Spájanie rúr z polyetylénu s nízkou hustotou (HDPE) do jedného potrubia sa vykonáva rôznymi metódami, odnímateľnými aj trvalými. Jednou z najspoľahlivejších možností je zváranie rúr z HDPE.
Existuje niekoľko metód na vykonávanie zváračských prác, z ktorých každá sa vykonáva pomocou špecifickej technológie.
- Trvalé spojenia - zváranie HDPE rúrok
- Tupé zváranie rúrok
- Tupé zváranie potrubia pomocou extrudéra pod uhlom
- Metóda zvárania so zásuvkami pomocou tvaroviek a spojok
- Čo potrebujete na zváranie?
- Nástroje a vybavenie
- Armatúry na pripojenie
- HDPE rúry
- Fázy práce
- Príprava HDPE rúrok pred zváraním
- Normy na tupé zváranie
- Zváranie na tupo vykonávame sami
- Kontrola kvality švov
- Odporúčania od profesionálov
Trvalé spojenia - zváranie HDPE rúrok
Trvalá metóda pripojenia je jedinou prijateľnou možnosťou pre HDPE rúry s veľkým priemerom. Zaisťuje vysokú úroveň tesnosti, ktorú je možné udržať aj pri vysokých teplotách.
Polyetylén sa ľahko zvára, pretože si zachováva viskóznu, tekutú konzistenciu v širokom teplotnom rozsahu a má nízku viskozitu taveniny.
Bez ohľadu na spôsob vytvorenia trvalého spojenia sa na ne vzťahujú nasledujúce požiadavky:
- uhol posunutia dvoch spojených potrubí by nemal presiahnuť 10% vzhľadom na hrúbku ich stien;
- spojovací šev musí byť umiestnený nad úrovňou vonkajšieho povrchu spojených úsekov;
- Švové korálky musia byť vyrobené v bezchybnej kvalite a ich výška sa môže pohybovať v rozmedzí 2,5-5 mm (určené hrúbkou stien).
Existujú tri najobľúbenejšie typy zvárania: tupé zváranie, zváranie do objímky a elektrofúzne zváranie. Pozrime sa bližšie na každú technológiu.
Tupé zváranie rúrok
Tupé zváranie je najobľúbenejšou metódou trvalého spájania HDPE rúrok. Táto technika zahŕňa spojenie koncov dvoch častí s rovnakým priemerom. Hrúbka steny spojovaných prvkov musí byť tiež rovnaká.
Pripojenie tlakových potrubí sa vykonáva v priemyselných podmienkach pomocou špeciálnych elektrohydraulických a mechanických zariadení, pretože vyžaduje zvýšenú presnosť a správnosť.
Ručné zváranie je povolené iba na netlakových potrubiach.

Vlastnosti tupého zvárania:
- metóda sa používa na rúrach so stenami hrubšími ako 4,5-5 mm a priemerom 50 mm;
- zváracie práce sa vykonávajú na rovných a stabilných povrchoch;
- Ak sa práce vykonávajú vonku, je potrebné uzavrieť konce potrubí zátkami, aby sa zabránilo prievanu v hlavných potrubiach; vietor zhoršuje teplotné parametre a narúša kvalitu práce;
- Spájané časti musia byť čisté zvnútra aj zvonka - akékoľvek nečistoty alebo dokonca prach zabránia kvalitnému spojeniu; svorky zváracej jednotky nesmú byť menej čisté;
- Na nastavenie teploty sa odporúča vykonať 1-2 skúšobné zvary. To vám pomôže pochopiť princípy a vlastnosti procesu, ak nemáte skúsenosti s tupým zváraním potrubí;
- Pred brúsením musia byť rezné kotúče dôkladne utrené a po brúsení sa musí skontrolovať zhoda rozmerov potrubia;
- Optimálny rozsah okolitých teplôt pre tupé zváranie je od -15 do +45 °C.
