu se aplatizează și că nu apar fracturi interne.

Cum se îndoiește cu preîncălzire (cu umplutură de nisip)
Pentru a obține o îndoire uniformă și de înaltă calitate a unei țevi profilate atunci când utilizați metoda „la cald”, umpleți mai întâi piesa cu nisip. Deoarece lucrarea va implica metal fierbinte, este necesar să purtați mănuși de pânză.
Pas cu pas, îndoirea unui produs pătrat arată astfel:
- O pană de lemn este introdusă în duză la un capăt. Lungimea sa trebuie să fie de 10 ori lățimea bazei. Aria bazei este egală cu dublul suprafeței găurii din piesa de prelucrat pe care o va acoperi.
- Nisip cu granulație fină este turnat în țeavă, mai întâi cernut și uscat (copt la 150 de grade Celsius). Profilul cu nisip este umplut cu o pâlnie. Pentru a asigura o distribuție densă și uniformă, acesta este turnat în porții. În timpul acestui proces, loviți pereții piesei cu un ciocan de lemn.

- O pană este, de asemenea, introdusă din cealaltă parte.
- Dopurile trebuie să corespundă dimensiunilor interne ale profilului. Unul dintre ele are patru caneluri longitudinale tăiate pentru a permite evacuarea gazului produs la încălzirea nisipului.
- Locul care trebuie îndoit este marcat cu cretă.
- Semifabricatul profilului este fixat într-o menghină. Dacă produsul are o sudură, aceasta ar trebui să fie pe lateral.
- Locul marcat cu cretă se încălzește cu un arzător pe gaz până se înroșește.
- Îndoiți profilul pătrat cu grijă, fără mișcări bruște, dar cu forță. Acest lucru se face dintr-o singură mișcare.
- Piesele trebuie apoi lăsate să se răcească, iar rezultatul trebuie comparat cu șablonul.
- Dacă îndoirea este făcută corect, dopurile sunt scoase și nisipul este turnat.
Dacă îndoiți un tub pătrat cu suduri, acestea trebuie plasate pe exteriorul îndoirii, nu pe interior, altfel sudura se va desprinde.
Această metodă este potrivită doar pentru realizarea unei curbe de colț o singură dată. Încălzirea repetată va face ca metalul să piardă din rezistență.
Este posibil să îndoiți un produs de țeavă umplut cu nisip fără a-l încălzi, dar acesta este un proces mai complex.
7 moduri de a îndoi fără încălzire (metoda la rece)
Puteți îndoi o țeavă profilată folosind tehnica „la rece”, folosind diverse unelte și fără preîncălzire. Să vedem cum să îndoiți singur o țeavă profilată fără încălzire.
- Îndoiți cu umplutură - apăAceastă opțiune este mai puțin costisitoare, nu necesită încălzire și este concepută pentru țevi subțiri din duraluminiu și alamă. Este deosebit de convenabilă de utilizat iarna, când temperaturile scad sub zero grade.
Procedura nu este complicată:
- un capăt al piesei de prelucrat este sigilat cu un dop;
- din celălalt capăt, se toarnă apă în piesă și aceasta este, de asemenea, sigilată;
- profilul este scos afară și ținut la rece până când apa îngheață;
- țeava se îndoaie, când apa este înghețată în ea acest lucru este ușor;
- Produsul este adus într-un loc cald, lichidul este dezghețat și apa este scursă.
Metoda este recomandată pentru țevile din metale neferoase, deoarece acestea nu sunt supuse coroziunii.
