Conectarea țevilor din polietilenă de joasă densitate (HDPE) într-o singură conductă se realizează folosind diverse metode, atât detașabile, cât și permanente. Una dintre cele mai fiabile opțiuni este sudarea țevilor HDPE.
Există mai multe metode pentru efectuarea lucrărilor de sudură, fiecare dintre acestea fiind realizată folosind o tehnologie specifică.
- Conexiuni permanente - sudarea țevilor HDPE
- Sudarea cap la cap a țevilor
- Sudarea cap la cap a unei conducte folosind un extruder la un unghi
- Metoda de sudare cu mufă folosind fitinguri și cuplaje
- De ce ai nevoie pentru sudură?
- Unelte și echipamente
- Fitinguri pentru conectare
- Țevi HDPE
- Etapele de lucru
- Pregătirea țevilor HDPE înainte de sudare
- Standarde de sudare cap la cap
- Executăm singuri sudură cap la cap
- Controlul calității cusăturilor
- Recomandări de la profesioniști
Conexiuni permanente - sudarea țevilor HDPE
Metoda de conectare permanentă este singura opțiune acceptabilă pentru țevile HDPE cu diametru mare. Aceasta asigură un nivel ridicat de etanșeitate, care poate fi menținut chiar și la temperaturi ridicate.
Polietilena este ușor de sudat deoarece își menține o consistență vâscoasă și curgătoare pe o gamă largă de temperaturi și are o vâscozitate scăzută la topire.
Indiferent de metoda de creare a unei conexiuni permanente, acestora li se impun următoarele cerințe:
- unghiul de deplasare a două țevi conectate nu trebuie să depășească 10% față de grosimea pereților lor;
- îmbinarea trebuie să fie situată deasupra nivelului suprafeței exterioare a secțiunilor conectate;
- Margelele de cusătură trebuie să fie realizate cu o calitate impecabilă, iar înălțimea lor poate varia în intervalul 2,5-5 mm (determinată de grosimea pereților).
Există trei tipuri de sudare cele mai populare: sudarea cap la cap, sudarea cu mufă și sudarea prin electrofuziune. Să aruncăm o privire mai atentă asupra fiecărei tehnologii.
Sudarea cap la cap a țevilor
Sudarea cap la cap este cea mai populară metodă pentru îmbinarea permanentă a țevilor HDPE. Această tehnică implică îmbinarea capetelor a două secțiuni de același diametru. Grosimea peretelui elementelor conectate trebuie, de asemenea, să fie aceeași.
Conectarea conductelor de presiune se realizează în condiții industriale folosind echipamente electrohidraulice și mecanice speciale, deoarece necesită precizie și acuratețe sporite.
Sudarea manuală este permisă numai pe conducte fără presiune.

Caracteristici ale sudării cap la cap:
- metoda se utilizează la țevi cu pereți mai groși de 4,5-5 mm și un diametru de 50 mm;
- Lucrările de sudură se efectuează pe suprafețe plane și stabile;
- Dacă lucrările se efectuează în aer liber, este necesar să se închidă capetele țevilor cu dopuri pentru a preveni curenții de aer în conductele principale; vântul înrăutățește parametrii de temperatură și interferează cu calitatea lucrărilor;
- Secțiunile care urmează să fie conectate trebuie să fie curate atât pe interior, cât și pe exterior - orice resturi sau chiar praf vor împiedica o conexiune de înaltă calitate; clemele unității de sudură nu trebuie să fie mai puțin curate;
- Pentru a regla temperatura, se recomandă efectuarea a 1-2 suduri ca probă. Acest lucru vă va ajuta să înțelegeți principiile și caracteristicile procesului dacă nu aveți experiență în sudarea cap la cap a conductelor;
- Înainte de șlefuire, discurile de tăiere trebuie șterse temeinic, iar după șlefuire, dimensiunile țevii trebuie verificate pentru conformitate;
- Intervalul optim de temperatură ambiantă pentru sudarea cap la cap este de la -15 la +45 °C.