Postup priemyselného tupého zvárania:
- Pred začatím prác sa zvárané časti narežú kolmo na povrch, na ktorý sa umiestňujú. Konce sa dôkladne očistia, odmastia a orežú.
- Rúry sú upevnené vo zváracom stroji a starostlivo vycentrované, skontrolované na deformácie a poškodenia.
- Konce valcovaných rúrkových materiálov sa zahrievajú zariadením na zmäkčenie materiálu.
- Roztavené konce sa spoja a stlačia pod vysokým tlakom. Proces pokračuje, kým polyetylén nevychladne.
- Keď spoj vychladne, stroj sa odstráni.
Po tupom zvarení je šev dokonale hladký a symetrický. Spojenie zabezpečuje spoj rovnako pevný ako pevné potrubie. Na dokončenie vyššie opísaného procesu sú potrebné dve osoby.
Pri tupom zváraní sa vyhýbajte:
- ostré spojenie roztavených koncov;
- pohyblivé a krútiace rúry;
- prítomnosť medzier;
- náhla zmena teploty;
- nerovnomerné zahrievanie spájaných oblastí;
- rýchle ochladenie spojov v mieste pripojenia.
Odporúča sa zvárať HDPE rúrkové materiály rovnakej triedy, ale niekedy je potrebné spojiť rúry rôznych tried.
Majte na pamäti, že nadmerné stlačenie vytvára väčšie nánosy vo vnútri potrubia, čo znižuje výkon hotových liniek. Ak je tlak nedostatočný, zváranie trvá dlhšie. Táto predĺžená čakacia doba umožňuje zahriatemu polyetylénu vychladnúť.
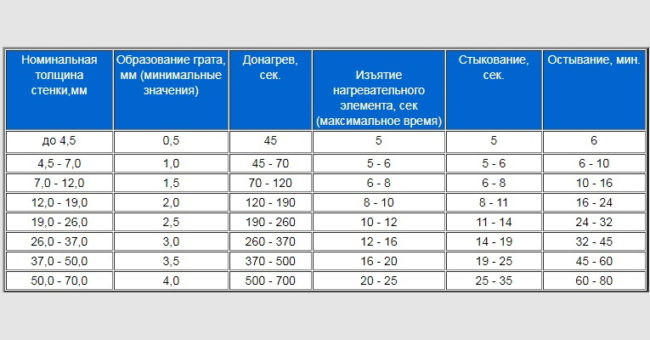
Pri začatí zváračských prác je potrebné koordinovať parametre zvárania s tabuľkou, ktorá obsahuje odporúčané sily a tlaky pre rôzne potrubia.
Tabuľka parametrov pre tupé zváranie HDPE:
Tupé zváranie potrubia pomocou extrudéra pod uhlom
Extrúzne zváranie vytvára spoj s pevnosťou 70 % alebo viac z nelegovaného materiálu. Táto metóda sa používa iba na zváranie komponentov z rovnakého materiálu.
Extrúzne zváranie sa vykonáva pomocou nasledujúcich zariadení:
- vykurovací prvok;
- skrutka;
- systém prívodu vzduchu;
- zásobník na granule a topánka, ktorá pritláča prísadu.
Funkcie a postup vykonávania práce:
- Vyčistite potrubia, odmastite ich a skontrolujte, či nie sú poškodené.
- Dajte koncom zváraných prvkov požadovaný tvar.
- Zvárané povrchy zahrejte horúcim vzduchom z extrudéra.
- Prídavný materiál (granule alebo drôt) natavený v extrudéri privádzajte na spoj a jeho pohyb ovládajte pomocou pätky. Vytvorený tlak zvarí prídavný materiál s materiálom rúry.
Zvarové švy spôsobené extrúziou musia chladnúť bez pretláčania. Táto technológia zvárania sa používa pri inštalácii potrubí s gravitačným privádzaním. Hrúbka steny by mala byť najmenej 6 mm, inak sa výrobok môže deformovať.

