Povezovanje cevi iz polietilena nizke gostote (HDPE) v en sam cevovod se izvaja z različnimi metodami, tako snemljivimi kot trajnimi. Ena najbolj zanesljivih možnosti je varjenje cevi HDPE.
Obstaja več metod za izvajanje varilnih del, od katerih se vsaka izvaja z uporabo določene tehnologije.
- Trajne povezave - varjenje HDPE cevi
- Čelno varjenje cevi
- Čelno varjenje cevovoda z ekstruderjem pod kotom
- Metoda varjenja v vtičnicah z uporabo fitingov in spojk
- Kaj potrebujete za varjenje?
- Orodja in oprema
- Priključki za priključitev
- HDPE cevi
- Faze dela
- Priprava HDPE cevi pred varjenjem
- Standardi za sočelno varjenje
- Sami izvajamo varjenje na čelu
- Nadzor kakovosti šivov
- Priporočila strokovnjakov
Trajne povezave - varjenje HDPE cevi
Trajna metoda priključitve je edina sprejemljiva možnost za HDPE cevi velikega premera. Zagotavlja visoko stopnjo tesnosti, ki jo je mogoče vzdrževati tudi pri visokih temperaturah.
Polietilen je enostaven za varjenje, ker ohranja viskozno, tekočo konsistenco v širokem temperaturnem območju in ima nizko viskoznost taline.
Ne glede na način vzpostavitve trajne povezave so jim naložene naslednje zahteve:
- kot premika dveh povezanih cevi ne sme presegati 10% glede na debelino njihovih sten;
- spojni šiv mora biti nameščen nad zunanjo površino povezanih odsekov;
- Šivne kroglice morajo biti izdelane brezhibno kakovostno, njihova višina pa se lahko giblje v območju 2,5-5 mm (določeno z debelino sten).
Obstajajo tri najbolj priljubljene vrste varjenja: čelno varjenje, varjenje z vtičnico in elektrofuzijsko varjenje. Oglejmo si podrobneje vsako tehnologijo.
Čelno varjenje cevi
Čelno varjenje je najbolj priljubljena metoda za trajno spajanje HDPE cevi. Ta tehnika vključuje spajanje koncev dveh delov enakega premera. Debelina stene povezanih elementov mora biti prav tako enaka.
Priključitev tlačnih cevi se izvaja v industrijskih pogojih z uporabo posebne elektrohidravlične in mehanske opreme, saj zahteva večjo natančnost in točnost.
Ročno varjenje je dovoljeno samo na netlačnih cevovodih.

Značilnosti čelnega varjenja:
- metoda se uporablja na ceveh s stenami, debelejšimi od 4,5-5 mm, in premerom 50 mm;
- varilna dela se izvajajo na ravnih in stabilnih površinah;
- Če se dela izvajajo na prostem, je treba konce cevi zapreti s čepi, da se prepreči prepih v glavnih cevovodih; veter poslabša temperaturne parametre in vpliva na kakovost dela;
- Odseki, ki jih je treba povezati, morajo biti čisti znotraj in zunaj - morebitni odpadki ali celo prah bodo preprečili kakovostno povezavo; sponke varilne enote ne smejo biti nič manj čiste;
- Za nastavitev temperature je priporočljivo izvesti 1-2 varjenja kot poskusni postopek. To vam bo pomagalo razumeti načela in značilnosti postopka, če nimate izkušenj s sočelnim varjenjem cevovodov;
- Pred brušenjem je treba rezalne plošče temeljito obrisati, po brušenju pa preveriti skladnost dimenzij cevi;
- Optimalno temperaturno območje okolice za sočelno varjenje je od -15 do +45 °C.
Postopek industrijskega čelnega varjenja:
- Pred začetkom dela se deli, ki jih je treba variti, razrežejo pravokotno na površino, na katero se položijo. Konci se temeljito očistijo, razmastijo in obrežejo.
- Cevi so pritrjene v varilnem stroju in skrbno centrirane, preverjene glede deformacij in poškodb.
- Konci valjanih cevnih materialov se segrejejo z napravo za mehčanje materiala.
- Staljena konca se združita in stisneta skupaj pod visokim pritiskom. Postopek se nadaljuje, dokler se polietilen ne ohladi.
- Ko se spoj ohladi, se stroj odstrani.
Po čelnem varjenju je šiv popolnoma gladek in simetričen. Spoj zagotavlja enako močan spoj kot trdna cevovodna cev. Za dokončanje zgoraj opisanega postopka sta potrebni dve osebi.