Procedura industrială de sudare cap la cap:
- Înainte de începerea lucrului, secțiunile care urmează să fie sudate sunt tăiate perpendicular pe suprafața pe care sunt așezate. Capetele sunt curățate temeinic, degresate și tăiate.
- Țevile sunt fixate într-o mașină de sudură și centrate cu atenție, verificate pentru deformări și deteriorări.
- Capetele materialelor din țevi laminate sunt încălzite cu un dispozitiv pentru a înmuia materialul.
- Capetele topite sunt adunate și presate împreună sub presiune ridicată. Procesul continuă până când polietilena se răcește.
- Când îmbinarea s-a răcit, mașina este scoasă.
După sudarea cap la cap, îmbinarea este perfect netedă și simetrică. Conexiunea oferă o îmbinare la fel de rezistentă ca o conductă solidă. Sunt necesare două persoane pentru a finaliza procesul descris mai sus.
Când efectuați sudură cap la cap, evitați:
- conexiune ascuțită a capetelor topite;
- mutarea și răsucirea țevilor;
- prezența lacunelor;
- schimbare bruscă a temperaturii;
- încălzirea neuniformă a zonelor care urmează să fie îmbinate;
- răcirea rapidă a îmbinărilor la punctul de conectare.
Se recomandă sudarea țevilor HDPE de aceeași calitate, dar uneori este necesar să se conecteze țevi de grade diferite.
Rețineți că o compresie excesivă creează acumulări mai mari în interiorul conductei, reducând performanța liniilor finite. Dacă presiunea este insuficientă, sudarea durează mai mult. Această perioadă de așteptare prelungită permite polietilenei încălzite să se răcească.
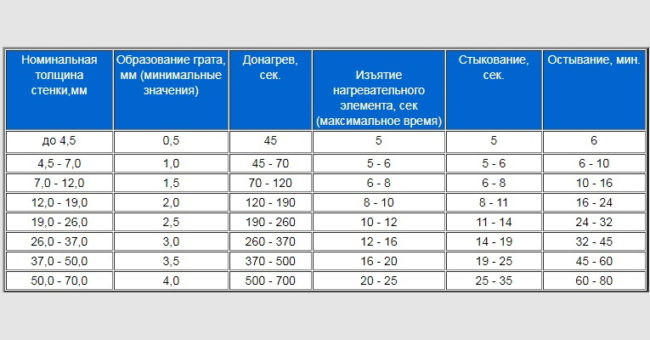
La începerea lucrărilor de sudură, este necesar să se coordoneze parametrii de sudură cu tabelul, care conține forțele și presiunile recomandate pentru diferite conducte.
Tabel de parametri pentru sudarea cap la cap a HDPE:
Sudarea cap la cap a unei conducte folosind un extruder la un unghi
Sudarea prin extrudare creează o îmbinare cu o rezistență de 70% sau mai mult din materialul nealiat. Această metodă este utilizată doar pentru sudarea componentelor din același material.
Sudarea prin extrudare se realizează folosind următoarele echipamente:
- element de încălzire;
- şurub;
- sistem de alimentare cu aer;
- un recipient pentru depozitarea granulelor și un sabot care apasă pe aditiv.
Caracteristici și procedură pentru efectuarea lucrărilor:
- Curățați țevile, degresați-le și verificați dacă există defecte.
- Dați capetelor elementelor care urmează să fie sudate forma necesară.
- Încălziți suprafețele care urmează să fie sudate cu aer cald provenit de la un extruder.
- Introduceți metalul de adaos (granule sau sârmă) topit în extruder pe îmbinare, controlându-i mișcarea cu un sabot. Presiunea creată sudează metalul de adaos la materialul țevii.