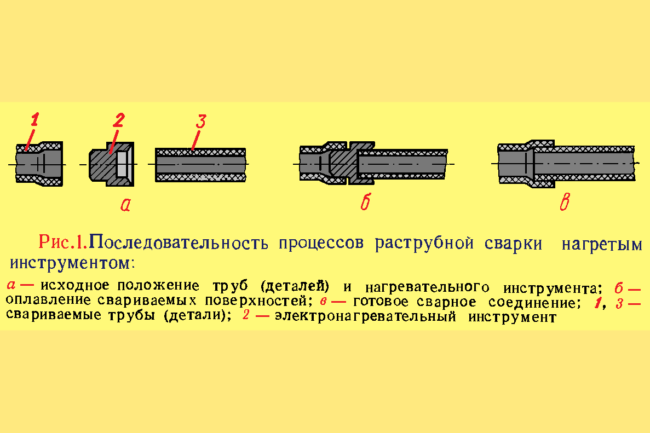
Metóda zvárania so zásuvkami pomocou tvaroviek a spojok
Zváranie zásuvkami umožňuje spájať časti potrubí s rôznymi priemermi. Spojenie sa vytvorí vložením menšieho potrubia do hlavného potrubia s väčším priemerom. Spojenie sa zabezpečí pomocou spojok, čím sa vytvorí tesné a bezpečné spojenie.
Postup je rovnaký ako pri tupom zváraní. Líšia sa len použité nástroje.
Pri pripájaní Zváranie HDPE rúrok s tvarovkami/spojkami použitie:
- rezačky rúrok;
- kalibrátory;
- stroje na zrážanie hrán;
- zváracie zariadenia s tryskami.
Na vytvorenie kolien môžu byť potrebné aj T-kusy. Tepelná rozťažnosť potrubia zaisťuje tesné utesnenie medzi spojkami.
Postup zvárania objímkou:
- Demontujte spojovací prvok.
- Očistite konce spojovaných častí a skoste ich.
- Vykonajte kalibráciu, aby ste získali symetrické kruhy.
- Čisté a odmastené konce vložte do tvarovky, pripojte k zváracej hlavici a zohrejte.
Výsledkom je, že diely sú zvarené do jedného povrchu. Zváranie do objímky sa používa pre komponenty s hrúbkou steny do 5 mm. Je obzvlášť vhodné pre úseky potrubí, kde je prístup k zariadeniu na tupé zváranie ťažký.
Čo potrebujete na zváranie?
Zváračské práce zahŕňajú high-tech procesy, ktoré vyžadujú špecializované vybavenie, primárne aj sekundárne.
Pri výbere nástrojov a zváracích zariadení zvážte spôsob zvárania a parametre HDPE rúrok.
Nástroje a vybavenie
Práca s HDPE vyžaduje, aby všetky vykurovacie telesá jednotiek boli s nepriľnavým povrchom. To eliminuje potrebu čistenia po zváraní. Všetky jednotky sú zvyčajne vybavené kontrolnými indikátormi a termostatmi.
Základné zváracie vybavenie:
- manuálne zváranie pre metódu objímky;
- stroj na tupé spájanie;
- montážne diely;
- vykurovacie prvky;
- Svorka je stojan, ktorý sa používa na držanie predmetov na mieste počas ich spracovania alebo na ich tesné stlačenie k sebe.
Takmer všetky zváracie jednotky na polyetylén sú ľahké a ľahko sa ovládajú a ich vykurovacie telesá sa dajú ľahko vymeniť.
Zváracie jednotky sa používajú:
- Mechanické;
- Automatické;
- Hydraulické.
Vykurovacie telesá sú okrúhle platne potiahnuté vrstvou PTFE. Majú kontrolku teploty a výkonu, ako aj poistku. Teplotu je možné nastaviť pomocou špeciálneho regulátora.