Pri izvajanju čelnega varjenja se izogibajte:
- ostra povezava staljenih koncev;
- premikanje in zvijanje cevi;
- prisotnost vrzeli;
- nenadna sprememba temperature;
- neenakomerno segrevanje območij, ki se spajajo;
- hitro hlajenje spojev na mestu povezave.
Priporočljivo je variti HDPE cevi istega razreda, včasih pa je treba povezati cevi različnih razredov.
Upoštevajte, da prekomerna kompresija ustvarja večje nabiranje v cevovodu, kar zmanjšuje učinkovitost končnih linij. Če tlak ni zadosten, varjenje traja dlje. Zaradi tega daljšega čakalnega obdobja segreti polietilen lahko ohladi.
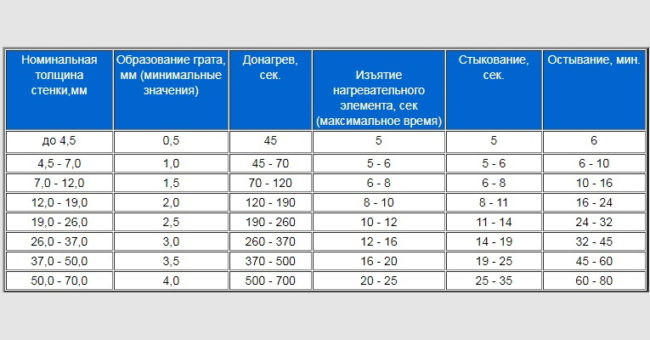
Pri začetku varjenja je potrebno uskladiti varilne parametre s tabelo, ki vsebuje priporočene sile in tlake za različne cevovode.
Tabela parametrov za čelno varjenje HDPE:
Čelno varjenje cevovoda z ekstruderjem pod kotom
Ekstruzijsko varjenje ustvari spoj s trdnostjo 70 % ali več nelegiranega materiala. Ta metoda se uporablja samo za varjenje komponent iz istega materiala.
Ekstruzijsko varjenje se izvaja z naslednjo opremo:
- grelni element;
- vijak;
- sistem za dovod zraka;
- zabojnik za shranjevanje granul in čevelj, ki pritiska na dodatek.
Značilnosti in postopek opravljanja dela:
- Očistite cevi, jih razmastite in preverite morebitne napake.
- Koncem elementov, ki jih je treba variti, dajte želeno obliko.
- Površine, ki jih želite variti, segrejte z vročim zrakom iz ekstruderja.
- Polnilno kovino (granule ali žico), ki se je zlila v ekstruderju, dovajajte na spoj in njeno gibanje nadzorujte s pomočjo čevlja. Ustvarjeni tlak zvari polnilno kovino z materialom cevi.
Ekstruzijski varilni šivi se morajo hladiti brez pritiska. Ta varilna tehnologija se uporablja pri vgradnji cevovodov, ki se napajajo s težo. Debelina stene mora biti vsaj 6 mm, sicer se izdelek lahko deformira.

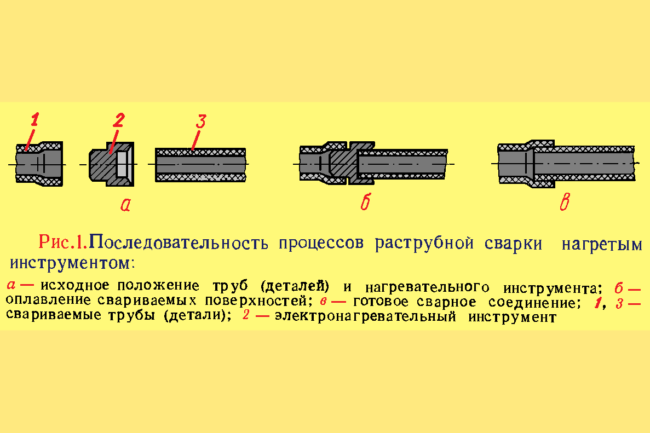
Metoda varjenja v vtičnicah z uporabo fitingov in spojk
Varjenje z vtičnico omogoča spajanje delov cevi z različnimi premeri. Povezava se izvede tako, da se manjša cev vstavi v glavno cev večjega premera. Povezava se zavaruje s spojkami, kar ustvari tesno in varno povezavo.