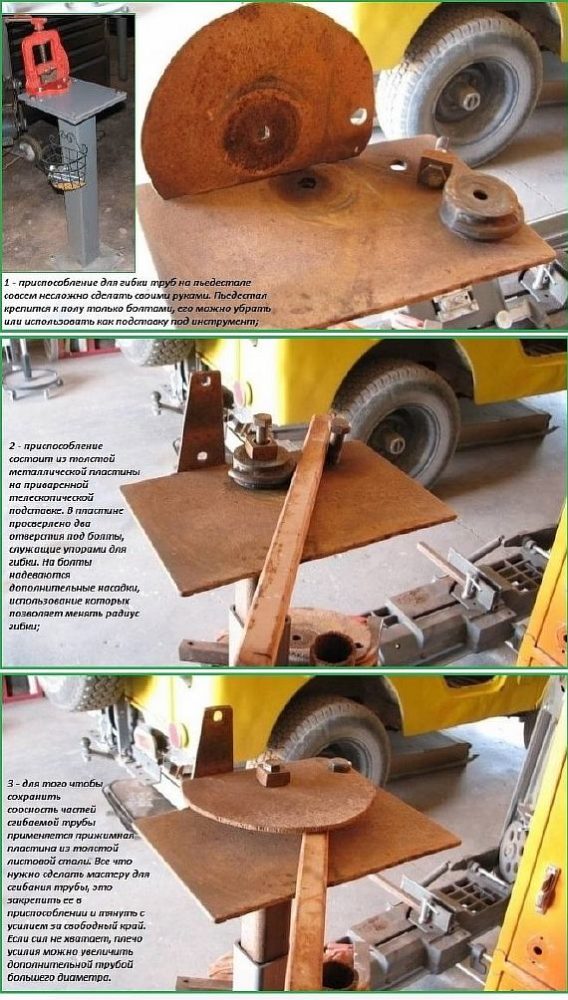
2. Cu placă de îndoire — Această metodă este concepută pentru îndoirea țevilor pătrate din oțel sau aluminiu. Placa este un panou realizat dintr-o tablă metalică groasă. Este sudată pe un stâlp montat pe o platformă improvizată. Îndoirea necesită mai mulți pași.
- găuriți găuri în placă pentru șuruburi, acestea vor servi drept opritor pentru țeavă;
- Plasați o duză pe un șurub; este necesară pentru a regla unghiul de îndoire;
- Pentru a asigura alinierea secțiunilor de țeavă adiacente curbei, deasupra acesteia trebuie plasată o placă metalică fixată cu șuruburi.
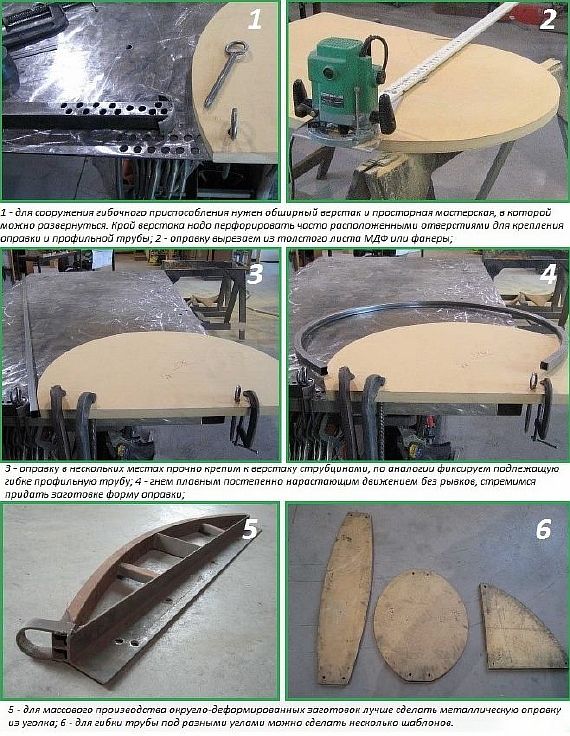
3. Îndoirea mandrelului — Potrivit pentru țevi profilate cu o înălțime a peretelui de maximum 25 mm. Acest model se așează cel mai bine pe o bancă de lucru. Găuriți frecvent de-a lungul marginii sale pentru a fixa dornul și țeava profilată.
- Gradul de îndoire se ajustează folosind un șablon din placaj sau un unghi metalic. Prin aplicarea unei forțe fizice, piesa este plasată pe dorn, dându-i unghiul de îndoire dorit.
4. Folosind o râșniță - Această metodă nu vă permite să realizați un semicerc perfect, deoarece îndoirea este alcătuită din mai multe segmente drepte, acestea fiind situate la unghiuri diferite.
- Metoda implică efectuarea unor tăieturi transversale (de obicei trei) cu o polizor în locația îndoirii planificate. Cu cât unghiul de îndoire este mai mic, cu atât numărul de tăieturi este mai mare.
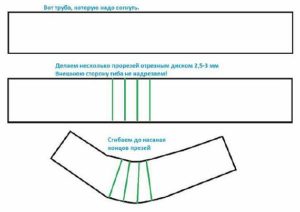
- Apoi, țeava trebuie îndoită în punctele de tăiere - acest lucru se poate face fără a aplica o forță excesivă, iar tăieturile trebuie sudate.
- Dacă sudurile sunt bine lustruite, produsul va arăta destul de decent, fără pliuri și nu își va pierde rezistența.
5. Cu un arc — o tehnică simplă de îndoire. Un arc este fabricat din sârmă de 2 mm. Acesta trebuie îndoit după forma conductei, astfel încât fiecare secțiune să fie cu 2-3 mm mai mică decât țeava de pe partea corespunzătoare, permițându-i să se miște ușor în cadrul profilului.
- Arcul finit trebuie introdus în piesă și apoi îndoit la unghiul dorit. Dacă se dorește, punctul de îndoire poate fi încălzit pentru a facilita procesul. Pentru a facilita scoaterea arcului din piesă, la capătul acestuia se leagă un fir.
6. Folosind un ax cu role Această metodă este concepută pentru țevi cu dimensiuni cuprinse între 10 și 25 mm. Pentru a îndoi o țeavă dreptunghiulară, aceasta trebuie fixată într-o menghină. Apoi se folosește o rolă specială pentru a îndoi piesa, aplicând forță. Acest dispozitiv produce o îndoire de înaltă calitate, dar necesită rezistență fizică.
7. Folosind o pârghie - este un mâner din lemn sau metal, în partea inferioară a căruia se află o duză cu orificiu.
Pentru a îndoi piesa de prelucrat, aceasta trebuie introdusă în gaură până la punctul de îndoire. Apoi, maneta este trasă înapoi, iar această acțiune îndoaie țeava. Această metodă nu este precisă, dar este potrivită pentru îndoirea profilelor de seră. Vezi cum poți face singur o seră.