Cordonul de sudură prin extrudare trebuie să se răcească fără forțare. Această tehnologie de sudare este utilizată la instalarea conductelor alimentate gravitațional. Grosimea peretelui trebuie să fie de cel puțin 6 mm, altfel produsul se poate deforma.

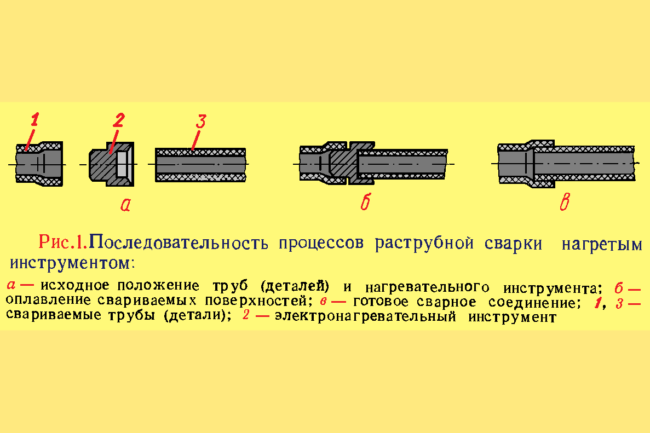
Metoda de sudare cu mufă folosind fitinguri și cuplaje
Sudarea cu mufă permite îmbinarea unor secțiuni de țevi cu diametre diferite. Conexiunea se realizează prin introducerea unei țevi mai mici într-o țeavă principală cu diametru mai mare. Conexiunea este fixată cu ajutorul unor cuplaje, creând o conexiune strânsă și sigură.
Procedura este aceeași ca la sudarea cap la cap. Diferă doar uneltele folosite.
La conectare Sudarea țevilor din HDPE cu fitinguri/cuplaje utilizare:
- tăietoare de țevi;
- calibratoare;
- mașini de șanfrenat;
- echipamente de sudură cu duze.
De asemenea, pot fi necesare fitinguri în T pentru a crea coturi. Dilatarea termică a țevii asigură o etanșare strânsă între cuplaje.
Procedura de sudare cu mufă:
- Demontați elementul de conectare.
- Curățați capetele secțiunilor care urmează să fie îmbinate și teșiți-le.
- Efectuați calibrarea pentru a obține cercuri simetrice.
- Introduceți capetele curate și degresate în fiting, conectați-le la aparatul de sudură și încălziți.
Drept urmare, piesele sunt fuzionate într-o singură suprafață. Sudarea cu mufă este utilizată pentru componente cu grosimi ale pereților de până la 5 mm. Este deosebit de convenabilă pentru secțiunile de conducte unde accesul la echipamentele de sudare cap la cap este dificil.
De ce ai nevoie pentru sudură?
Lucrările de sudură implică procese de înaltă tehnologie care necesită echipamente specializate, atât primare, cât și secundare.
Atunci când selectați unelte și dispozitive de sudură, luați în considerare metoda de sudare și parametrii țevilor din HDPE.
Unelte și echipamente
Lucrul cu HDPE necesită ca toate elementele de încălzire ale unităților să fie antiaderente. Acest lucru elimină necesitatea curățării după sudare. Toate unitățile sunt de obicei echipate cu indicatori de control și termostate.
Echipament de sudură de bază:
- sudare manuală pentru metoda cu soclu;
- mașină de îmbinat cap la cap;
- piese de montare;
- elemente de încălzire;
- O clemă este un suport folosit pentru a ține obiectele la locul lor în timp ce sunt procesate sau presate strâns împreună.
Aproape toate unitățile de sudură din polietilenă sunt ușoare și ușor de utilizat, iar elementele lor de încălzire sunt ușor de înlocuit.
Se utilizează unități de sudură:
- Mecanic;
- Automat;
- Hidraulic.
Elementele de încălzire sunt plăci rotunde acoperite cu un strat de PTFE. Acestea au un indicator luminos de temperatură și putere, precum și o siguranță. Temperatura poate fi setată folosind un regulator special.