Postopek je enak kot pri sočelnem varjenju. Razlikujejo se le uporabljena orodja.
Pri povezovanju Varjenje HDPE cevi s fitingi/spojkami uporaba:
- rezalniki cevi;
- kalibratorji;
- stroji za poševno rezanje;
- varilna oprema s šobami.
Za izdelavo komolcev so morda potrebni tudi T-kosi. Toplotno raztezanje cevi zagotavlja tesno tesnjenje med spojkami.
Postopek varjenja vtičnic:
- Razstavite povezovalni element.
- Očistite konce delov, ki jih želite spojiti, in jih posnemite.
- Izvedite kalibracijo, da dobite simetrične kroge.
- Čiste in razmaščene konce vstavite v fiting, priključite na varilni stroj in segrejte.
Posledično so deli spojeni v eno samo površino. Varjenje v vtičnico se uporablja za komponente z debelino stene do 5 mm. Še posebej je primerno za odseke cevovodov, kjer je dostop do opreme za čelno varjenje otežen.
Kaj potrebujete za varjenje?
Varilna dela vključujejo visokotehnološke procese, ki zahtevajo specializirano opremo, tako primarno kot sekundarno.
Pri izbiri orodij in varilnih naprav upoštevajte način varjenja in parametre HDPE cevi.
Orodja in oprema
Delo s HDPE zahteva, da so vsi grelni elementi enot nelepljivi. To odpravlja potrebo po čiščenju po varjenju. Vse enote so običajno opremljene s kontrolnimi indikatorji in termostati.
Osnovna varilna oprema:
- ročno varjenje za metodo vtičnice;
- stroj za čelno spajanje;
- montažni deli;
- grelni elementi;
- Sponka je stojalo, ki se uporablja za držanje predmetov na mestu med obdelavo ali tesnim stiskanjem skupaj.
Skoraj vse enote za varjenje polietilena so lahke in enostavne za uporabo, njihove grelne elemente pa je mogoče enostavno zamenjati.
Uporabljajo se varilni aparati:
- Mehanski;
- Samodejno;
- Hidravlično.
Grelni elementi so okrogle plošče, prevlečene s plastjo PTFE. Imajo indikatorsko lučko za temperaturo in moč ter varovalko. Temperaturo je mogoče nastaviti s posebnim regulatorjem.
Za varjenje izdelkov s premerom večjim od 400 mm se uporabljajo naslednje naprave:
- zadnji spoj;
- priključek vtičnice;
- elektrofuzijska povezava.
Univerzalne hidravlične enote so še posebej dragocene. Omogočajo ustvarjanje več zvarov v minimalnem času, saj oprema vključuje vse potrebne funkcije.
Dodatna orodja za hidravlične naprave:
- pozicionerje;
- elementi za odstranjevanje oksidnih usedlin;
- orodje za poševno rezanje;
- žage - za ločevanje avtocest;
- nivelirna naprava;
- ovinki za HDPE.
Pri varjenju z uporabo katere koli od zgoraj navedenih metod je nujno uporabiti celoten komplet orodij. Zanemarjanje katere koli opreme lahko povzroči slabo kakovost spoja ali celo okvaro.
Priključki za priključitev
Varilni fitingi so sestavni deli, namenjeni povezovanju cevi, vključno s cevmi različnih premerov, ter ustvarjanju odcepov in zavojev v cevovodih. Fitingi se lahko uporabljajo tudi za povezovanje valjanih cevi iz različnih materialov.
Elementi te vrste so:
- Varjeno in lito. Na cevi so povezani s specializiranimi stroji za čelno varjenje. Običajno se uporabljajo pri zavojih in ovinkih v cevovodih. To ustvari močno povezavo, ki je po trdnosti enakovredna trdnemu materialu.
Ti fitingi so poceni, trpežni in na voljo v široki paleti. Ko so enkrat priključeni, sistema ni treba razstavljati. Proizvajalci ponujajo fitinge, kot so križni kosi, reducirni kosi, T-kosi in elementi z različnimi koti. - Elektrofuzijske armature. Lahko povežejo več cevi hkrati. Sestavljeni so iz polietilenskega ohišja, ki vsebuje žični grelni element. Cevi so vstavljene v te fitinge, ki se pod visokimi temperaturami stopijo in ustvarijo zanesljivo, zrakotesno povezavo.
