Plastové vodovodné potrubia vyrobené z polypropylénu sa stávajú čoraz obľúbenejšími, čiastočne preto, že technológia inštalácie je veľmi jednoduchá a dá sa vykonať samostatne.
Plastové vodovodné potrubia vyrobené z polypropylénu sa stávajú čoraz obľúbenejšími, čiastočne preto, že technológia inštalácie je veľmi jednoduchá a dá sa vykonať samostatne.
Ale aby ste to dosiahli, musíte vedieť, ako správne spájkovať polypropylénové rúry, pretože to je hlavná operácia, ktorá určuje trvanlivosť celého systému.
Inštalácia plastových rúrok pre vnútorné rozvody je pomerne jednoduchý, ale prácny proces, takže v prvom rade musíte pochopiť, ako správne spájkovať polypropylén.
- Vlastnosti polypropylénu
- Ktoré polypropylénové výrobky by ste si mali vybrať?
- Zariadenia na inštaláciu polypropylénu
- Príprava na inštaláciu vodovodného systému z polypropylénových rúr
- Výber schémy zapojenia
- Prevádzkové teplotné podmienky
- Ako si sami spájkovať polypropylénové rúry
- Ako správne spájkovať difúznou metódou – podrobné pokyny
- Ako spájkovať pomocou metódy socket
- Spájkovanie koncovou metódou
- Ako správne spájkovať vystužený polypropylén
- Zváranie za studena v polypropylénových spojoch
- Spájanie polypropylénových rúrok s elektroarmatúrami
- Spájkovanie potrubí v ťažko dostupných miestach
- Inštalujeme sedlá do vodovodného systému
- Video o tom, ako si vybrať zvárací stroj na polypropylén
Vlastnosti polypropylénu
 Polypropylén, jeden z mnohých materiálov v rodine plastov, je produktom polymerizácie dvoch plynov, etylénu a propylénu, zmiešaných v špecifickom pomere. Výsledkom sú granule, ktoré sa potom extrudujú do rôznych produktov.
Polypropylén, jeden z mnohých materiálov v rodine plastov, je produktom polymerizácie dvoch plynov, etylénu a propylénu, zmiešaných v špecifickom pomere. Výsledkom sú granule, ktoré sa potom extrudujú do rôznych produktov.
Výrobky pre zásobovanie vodou sú vyrobené z plastu PPR, ktorý má nasledujúce vlastnosti:
- rozsah prevádzkových teplôt od -10 do +90 stupňov;
- plast sa začína topiť pri teplote 149 stupňov;
- menovitý tlak od 1,5 do 2,5 atmosféry.
 Uvedené parametre sú vhodné pre zásobovanie studenou vodou, ale potreba širšieho rozsahu charakteristík je zrejmá. Preto sa prijímajú určité technologické opatrenia na ich zlepšenie.
Uvedené parametre sú vhodné pre zásobovanie studenou vodou, ale potreba širšieho rozsahu charakteristík je zrejmá. Preto sa prijímajú určité technologické opatrenia na ich zlepšenie.
Jednou z metód je vystuženie stien sklolaminátom alebo hliníkom. To zahŕňa položenie vrstvy sklolaminátu alebo hliníkovej fólie na hotové potrubie a následne ďalšej vrstvy polypropylénu.
Táto konštrukcia nám umožňuje vyrábať polypropylénové rúry, ktoré sú vhodné aj na použitie vo vykurovacích systémoch a systémoch zásobovania teplou vodou.