Na zváranie výrobkov s priemerom väčším ako 400 mm sa používajú nasledujúce zariadenia:
- tupý spoj;
- pripojenie zásuvky;
- elektrofúzne spojenie.
Univerzálne hydraulické jednotky sú obzvlášť cenné. Umožňujú vytvárať viacero zvarov v minimálnom čase, pretože zariadenie obsahuje všetky potrebné funkcie.
Ďalšie nástroje pre hydraulické zariadenia:
- polohovadlá;
- prvky na odstraňovanie oxidových usadenín;
- nástroj na zrážanie hrán;
- píly - na oddelenie diaľnic;
- nivelačné zariadenie;
- ohyby pre HDPE.
Pri zváraní pomocou ktorejkoľvek z vyššie uvedených metód je nevyhnutné použiť kompletnú sadu nástrojov. Zanedbanie ktoréhokoľvek z týchto zariadení môže viesť k nekvalitnému spoju alebo dokonca k jeho chybe.
Armatúry na pripojenie
Zváracie tvarovky sú komponenty určené na spájanie potrubí vrátane potrubí rôznych priemerov, ako aj na vytváranie odbočiek a otáčok v potrubiach. Tvarovky sa môžu použiť aj na spájanie valcovaných potrubí vyrobených z rôznych materiálov.
Prvky tohto druhu sú:
- Zvárané a odlievané. S potrubím sa spájajú pomocou špecializovaných zváracích strojov na tupé zváranie. Zvyčajne sa používajú v ohyboch a zákrutách potrubí. Vytvára sa tak silné spojenie, ktoré má rovnakú pevnosť ako pevný materiál.
Tieto tvarovky sú lacné, odolné a dostupné v širokom sortimente. Po pripojení systém nevyžaduje demontáž. Výrobcovia ponúkajú tvarovky ako kríže, redukcie, T-kusy a prvky s rôznymi uhlami. - Elektrofúzne armatúry. Môžu spojiť niekoľko potrubí naraz. Pozostávajú z polyetylénového puzdra obsahujúceho drôtený vykurovací prvok. Do týchto tvaroviek sa vkladajú rúry, ktoré sa pri vysokých teplotách roztavia a vytvoria spoľahlivé a vzduchotesné spojenie.
K dispozícii sú aj kompresné tvarovky, ale nie sú vhodné na zváranie. Tieto polyetylénové komponenty s tesneniami sa používajú na vytvorenie rozoberateľných spojov bez zvárania. Poskytujú strednú úroveň tesnosti.

HDPE rúry
Rúry z HDPE (nízkotlakového polyetylénu) sa vyrábajú za nízkeho tlaku, menej ako 2 MPa. Hotový materiál má nízku hustotu, vďaka čomu je ľahký a uľahčuje inštaláciu a pripojenie.
Vlastnosti HDPE:
- Elasticita. Sú schopné natiahnutia, čím sa eliminujú praskliny v dôsledku deformácií, ku ktorým môže dôjsť pri vysokých teplotách alebo pri mechanickom namáhaní – napríklad pri tlaku, ktorý vzniká pri tvorbe ľadových zátok.
- Flexibilita. HDPE rúry sa dajú bez problémov ohýbať, čo je mimoriadne dôležité pri vytváraní potrubí so zložitými konfiguráciami.
- Spoľahlivosť. HDPE je odolný a odolný voči agresívnemu prostrediu vrátane olejov. Nehrdzavie a dobre absorbuje vodné rázy.
Existuje niekoľko typov takýchto potrubí:
- Pre prívod studenej vody. Majú pozdĺžny modrý pruh. Majú hladké vnútorné steny, ktoré nehromadia soli ani sedimenty.
- Plyn. Majú vysokú prietokovú kapacitu, dlhú životnosť a odolávajú vysokému tlaku. Sú označené žltým pozdĺžnym pruhom.
- Na vykurovanie a zásobovanie teplou vodou. Sú vystužené sklenenými vláknami a vyrobené z vysokopevnostného polyetylénu.