Pentru sudarea produselor cu un diametru mai mare de 400 mm, se utilizează următoarele dispozitive:
- articulație cap la cap;
- conexiune la priză;
- conexiune prin electrofuziune.
Unitățile hidraulice universale sunt deosebit de valoroase. Acestea permit crearea mai multor suduri într-un timp minim, deoarece echipamentul include toate funcționalitățile necesare.
Unelte suplimentare pentru dispozitive hidraulice:
- poziționere;
- elemente pentru îndepărtarea depozitelor de oxid;
- instrument de șanfrenare;
- ferăstraie - pentru a separa autostrăzile;
- dispozitiv de nivelare;
- curbe pentru HDPE.
Când se sudează folosind oricare dintre metodele de mai sus, este esențial să se utilizeze un set complet de unelte. Neglijarea oricăruia dintre echipamente poate duce la o îmbinare de calitate slabă sau chiar la una defectă.
Fitinguri pentru conectare
Fitingurile sudate sunt componente concepute pentru conectarea țevilor, inclusiv a celor de diferite diametre, precum și pentru crearea ramificărilor și curbelor în conducte. Fitingurile pot fi, de asemenea, utilizate pentru conectarea țevilor laminate din diferite materiale.
Elementele de acest fel sunt:
- Sudat și turnat. Acestea sunt conectate la țevi folosind mașini specializate de sudură cap la cap. Sunt de obicei utilizate la curbe și curbe în conducte. Acest lucru creează o conexiune puternică, egală ca rezistență cu un material solid.
Aceste fitinguri sunt ieftine, durabile și disponibile într-o gamă largă. Odată conectat, sistemul nu necesită dezasamblare. Producătorii oferă fitinguri precum cruci, reducții, teuri și elemente cu diverse unghiuri. - Fitinguri electrofuzibile. Acestea pot conecta mai multe țevi simultan. Sunt alcătuite dintr-o carcasă de polietilenă care conține un element de încălzire din sârmă. În aceste fitinguri sunt introduse țevi, care se topesc la temperaturi ridicate, creând o conexiune fiabilă și etanșă.
Sunt disponibile și fitinguri prin compresie, dar nu sunt potrivite pentru sudare. Aceste componente din polietilenă cu etanșări sunt utilizate pentru a crea conexiuni detașabile fără sudură. Acestea oferă un nivel mediu de etanșeitate.

Țevi HDPE
Țevile din HDPE (polietilenă de joasă presiune) sunt fabricate la presiune scăzută, mai mică de 2 MPa. Materialul finit are o densitate redusă, rezultând o greutate redusă, facilitând instalarea și conectarea.
Caracteristicile HDPE:
- Elasticitate. Acestea sunt capabile să se întindă, eliminând rupturile datorate deformărilor care pot apărea la temperaturi ridicate sau sub stres mecanic — de exemplu, sub presiunea care apare atunci când se formează dopuri de gheață.
- Flexibilitate. Țevile din HDPE pot fi îndoite fără probleme, ceea ce este extrem de important atunci când se creează conducte cu configurații complexe.
- Fiabilitate. HDPE este durabil și rezistent la medii agresive, inclusiv la uleiuri. Nu ruginește și absoarbe bine loviturile de berbec.
Există mai multe tipuri de astfel de țevi:
- Pentru alimentarea cu apă rece. Au o dungă albastră longitudinală. Au pereți interni netezi care nu acumulează săruri sau sedimente.
- Gaz. Au o capacitate mare de debit, o durată lungă de viață și pot rezista la presiuni ridicate. Sunt identificate printr-o bandă longitudinală galbenă.
- Pentru încălzire și alimentare cu apă caldă. Sunt armate cu fibră de sticlă și fabricate din polietilenă de înaltă rezistență la tracțiune.