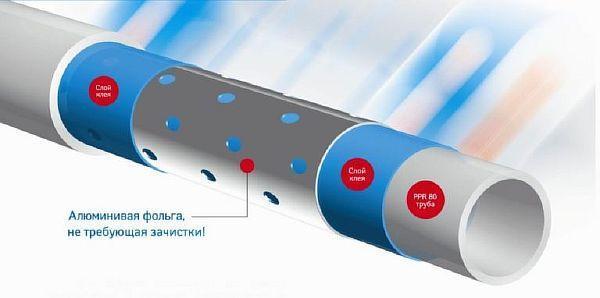
Radikálnou metódou na vystuženie polypropylénových výrobkov je inštalácia kovovej vrstvy. Na to sa používa hliníková fólia vo forme pásu.
Navíja sa na obrobok špirálovito cez vrstvu lepidla a druhá vrstva lepidla sa nanáša na kovovú fóliu. Vonkajší plášť je vyrobený z rovnakého polypropylénu.
Takéto výrobky sú vhodné na použitie vo vodovodných systémoch s vysokým tlakom do 6 atmosfér.
Ktoré polypropylénové výrobky by ste si mali vybrať?
Pre nízkotlakové siete zásobovania studenou vodou sú najpraktickejšie výrobky PN16. Ľahko odolávajú tlaku až 2 atmosféry pri teplotách do +40 °C. To stačí na to, aby odolalo zaťaženiu vodovodného systému v súkromnom dome alebo zavlažovacieho systému v skleníku alebo zeleninovej záhrade.
Odolnejšie voči rôznym nárazom sú polypropylénové výrobky značky PN20, ktoré sa považujú za univerzálne a možno ich použiť okrem iného na vykurovanie s teplotou chladiacej kvapaliny až do 95 stupňov.
Najspoľahlivejšie potrubia pre akýkoľvek systém zásobovania vodou sú však potrubia PN25, vystužené hliníkom alebo sklenenými vláknami.
Zariadenia na inštaláciu polypropylénu
Polypropylénové vodovodné potrubia majú svoje vlastné požiadavky na montáž, ktoré sú určené vlastnosťami východiskového materiálu. Pred spájkovaním polypropylénových rúr si musíte zakúpiť špecializované nástroje.
 Jeho sada nie je veľmi rozsiahla, ale obsahuje niektoré zariadenia, ktoré sa používajú iba na tento proces:
Jeho sada nie je veľmi rozsiahla, ale obsahuje niektoré zariadenia, ktoré sa používajú iba na tento proces:
Nožnice na rezanie polypropylénových výrobkov. Sú potrebné na zabezpečenie striktne kolmého rezu. Ak sa počas spájkovania vytvorí medzera v mieste spoja, hrozí riziko úniku.
Holí strojček je zariadenie používané na čistenie povrchu výrobkov pred spájkovaním. Bez tohto zariadenia nie je možné spájkovať polypropylénové rúry, a to ani tie, ktoré sú vystužené akýmikoľvek materiálmi. Je to preto, že spájkovanie polyetylénu je difúzny proces, pri ktorom dochádza k vzájomnému prenikaniu roztaveného materiálu.
 Hliník alebo sklolaminát sú na tento účel prirodzene nevhodné. Tento nástroj sa dá použiť aj na skosenie koncov spájaných častí pod uhlom 45 stupňov, aby sa uľahčilo spájanie počas spájkovania.
Hliník alebo sklolaminát sú na tento účel prirodzene nevhodné. Tento nástroj sa dá použiť aj na skosenie koncov spájaných častí pod uhlom 45 stupňov, aby sa uľahčilo spájanie počas spájkovania.
Pre toto zariadenie existuje veľa dizajnových riešení, takže pri kúpe nástroja máte zaručený široký výber.
Spájkovačka. Hlavný nástroj používaný na spájkovanie polypropylénových vodovodných potrubí. Jej jadrom je doska, na ktorú sú pripevnené vymeniteľné puzdrá rôznych veľkostí. Tieto trysky sa dodávajú v pároch – jedna pre tvarovku, druhá pre potrubie.