- Dvojvrstvová vlnitá lepenka. Ide o potrubia s hrdlami používané na odvodnenie vody a kanalizáciu. Sú veľmi odolné, ľahko sa inštalujú a odolávajú agresívnemu prostrediu.
Fázy práce
Aby proces zvárania potrubí PDN prebiehal bez oneskorenia a výsledkom bol vysoko kvalitný zvar, ktorý zabezpečí dlhodobú prevádzku potrubia, je potrebné postupovať v určitom poradí.
Príprava HDPE rúrok pred zváraním
Pred začatím zvárania je potrebné vykonať niekoľko prípravných krokov. Ak sa to urobí správne, nebudete sa musieť počas zvárania obávať chýbajúcich nástrojov, opravy nedokonalostí ani ničoho iného.
Príprava na zváranie:
- Zakúpte a doručte na miesto zvárania HDPE rúry, spojovacie prvky, svorky a ďalšie diely v súlade s priemerom zváraných prvkov.
- Usporiadajte a vyčistite priestor na umiestnenie zváracieho zariadenia.
- Na spracovanie koncov tvaroviek a rúrok, ktoré sa majú zvárať, použite mechanickú metódu.
Zváracie zariadenia si vyžadujú osobitnú pozornosť. Musia byť skontrolované, či fungujú správne, a pripravené na použitie.
Ako pripraviť zváracie zariadenie:
- Skontrolujte všetky komponenty zváračky. Skontrolujte uzemnenie a elektrické vodiče, či fungujú správne, a skontrolujte ostrosť rezacích čepelí na čelnej ploche.
- Pripravte elektrický generátor. Naplňte ho palivom a otestujte jeho funkčnosť.
- Vyčistite všetky komponenty zariadenia – škrabky, hoblíky a ohrievače – od nečistôt. Odstráňte všetky zvyšky prilepeného polyetylénu a potom odmastite všetky povrchy rozpúšťadlom.
- Skontrolujte hladinu oleja v hydraulickom systéme zváračky a funkciu posuvnej svorky. Pohyblivé časti zariadenia namažte špeciálnymi mazivami.
- Skontrolujte, ako fungujú kontrolné a meracie prístroje.
Normy na tupé zváranie
V Rusku donedávna panoval zmätok, pokiaľ ide o regulačný rámec pre zváranie HDPE, pretože súčasne platilo niekoľko dokumentov.
Od roku 2013 platia normy GOST pre zariadenia a technológie na tupé zváranie. To neznamená, že dovážané, nekvalitné zváracie zariadenia boli vyradené alebo že sa zastavili ich nákupy, ale ruskí výrobcovia boli povzbudzovaní k zlepšeniu kvality svojich zariadení.
Súčasná norma GOST 55276 R 55276-2012 (Plastové rúry a tvarovky) umožnila zjednotiť technológiu tupého zvárania HDPE v Rusku.
Na čo si dať pozor:
- GOST R 55276. Spolu s konvenčnou technológiou nízkotlakového zvárania legalizuje vysokotlakové zváranie HDPE, ktoré sa predtým praktizovalo iba v Spojených štátoch. Tento režim vyžaduje špecializované vybavenie, ale výrazne skracuje čas zváracieho cyklu.
- GOST R 55276. Nie je zvlášť vhodný pre staveniská, pretože nie je určený pre samotných zváračov - zváračov, ale pre technológov - vývojárov technologických schém pre zváranie HDPE.
- GOST R 55276. Nerieši obmedzenia stanovené starými domácimi a zahraničnými predpismi. Týka sa to predovšetkým rozsahu teplôt okolia od +5 do +45 °C, keďže v Rusku sa zváranie potrubí musí vykonávať pri teplotách pod bodom mrazu.
Ďalším rozdielom je obmedzenie hrúbky steny rúr na 70 mm, zatiaľ čo steny rúr vyrábaných dnes majú 90 mm alebo viac.