- Strat dublu ondulat. Acestea sunt țevi cu mufă, utilizate pentru drenajul apei și canalizare. Sunt foarte durabile, ușor de instalat și rezistente la medii agresive.
Etapele de lucru
Pentru a asigura că procesul de sudare a țevilor PDN se desfășoară fără întârzieri și are ca rezultat o sudură de înaltă calitate care asigură funcționarea pe termen lung a conductei, este necesar să se procedeze într-o ordine specifică.
Pregătirea țevilor HDPE înainte de sudare
Înainte de a începe sudarea, trebuie parcurși o serie de pași pregătitori. Dacă sunt efectuați corect, nu va trebui să vă faceți griji cu privire la lipsa sculelor, remedierea imperfecțiunilor sau orice altceva în timpul sudării.
Pregătirea pentru sudare:
- Achiziționarea și livrarea la locul de sudură a țevilor, elementelor de fixare, clemelor și altor piese din HDPE, în funcție de diametrul elementelor care urmează să fie sudate.
- Amenajați și eliberați zona pentru amplasarea echipamentului de sudură.
- Folosiți o metodă mecanică pentru a prelucra capetele fitingurilor și țevilor care urmează să fie sudate.
Echipamentul de sudură necesită o atenție specială. Trebuie verificat pentru funcționare corectă și pregătit pentru utilizare.
Cum se pregătește echipamentul de sudură:
- Inspectați toate componentele aparatului de sudură. Verificați funcționarea corectă a firelor de împământare și electrice și verificați ascuțirea lamelor de tăiere de pe partea frontală.
- Pregătiți generatorul electric. Umpleți-l cu combustibil și testați-l pentru funcționare.
- Curățați toate componentele echipamentului - răzuitoare, rindelitoare și încălzitoare - de orice murdărie. Îndepărtați orice urme de polietilenă lipită și apoi degresați toate suprafețele cu solvent.
- Verificați nivelul uleiului din sistemul hidraulic al aparatului de sudură și funcționarea clemei glisante. Ungeți piesele mobile ale echipamentului cu lubrifianți speciali.
- Verificați cum funcționează instrumentele de control și măsurare.
Standarde de sudare cap la cap
Până de curând, în Rusia exista confuzie în ceea ce privește cadrul de reglementare pentru sudarea HDPE, deoarece mai multe documente erau în vigoare în același timp.
Din 2013, sunt în vigoare standardele GOST pentru echipamentele și tehnologia de sudare cap la cap. Aceasta nu înseamnă că echipamentele de sudare importate, de calitate inferioară, au fost casate sau că achizițiile au încetat, dar producătorii ruși au fost încurajați să îmbunătățească calitatea echipamentelor lor.
Actualul standard GOST 55276 R 55276-2012 (Țevi și fitinguri din plastic) a făcut posibilă unificarea tehnologiei de sudare cap la cap a HDPE în Rusia.
La ce să fii atent:
- GOST R 55276. Împreună cu tehnologia convențională de sudare la presiune joasă, aceasta legalizează sudarea HDPE la presiune înaltă, practicată anterior doar în Statele Unite. Acest mod necesită echipamente specializate, dar reduce semnificativ timpul ciclului de sudare.
- GOST R 55276. Nu este deosebit de potrivit pentru șantierele de construcții, deoarece este conceput nu pentru artizanii propriu-ziși - sudori, ci pentru tehnicieni - dezvoltatori de diagrame tehnologice pentru sudarea HDPE.
- GOST R 55276. Nu abordează limitările impuse de vechile reglementări interne și străine. Aceasta se referă în principal la intervalul de temperatură ambiantă de +5 până la +45°C, având în vedere că în Rusia, sudarea conductelor trebuie să aibă loc la temperaturi de îngheț.
O altă discrepanță este limitarea grosimii peretelui țevilor la 70 mm, în timp ce pereții țevilor produse astăzi au 90 mm sau mai mult.