Na voljo so tudi kompresijski fitingi, vendar niso primerni za varjenje. Te polietilenske komponente s tesnili se uporabljajo za ustvarjanje snemljivih povezav brez varjenja. Zagotavljajo srednjo stopnjo tesnosti.

HDPE cevi
Cevi iz HDPE (nizkotlačnega polietilena) so izdelane pod nizkim tlakom, manj kot 2 MPa. Končni material ima nizko gostoto, zaradi česar je lahka teža, kar olajša namestitev in priključitev.
Značilnosti HDPE:
- Elastičnost. Sposobni so se raztezati, kar preprečuje razpoke zaradi deformacij, ki se lahko pojavijo pri visokih temperaturah ali pod mehanskim stresom – na primer pod pritiskom, ki nastane ob nastanku ledenih čepov.
- Prilagodljivost. Cevi iz HDPE se lahko brez težav upognejo, kar je izjemno pomembno pri ustvarjanju cevovodov s kompleksnimi konfiguracijami.
- Zanesljivost. HDPE je trpežen in odporen na agresivna okolja, vključno z olji. Ne rjavi in dobro absorbira vodni udar.
Obstaja več vrst takšnih cevi:
- Za oskrbo s hladno vodo. Imajo vzdolžno modro črto. Imajo gladke notranje stene, ki ne nabirajo soli ali usedlin.
- Plin. Imajo visoko pretočnost, dolgo življenjsko dobo in lahko prenesejo visok tlak. Prepoznamo jih po rumeni vzdolžni črti.
- Za ogrevanje in oskrbo s toplo vodo. Ojačane so s steklenimi vlakni in izdelane iz polietilena visoke natezne trdnosti.
- Dvoslojna valovita. To so cevi z objemkami, ki se uporabljajo za odvajanje vode in kanalizacijo. So zelo trpežne, enostavne za montažo in odporne na agresivna okolja.
Faze dela
Da bi varjenje cevi PDN potekalo brez zamikov in da bi bil rezultat visokokakovosten zvar, ki zagotavlja dolgoročno delovanje cevovoda, je treba postopek izvesti v določenem vrstnem redu.
Priprava HDPE cevi pred varjenjem
Pred začetkom varjenja je treba opraviti številne pripravljalne korake. Če so opravljeni pravilno, vam med varjenjem ne bo treba skrbeti za manjkajoče orodje, odpravljanje nepravilnosti ali karkoli drugega.
Priprava na varjenje:
- Nakup in dostava na varilno mesto HDPE cevi, pritrdilnih elementov, objemk in drugih delov v skladu s premerom varjenih elementov.
- Uredite in očistite prostor za postavitev varilne opreme.
- Za obdelavo koncev fitingov in cevi, ki jih je treba variti, uporabite mehansko metodo.
Varilna oprema zahteva posebno pozornost. Preveriti jo je treba glede pravilnega delovanja in jo pripraviti za uporabo.
Kako pripraviti varilno opremo:
- Preverite vse komponente varilnega stroja. Preverite ozemljitev in električne žice za pravilno delovanje ter ostrino rezil na čelni strani.
- Pripravite električni generator. Napolnite ga z gorivom in preizkusite njegovo delovanje.
- Očistite vse sestavne dele opreme – strgala, skobeljnike in grelnike – morebitne umazanije. Odstranite morebitne sledi prilepljenega polietilena in nato vse površine razmastite s topilom.
- Preverite nivo olja v hidravličnem sistemu varilnega aparata in delovanje drsne spone. Gibljive dele opreme namažite s posebnimi mazivi.
- Preverite, kako delujejo krmilni in merilni instrumenti.
Standardi za sočelno varjenje
Do nedavnega je v Rusiji vladala zmeda glede regulativnega okvira za varjenje HDPE, saj je hkrati veljalo več dokumentov.
Od leta 2013 veljajo standardi GOST za opremo in tehnologijo čelnega varjenja. To ne pomeni, da je bila uvožena, nizkokakovostna varilna oprema opuščena ali da so se nakupi ustavili, vendar so bili ruski proizvajalci spodbujeni k izboljšanju kakovosti svoje opreme.
Veljavni GOST 55276 R 55276-2012 (Plastične cevi in fitingi) je omogočil poenotenje tehnologije čelnega varjenja HDPE v Rusiji.
Na kaj morate biti pozorni:
- GOST R 55276. Skupaj s konvencionalno tehnologijo varjenja z nizkim tlakom legalizira varjenje HDPE z visokim tlakom, ki se je prej izvajalo le v Združenih državah Amerike. Ta način zahteva specializirano opremo, vendar znatno skrajša čas varilnega cikla.