3 opțiuni alternative pentru îndoire
Există mai multe metode alternative simple pentru îndoirea unei țevi profilate la raza necesară:
- Forjare — lovirea cu un ciocan greu. Aceasta necesită o nicovală cu vârful rotunjit. Piesa de prelucrat trebuie fixată pe nicovală cu cleme. Apoi, loviți piesa de prelucrat fără a aplica o forță excesivă pentru a evita aplatizarea acesteia.
- Conform tiparelor — Aveți nevoie de o suprafață de asfalt sau beton, pe care să marcați conturul viitorului arc. Apoi, introduceți barele de armare, fixând profilul de primul. Pe măsură ce îndoiți, sudați semifabricatul de armătură, iar când ați terminat, tăiați barele cu o polizor.
- Închiriere sub opresiune — Aceasta necesită un vehicul cu roți montate lateral. Profilul este plasat într-un canal de oțel sau beton pregătit, iar roata este rulată peste piesa de prelucrat. Alinierea axială trebuie controlată folosind ghidaje metalice.
Îndoim folosind o mașină de îndoit țevi
Dacă se folosesc țevi profilate cu diametru mare pentru a construi o seră, îndoirea manuală a acestora va fi dificilă. Vă recomandăm să vă familiarizați cu cu instrucțiuni despre cum să construiești singur o mașină standard de îndoit țevi, designul său constă dintr-o roată motrice (se mișcă de-a lungul marginilor îndoind țeava la unghiul dorit), un cadru, un transportor și elemente de prindere.
Un îndoitor de țevi poate fi:
- Manual – conceput pentru lucrări la scară mică. Piesa de prelucrat este plasată într-un transportor și fixată cu o rolă. Roata este rotită de un mâner, rezultând procesul de îndoire.
- Electric — echipamentul este recomandat pentru țevi cu profil mai gros. Dispozitivul este alimentat electric, iar roata este acționată de un motor electric, eliminând necesitatea manoperei manuale. Principiul de funcționare este similar cu cel precedent: profilul este introdus într-un transportor și, pe măsură ce trece prin zona de prindere, este îndoit.

Când se utilizează acest dispozitiv, colțurile țevii, atât cele din interior, cât și cele din exterior, sunt supuse unei presiuni egale, astfel încât curba este de înaltă calitate și nu se sparge.
Cum se îndoiește o țeavă profilată la 90 de grade
Țevile profilate cu o rotire de 90 de grade nu au colțuri ascuțite și arată plăcut din punct de vedere estetic.
Mai întâi, trebuie să pregătiți uneltele - o mașină de sudură, o polizor unghiular și discuri.
Să analizăm pas cu pas procesul de îndoire a unui profil.
- Punctul de îndoire este marcat pe piesa de prelucrat, iar liniile transversale sunt marcate pe toate laturile. Se măsoară jumătate din lățime, iar dimensiunea acesteia este marcată pe prima linie și pe toate liniile transversale.

- Liniile de rază sunt trasate folosind o busolă sau alt obiect rotund. Aceste linii sunt trasate pe ambele părți, iar zona care trebuie eliminată este, de asemenea, marcată.

- Se fac tăieturi pe o parte între cele două marcaje. Apoi se îndepărtează cele două bucăți laterale.

- Piesa de prelucrat este îndoită ușor înapoi, apoi spre interior. Rezultatul este un unghi drept pe interior și un unghi rotunjit pe exterior.


- Folosind o mașină de sudură, secțiunea de îndoire este prinsă pe ambele părți, după care toate cusăturile sunt sudate.