Zváranie na tupo vykonávame sami
Pomocou špecializovaného zváracieho stroja môžete zvárať HDPE rúry na tupo svojpomocne. Spojenie sa dosiahne zmäkčením polyetylénu a vytvorením bezpečného švu. Toto je najjednoduchšia možnosť a je vhodná iba pre rúry s rovnakým priemerom, ale aj ona si vyžaduje určité zručnosti a schopnosti.
Tupé zváranie HDPE potrubí musí vykonávať kvalifikovaný zvárač, inak bude ťažké dosiahnuť presnosť a spoľahlivosť spojenia.
Postup manuálneho zvárania na tupo:
- Pripravte zariadenie, skontrolujte zvárací stroj a skontrolujte jeho činnosť.
- Rúry odrežte s určitou dĺžkou navyše a ponechajte niekoľko milimetrov polyetylénu na vytvorenie zvaru.
- Očistite konce, aby ste vytvorili dokonale hladké okraje a zabezpečili dobrý kontakt.
- Vložte potrubné materiály do zváračky a vycentrujte ich.
- Medzi zvárané kusy umiestnite vykurovací článok. Konce zahrievajte, kým sa neroztopia – čas zahrievania závisí od kvality materiálu a hrúbky steny kusov.
- Odstráňte vykurovací článok a ihneď stlačte konce k sebe. Sila a tlak potrebný na stlačenie sa vytvárajú pákou alebo hydraulickým pohonom.
- Počkajte, kým polyetylénové rúry vychladnú. Skontrolujte kvalitu zvaru, aby ste sa uistili, že nedochádza k nahromadeniu materiálu ani k zmenám priemeru.
Ak je potrebné zvárať výrobky s veľkým priemerom, odporúča sa použiť automatický zvárací stroj, ktorý presne vycentruje a spojí časti.
Kontrola kvality švov
Po dokončení zvárania sa švy vizuálne kontrolujú na kvalitu. Existujú normy GOST pre kvalitatívne charakteristiky zvarových spojov.
Požiadavky:
- zvary musia byť rovnomerné po celej dĺžke na úrovni vonkajších povrchov zváraných profilov;
- Presahy zvarových švov nad spájané plochy sú povolené, výška švu:
- s hrúbkou steny 5 mm - výčnelok nie je väčší ako 2,5 mm;
- pri hrúbke 6-20 mm je maximálna výška švu 5 mm;
- Spoj musí byť presne vycentrovaný; ak sa zistí posunutie spájaných plôch, nesmie prekročiť 10 % hrúbky steny spájaných rúrok.
Odporúčania od profesionálov
Skúsení zvárači pracujúci s HDPE rúrkami odporúčajú pri zváraní postupovať mimoriadne opatrne a sledovať kvalitu spojov. Tesnosť spojov a životnosť potrubí závisia od presnosti zvarov.
Tipy pre profesionálov:
- Uistite sa, že prierez potrubia nevyzerá ako elipsa - to výrazne zníži kvalitu zvaru;
- Materiály na valcovanie plastových rúr musia byť pevne držané na mieste, kým roztavené okraje úplne nestuhnú;
- zvar musí mať rovnomernú húsenicu vyčnievajúcu nad povrchy zváraných prvkov; výška húsenice musí zodpovedať normám (uvedeným v tabuľke vyššie);
- Upevňovacie prvky s maticami musia byť upevnené maximálne po konštrukčnú medzu, pretože nadmerná sila môže poškodiť potrubie;
- Pred začatím práce si preštudujte pokyny na zváranie HDPE a oboznámte sa s parametrami procesu.
HDPE rúry sú moderný a cenovo dostupný materiál, ktorý umožňuje výstavbu potrubí pre širokú škálu účelov a konfigurácií. Pomocou špecializovaného zváracieho zariadenia je možné tieto produkty použiť na vytvorenie spoľahlivých potrubí, a to ako priemyselne, tak aj manuálne.