- GOST R 55276. Ni posebej primeren za gradbišča, saj ni namenjen dejanskim izvajalcem - varilcem, temveč tehnologom - razvijalcem tehnoloških kart za varjenje HDPE.
- GOST R 55276. Ne obravnava omejitev, ki jih nalagajo stari domači in tuji predpisi. To se nanaša predvsem na temperaturno območje okolice od +5 do +45 °C, saj je treba v Rusiji varjenje cevovodov izvajati pri temperaturah pod ničlo.
Drugo neskladje je omejitev debeline stene cevi na 70 mm, medtem ko so stene cevi, ki se proizvajajo danes, 90 mm ali več.
Sami izvajamo varjenje na čelu
S specializiranim varilnim strojem lahko HDPE cevi varite na čelno varjenje sami. Povezava se doseže z mehčanjem polietilena in oblikovanjem varnega šiva. To je najpreprostejša možnost in je primerna le za cevi enakega premera, vendar tudi ta zahteva določene spretnosti in sposobnosti.
Varjenje HDPE cevovodov na čelni spoj mora opraviti usposobljen varilec, sicer bo težko doseči natančnost in zanesljivost povezave.
Postopek ročnega čelnega varjenja:
- Pripravite opremo, pregledajte varilni stroj in preverite njegovo delovanje.
- Cevi odrežite z nekaj dodatne dolžine, pri čemer pustite nekaj milimetrov polietilena za oblikovanje varjenja.
- Očistite konce, da ustvarite popolnoma gladke robove in zagotovite dober stik.
- Cevni material položite v varilni stroj in ga centrirajte.
- Med kosi, ki jih želite variti, namestite grelni element. Konca segrevajte, dokler se ne stopita – čas segrevanja je odvisen od kakovosti materiala in debeline stene kosov.
- Odstranite grelni element in takoj stisnite konca skupaj. Sila in tlak, potreben za stiskanje, se ustvarita z ročico ali hidravličnim pogonom.
- Počakajte, da se polietilenske cevi ohladijo. Preverite kakovost varjenja, da se prepričate, da ni nabiranja materiala ali sprememb premera.
Če je treba variti izdelke velikega premera, je priporočljivo uporabiti avtomatski varilni stroj, ki bo natančno centriral in združil dele.
Nadzor kakovosti šivov
Po končanem varjenju se šivi vizualno pregledajo glede kakovosti. Za kakovostne značilnosti varjenih spojev obstajajo standardi GOST.
Zahteve:
- zvari morajo biti enakomerni po celotni dolžini na ravni zunanjih površin varjenih odsekov;
- Dovoljeni so štrleči deli varjenega šiva nad površinami, ki se spajajo, višina šiva:
- z debelino stene 5 mm - izboklina ni večja od 2,5 mm;
- za debelino 6-20 mm je največja višina šiva 5 mm;
- Priključek mora biti natančno centriran; če se zazna premik površin, ki se povezujejo, ta ne sme presegati 10 % debeline stene cevi, ki se povezujejo.
Priporočila strokovnjakov
Izkušeni varilci, ki delajo s HDPE cevmi, svetujejo izjemno previdnost pri varjenju in spremljanje kakovosti spojev. Tesnost spojev in življenjska doba cevovodov sta odvisni od natančnosti varjenja.
Profesionalni nasveti:
- Pazite, da prečni prerez cevi ni videti kot elipsa - to bo znatno zmanjšalo kakovost varjenja;
- Materiale za valjanje plastičnih cevi je treba trdno držati na mestu, dokler se staljeni robovi popolnoma ne strdijo;
- zvar mora biti enakomeren, štrleč nad površinami varjenih elementov; višina zvara mora ustrezati standardom (navedenim v zgornji tabeli);
- Pritrdilni elementi z maticami morajo biti pritrjeni največ do konstrukcijske meje, saj lahko prekomerna sila poškoduje cev;
- Pred začetkom dela preberite navodila za varjenje HDPE in se seznanite s procesnimi parametri.
HDPE cevi so sodoben, cenovno dostopen material, ki omogoča gradnjo cevovodov za najrazličnejše namene in konfiguracije. Z uporabo specializirane varilne opreme se ti izdelki lahko uporabljajo za ustvarjanje zanesljivih cevovodov, tako industrijskih kot ročnih.