Spojované časti sú namontované na vymeniteľný nástroj. Zariadenie sa aktivuje pomocou rukoväte, ktorá obsahuje aj reguláciu teploty. Doba ohrevu spojovaných častí je 6 sekúnd alebo viac.
Odporúčania pre tento parameter sú uvedené v špecifikáciách spájkovačky. Súčiastky sa zahrejú na bod topenia a držia sa pohromade až 30 sekúnd. Počas tejto doby materiál chladne, kým nestvrdne.
Sada náradia zvyčajne obsahuje aj skrutkovač na inštaláciu vymeniteľného nástroja, značkovač na značenie a krajčírsky meter na meranie.
Príprava na inštaláciu vodovodného systému z polypropylénových rúr
Dá sa s istotou povedať, že kvalitná príprava na montáž elektroinštalácie do značnej miery určuje jej funkčnosť a trvanlivosť.
Okrem toho je jedným z hlavných cieľov týchto činností výpočet skutočnej potreby prvkov zásobovania vodou.
Výber schémy zapojenia
V súčasnosti existujú dve hlavné bežné schémy inštalácie potrubných rozvodov:
Tričko — pri tomto systéme je každý odberateľ vody pripojený k centrálnemu potrubiu spojenému so stúpačkou. Na tento účel sa používajú odbočky.
Nevýhodou tejto schémy je fakt, že, že pri súčasnom otvorení po niekoľkých odbočkách tlak v prívodnom potrubí prudko klesne a prietok vody v každom z nich sa znižuje. Obzvlášť postihnuté sú odberné miesta nachádzajúce sa ďaleko od stúpačky.
Druhým negatívnym aspektom je, že ak vznikne potreba bežných opráv, musí sa na tento čas vypnúť celý systém zásobovania vodou.

Systémy typu T sa používajú v bytoch alebo malých súkromných domoch. Medzi ich výhody patrí jednoduchá inštalácia a relatívne nízka spotreba materiálu.
Schéma zapojenia kolektoraTáto metóda vytvárania vodovodnej siete spočíva v vedení prívodného potrubia zo stúpačky do topografického stredu vodovodného systému a končí inštaláciou hrebeňa.
Rozdeľovač je krátka rúra so závitovými vývodmi pre nainštalovaný guľový ventil. Tvorí rozdeľovaciu jednotku, z ktorej je voda potrubím vedená k miestam spotreby.
Vďaka tomu je možné individuálne uzavrieť ktorýkoľvek odber vody. Zvyšok systému pokračuje v normálnej prevádzke s rovnakým prietokom vody.

Prevádzkové teplotné podmienky
Výrobcovia inštalatérskych výrobkov deklarujú maximálnu teplotu chladiacej kvapaliny 95 stupňov Celzia. Fyzikálne vlastnosti materiálu sa však od tohto čísla trochu líšia.
Polypropylén začína mäknúť pri teplotách okolo 140 stupňov Celzia a topí sa pri 175 stupňoch Celzia. Vzhľadom na tieto parametre možno usúdiť, že tento materiál je vhodný pre všetky vykurovacie systémy s výnimkou pary.
Prevádzková teplota v parných potrubiach je presne 175 stupňov.
Zdalo by sa, čo by mohlo byť lepšie? Zvláštnosťou materiálu je však to, že sa mení v závislosti od teploty v... Pri teplote 135 stupňov začína mäknúť.Drôty sa začnú prehýbať, stenčovať a nakoniec sa zlomia.
Výrobcovia polypropylénových rúr oficiálne deklarujú výrazne nižšiu povolenú teplotu, pričom chcú svoje výrobky poistiť a zvýšiť ich odolnosť.
Treba poznamenať, že v správne vybavenom dome s dostatočnou tepelnou izoláciou stien je táto prevádzková teplota úplne postačujúca.
Treba poznamenať, že vo vykurovacích systémoch je vhodné použiť vystužené polypropylénové rúry, ktoré majú množstvo výhod:
- Stabilná lineárna rozťažnosť vodovodných komponentov pri tepelnom a mechanickom zaťažení. Odolávajú tlaku až do 10 atmosfér bez viditeľnej zmeny.
- Životnosť vystuženého potrubia, ktoré je neustále pod tlakom pri zvýšených teplotách, je niekoľkonásobne dlhšia ako životnosť nevystuženého výrobku.
- Bod topenia v oboch produktoch je rovnaký, ale za rovnakých podmienok sa potrubie bez výstuže zrúti, zatiaľ čo vystužené nie.
Ako si sami spájkovať polypropylénové rúry
Proces spájkovania polypropylénových výrobkov je jednoduchý, a preto sa široko používa pri inštalácii systémov zásobovania studenou a teplou vodou a vykurovacích systémov.
Existujú však určité jemnosti, ktoré musíte poznať a zohľadniť pri svojej práci.
Ako správne spájkovať difúznou metódou – podrobné pokyny
Proces spájkovania je založený na roztavení povrchu súčiastky do určitej hĺbky. Ak sa dve súčiastky spoja v tomto stave a nechajú sa vychladnúť, materiál sa vráti do pôvodného stavu a nadobudne svoju pôvodnú štruktúru.