Executăm singuri sudură cap la cap
Cu o mașină de sudură specializată, puteți suda singuri țevile HDPE cap la cap. Conexiunea se realizează prin înmuierea polietilenei și formarea unei îmbinări sigure. Aceasta este cea mai simplă opțiune și este potrivită doar pentru țevi de diametru egal, dar chiar și aceasta necesită anumite abilități și competențe.
Sudarea cap la cap a conductelor din HDPE trebuie efectuată de către un sudor calificat, altfel va fi dificil să se obțină precizia și fiabilitatea conexiunii.
Procedura manuală de sudare cap la cap:
- Pregătiți echipamentul, inspectați mașina de sudură, verificați funcționarea acesteia.
- Tăiați țevile cu o lungime suplimentară, lăsând câțiva milimetri de polietilenă pentru a forma o sudură.
- Curățați capetele pentru a crea margini perfect netede și a asigura un contact bun.
- Introduceți materialele pentru țevi în mașina de sudură și centrați-le.
- Plasați un element de încălzire între piesele care urmează să fie sudate. Încălziți capetele până când se topesc - timpul de încălzire depinde de calitatea materialului și de grosimea peretelui pieselor.
- Scoateți elementul de încălzire și apăsați imediat capetele împreună. Forța și presiunea necesare pentru presare sunt generate de o pârghie sau de o acționare hidraulică.
- Așteptați ca țevile de polietilenă să se răcească. Verificați calitatea sudurii pentru a vă asigura că nu sunt permise acumulări de material sau modificări ale diametrului.
Dacă este nevoie de sudare a produselor cu diametru mare, se recomandă utilizarea unui aparat automat de sudură, care va centra și îmbina cu precizie secțiunile.
Controlul calității cusăturilor
La finalizarea sudării, îmbinările sunt inspectate vizual pentru calitate. Există standarde GOST pentru caracteristicile de calitate ale îmbinărilor sudate.
Cerințe:
- sudurile trebuie să fie uniforme pe întreaga lungime la nivelul suprafețelor exterioare ale secțiunilor sudate;
- Sunt permise proiecțiile sudurii deasupra suprafețelor care se îmbină, înălțimea sudurii:
- cu o grosime a peretelui de 5 mm - proeminența nu depășește 2,5 mm;
- pentru o grosime de 6-20 mm, înălțimea maximă a cusăturii este de 5 mm;
- Conexiunea trebuie să fie centrată precis; dacă se detectează o deplasare a suprafețelor conectate, aceasta nu trebuie să depășească 10% din grosimea peretelui țevilor conectate.
Recomandări de la profesioniști
Sudorii experimentați care lucrează cu țevi HDPE recomandă o atenție deosebită în timpul sudării și monitorizarea calității îmbinărilor. Etanșeitatea îmbinărilor și durata de viață a conductelor depind de precizia sudurilor.
Sfaturi profesionale:
- Asigurați-vă că secțiunea transversală a țevii nu arată ca o elipsă - acest lucru va reduce semnificativ calitatea sudurii;
- Materialele pentru laminarea țevilor din plastic trebuie fixate ferm în poziție până când marginile topite s-au solidificat complet;
- sudura trebuie să fie un cordon uniform care iese deasupra suprafețelor elementelor sudate; înălțimea cordonului trebuie să respecte standardele (indicate în tabelul de mai sus);
- Elementele de fixare cu piulițe nu trebuie fixate mai mult decât limita de proiectare, deoarece o forță excesivă poate deteriora țeava;
- Înainte de a începe lucrul, asigurați-vă că studiați instrucțiunile pentru sudarea HDPE și vă familiarizați cu parametrii procesului.
Țevile HDPE sunt un material modern și accesibil, care permite construirea de conducte pentru o gamă largă de scopuri și configurații. Folosind echipamente de sudură specializate, aceste produse pot fi utilizate pentru a crea conducte fiabile, atât industrial, cât și manual.