- Zgura este îndepărtată, iar îmbinările sunt prelucrate cu un disc de șlefuit cu lamele.

Această metodă este potrivită pentru îndoirea unui profil de orice dimensiune cu propriile mâini.
Cum să eviți ovalizarea
La efectuarea îndoirii la rece, există subtilități care trebuie luate în considerare pentru a menține secțiunea transversală a profilului. În acest scop, se instalează limitatoare:
- intern - nu permite îngustarea conductei;
- extern - nu permite extinderea pereților laterali.
Se recomandă utilizarea unui material rigid ca limitator; acesta își menține bine forma.
Atunci când construiți o seră dintr-o țeavă profilată, nu este nevoie să mențineți o rază de îndoire precisă, deci nu este nevoie să cheltuiți bani pe o mașină scumpă.
Orice meșter va avea unul la îndemână. Folosindu-l, puteți crea o seră destul de decentă pentru dacha dumneavoastră.
Sfaturi și recomandări
Atunci când exersezi flexibilitatea, trebuie să ții cont de o serie de circumstanțe:
- Când achiziționați un profil, asigurați-vă că toate au aceeași dimensiune, aceeași calitate a oțelului și aparțin aceluiași lot de livrare;
- când se utilizează profile sudate, orientați partea cu îmbinare spre raza interioară, altfel se poate rupe;
- Când lucrați cu o mașină de șlefuit, nu uitați să folosiți echipament de protecție, cum ar fi ochelari de protecție sau o mască;
- Trebuie ținut cont de faptul că secțiunile de capăt nu pot fi întotdeauna îndoite la dimensiunea necesară, prin urmare, la calcularea lungimii piesei de prelucrat, trebuie luată în considerare lungimea acestora și aceste bucăți trebuie tăiate după finalizarea formării piesei;
- Este necesar să se efectueze un tratament anticoroziv al metalului și să se continue efectuarea acestuia în mod regulat în viitor.
Servicii de îndoire
Un astfel de serviciu nu putea decât să devină o zonă separată de dezvoltare a afacerilor, deoarece într-o versiune industrială implică utilizarea unor echipamente tehnologice destul de complexe.
Serviciile de îndoire sunt disponibile și pe piață, oferind atât îndoire cu rază, cât și îndoire în arc. Această distincție se face deoarece fiecare operațiune necesită echipamente specifice. În primul caz, este vorba de o mașină de îndoit țevi, în timp ce în cel de-al doilea, de o mașină de laminat cu trei role.
Trebuie recunoscut că prețurile pentru efectuarea unor astfel de operațiuni sunt destul de rezonabile:
- costul unei curbe de colț este de 30 de ruble;
- Un metru liniar de deschidere arcuită va costa, de asemenea, 30 de ruble.
Comparativ cu costul metalului și livrarea materialelor în regiunea Moscovei, acest lucru nu este practic nimic.
Dispozitive de îndoire
Proiectarea structurii depinde de diametrele care trebuie manipulate.

Pentru materiale tubulare laminate cu un diametru de până la 20 mm, se poate realiza un dispozitiv simplu, constând din știfturi de oțel introduse într-o placă de beton. Țeava, introdusă între știfturi, este îndoită la dimensiunile necesare.
Dar când diametrul depășește 20 mm, trebuie dezvoltate structuri mai complexe pentru construcție.
Alternativ, o pereche de role cu fețe laterale rotunjite sunt fixate pe o bază stabilă și rezistentă. Raza acestei fețe a rolei trebuie să corespundă diametrului produsului tubular laminat care urmează să fie îndoit.

Piesa de prelucrat este introdusă între role, iar capătul acesteia este fixat. Celălalt capăt este atașat la troliu, care este apoi activat. Când unghiul țevii atinge valoarea dorită, troliul se oprește.
Întregul proces de creare a acestei mașini de îndoit țevi trebuie împărțit în următoarele etape.
- Angrenajele și rulmenții trebuie fixate pe arbori. Angrenajele sunt fixate cu o cheie. Se recomandă achiziționarea rulmenților complete cu suporturi pentru rulmenți.
- Angrenajele și lanțul se potrivesc oricărei mașini.
- Folosind o mașină de sudură, baza este sudată și arborele de presiune este înșurubat pe aceasta.
- Apoi, piulițele cu arc și platforma pentru acestea sunt sudate.
- Arborii de susținere sunt înșurubați în partea de jos.
- Se construiește un lanț de tensionare.
- În etapa finală, mânerul este atașat la ax (se recomandă utilizarea unui mâner care se rotește).
Acest dispozitiv efectuează rapid deformarea prin trecerea unui produs de țeavă laminată prin el.