Vyhotovenie spoja zahŕňa nasledujúce technologické operácie:
- Potrubie odrežte na požadovanú dĺžku pomocou špeciálnych nožníc.
- Zkosenie pod uhlom 45 stupňov na oboch koncoch.
- Očistite a odmastite zvárané povrchy na vonkajšej strane obrobku a na vnútornej strane tvarovky.
- Na spájkovačku nainštalujte trysky požadovanej veľkosti.
- Zapnite spájkovačku a zohrievajte spájané časti po dobu uvedenú v pokynoch.
- Vyberte súčiastky zo spájkovačky a spojte ich v požadovanej polohe. Držte ich tam, kým úplne nevychladnú.
Je potrebné venovať zvláštnu pozornosť času ohrevu. Pre zabezpečenie kvalitného spoja musí pod roztaveným plastom zostať pevný podklad. To umožní súčiastkam súosové spojenie. Ak sa súčiastky prehrejú a plast zmäkne v celej svojej hrúbke, nebude možné ich spojiť; jednoducho sa zrútia.
Výrobcovia nástrojov preto odporúčajú časové intervaly pre každú veľkosť samostatne.

V tabuľke nižšie je uvedené, koľko času je potrebné na dokončenie každej fázy montáže na vysokej úrovni. Ako vidíte, podmienky sú dosť prísne.
Pri spájkovaní svojpomocne je dôležité pred začatím práce urobiť niekoľko testovacích spojov, aby ste získali predstavu o odolnosti dočasných materiálov.
Pri spájaní dielov je tiež dôležité venovať pozornosť presnosti axiálneho zarovnania. Na kontrolu a korekciu tak zostane len niekoľko sekúnd.
Ako spájkovať pomocou metódy socket
Táto metóda pripojenia sa používa na spájanie prvkov na predĺženie rovných úsekov. Na tento účel sa používa spojka.
Spájkovanie koncovou metódou
 Častejšie sa to označuje ako zváranie. Princíp fungovania zostáva rovnaký: roztavenie materiálu, stlačenie oboch koncov k sebe špeciálnym mechanizmom a ochladenie. Táto metóda spájania sa používa pre diely s priemerom väčším ako 63 milimetrov.
Častejšie sa to označuje ako zváranie. Princíp fungovania zostáva rovnaký: roztavenie materiálu, stlačenie oboch koncov k sebe špeciálnym mechanizmom a ochladenie. Táto metóda spájania sa používa pre diely s priemerom väčším ako 63 milimetrov.
Tupé zváranie pomocou tejto technológie sa dá úspešne použiť v teréne. Ako rovnomerne zvárať polypropylénové rúry na tupo?
Na to je potrebné vykonať predbežné mechanické spracovanie koncov, čím sa zabezpečí absolútna rovnobežnosť spojených koncov.
Ako správne spájkovať vystužený polypropylén
Výstužná vrstva spevňuje štruktúru polypropylénového potrubia. Vytvára určitú bariéru pre spájanie jednotlivých častí. Výstužná vložka zabraňuje difúzii materiálu, čo vedie k nespoľahlivému spoju.
Jediný spôsob, ako zabezpečiť bezpečné spojenie, je odstrániť vystuženú vrstvu. Odstránenie vonkajšej a vystužovacej vrstvy sa vykonáva pomocou špeciálneho nástroja nazývaného shaver.
Po vyčistení vrchnej vrstvy je potrebné starostlivo odstrániť otrepy a vyčistiť povrch od nečistôt, po ktorých môžete vykonať spájkovanie pomocou vyššie opísanej technológie.
Aby sme pochopili teplotu, pri ktorej sa má spájkovať vystužený polypropylén, je potrebné vziať do úvahy, že jeho štruktúra sa nelíši od bežných rúrok a podmienky spájkovania sú rovnaké.
Zváranie za studena v polypropylénových spojoch
 Toto dvojzložkové epoxidové lepidlo si získalo popularitu vďaka svojej účinnosti. Jeho jednoduché použitie je lákavé – jednoducho sa namieša malá hrudka lepidla a nanesie sa na lepené povrchy. Zmes vytvrdne približne za 10 minút a úplne stuhne približne za hodinu.
Toto dvojzložkové epoxidové lepidlo si získalo popularitu vďaka svojej účinnosti. Jeho jednoduché použitie je lákavé – jednoducho sa namieša malá hrudka lepidla a nanesie sa na lepené povrchy. Zmes vytvrdne približne za 10 minút a úplne stuhne približne za hodinu.
Fyzikálne vlastnosti lepidla neumožňujú jeho použitie na potrubiach s teplou vodou alebo vykurovaním. Je vhodné len na inštalácie vodovodných potrubí.
Spájanie polypropylénových rúrok s elektroarmatúrami
Táto metóda montáže sa v priemysle široko používa. Na vytváranie spojov sa používajú elektroarmatúry. Počas výroby sa do tela dielu inštaluje vykurovací článok.
 Systém sa inštaluje bez spájkovania, ale každé armatúra je pripojená k elektrickej sieti. Až po dokončení zapojenia sa pripojí napájanie.
Systém sa inštaluje bez spájkovania, ale každé armatúra je pripojená k elektrickej sieti. Až po dokončení zapojenia sa pripojí napájanie.
Pod vplyvom prúdu vykurovacie telesá roztavia spájané časti na požadovanú teplotu a spínač sa automaticky vypne. Po vychladnutí častí je celá sieť alebo jej lokálna časť pripravená na prevádzku.
Použitie tejto metódy inštalácie výrazne zvyšuje produktivitu a eliminuje osobný faktor počas práce. Kvalita pripojení je preto konzistentná v celej vodovodnej sieti.
Táto technológia umožňuje vysoko kvalitnú montáž prvkov potrubia na ťažko dostupných miestach.
Spájkovanie potrubí v ťažko dostupných miestach
Pri montáži zložitého vodovodného alebo vykurovacieho systému môže byť prístup k spájkovacej oblasti náročný. Ako spájkovať polypropylénové rúry v ťažko dostupných miestach?
Počas prípravy je potrebné celú sieť zhruba rozdeliť na jednotlivé uzly, ktoré je možné spojiť na pracovnom stole. Hotové vetvy sa potom zvárajú do systému v dvoch alebo troch bodoch. Nasledujúce časti možno považovať za náročné na inštaláciu:
- potrubia umiestnené pod stropom;
- na miestach, kde nie je možné umiestniť spájkovačku.
Najlepším spôsobom, ako sa v tomto prípade vyhnúť ťažkostiam, je predchádzať ich vzniku. Na to si premyslite postup montáže a zložité komponenty vyrábajte na pracovnom stole, a nie ručne. Ak to nie je možné, je lepšie použiť elektrické armatúry.
Vo všeobecnosti ťažkosti tohto druhu vznikajú z chýb v návrhu. Efektívna inštalácia je kľúčovou požiadavkou pre projektanta.
Inštalujeme sedlá do vodovodného systému
Tento prvok potrubia sa používa na vytvorenie dodatočnej vetvy a potreba jeho inštalácie zvyčajne vzniká pri opravách existujúcich rozvodných systémov.
Na to potrebujete:
- Remeselník musí vyvŕtať otvor požadovaného priemeru do steny existujúceho potrubia, odstrániť otrepy a skosiť ho.

- Spájané časti sa zahrievajú spájkovačkou pomocou tradičnej technológie.

- Sedlo (armatúra) pevne zapadá do otvoru v potrubí.

Táto metóda vytvárania ďalších vetiev vo vodovodnom systéme z polypropylénových rúr umožňuje ďalší rozvoj siete s minimálnou pracovnou náročnosťou.
Vedieť, ako správne spájkovať polypropylén, vám umožní ľahko inštalovať potrubia akejkoľvek dĺžky a zložitosti.