Данас се пластеници направљени од профилних цеви често постављају на летњим викендицама. Они су стабилни, имају дужи век трајања и пропуштају више светлости од дрвених.
Да би се инсталирала конструкција направљена од профилисаног челика, потребно је да се савије под одређеним углом. Чини се немогућим то учинити без специјализоване опреме. У овом чланку ћемо истражити могуће методе и објаснити како савијати квадратни профилисани челик код куће без савијача цеви.
- Које потешкоће настају током процеса савијања профилне цеви?
- Како облик и техничке карактеристике профилне цеви утичу на избор методе савијања?
- Како савити профилну цев без савијача цеви
- Како савијати са претходним загревањем (са пунилом од песка)
- 7 начина савијања без загревања (хладна метода)
- 3 алтернативне опције за савијање
- Савијамо се помоћу савијача цеви
- Како савити профилну цев под углом од 90 степени
- Како избећи овализацију
- Савети и препоруке
- Услуге савијања
- Уређаји за савијање
Које потешкоће настају током процеса савијања профилне цеви?
Флексибилна профилна цев подразумева њено делимично или потпуно савијање. Као што је познато, Профилне цеви имају висок степен чврстоће, тако да се могу савијати само под притиском или загревањем подручја које се савија. Током овог процеса, на део делују две силе:
- компресија - унутра;
- проширења - споља.
Управо у супротном смеру од ових сила лежи тешкоћа рада при заобљавању цеви:
- На различитим местима, профилна цев може различито реаговати на савијање, што ће довести до губитка поравнања, односно појединачни делови радног комада ће се налазити на различитим површинама.
- Цев није увек у стању да издржи процес истезања и може се савити или пући. Ови проблеми се најчешће јављају када се савијање врши неправилно.
- Производ може развити наборе који подсећају на валовитост.
- Ниво чврстоће се смањује када се прегреје и структура је оштећена.
- Бочни зидови су згњечени - то се дешава због прекомерног притиска када радни предмет пролази кроз савијање.
Да бисте избегли ове проблеме, требало би да узмете у обзир материјал од којег су цеви направљене и њихову величину: дебљину зида, пречник, угао савијања.
Како облик и техничке карактеристике профилне цеви утичу на избор методе савијања?
Профилне цеви нису округле, правоугаоне су, овалне или квадратнеЗа пластенике у близини сеоске куће препоручује се употреба квадратних или правоугаоних модела; имају равне зидове, што олакшава постављање покривача.

Асортиман профила је огроман. Имају различите геометријске параметре. Главни су величина попречног пресека и дебљина зида. Дуктилност је важна, јер одређује могући радијус савијања. Вреди напоменути да загрејане профилне цеви повећавају своју дуктилност, што их чини лакшим за савијање.
Постоје две технолошке методе:
- „хладно“ - без излагања температури;
- „вруће“ - подручје је претходно загрејано.
Штавише, цеви од нисколегираних и угљеничних влакана имају повећану еластичност и могу се вратити уназад када се савијају, тако да се не користе за изградњу пластеника. Профилне цеви пречника 2 мм се не препоручују, јер имају малу чврстоћу на месту савијања.
Не постоје строги стандарди за избор методе савијања квадратних цеви, постоје само овалниОви стандарди се примењују на топло заварене цеви преко 100 мм, али се не примењују на профилисане производе.
Професионалци предлажу коришћење „хладне“ методе за ваљани цевасти материјал пречника мањег од 10 мм, а савијање под топлотом за оне пречника 40 мм и више.
Препоручује се да код куће извршите пробно савијање: један крај профилисане цеви стегнете у шкрипцу, а на други ставите цев већег пречника. Ово „раме“ треба затегнути док савијате радни предмет. Ако се лако савија, онда загревање није потребно. Коју од ових метода ћете користити за савијање профилисане цеви код куће, зависи од вас.
Методе савијања према врсти материјала цеви, за:
- ваљани метал - заварен, са резањем помоћу брусилице;
- челик - са грејањем;
- пластика или алуминијум - било која опција, јер је материјал мекан.

Квадратни ваљани метални производи варирају по попречном пресеку и величини зида. Ови фактори утичу на угао савијања.
Постоје бројне инжењерске нијансе у вези са овим питањем. Али познавање свих њих није неопходно за домаћи задатак. Важно је обратити пажњу на следеће аспекте.
- Танки производи са попречним пресеком до 20 мм морају се савијати без савијача цеви на подручју које је 2,5 пута дуже од висине саме цеви.
- Дебели ваљани метал може се савијати у зони три пута дужој од његовог попречног пресека. Ако се ово занемарује, метал ће пуцати споља или се деформисати изнутра.
- Савијање квадратне цеви је опасно у једном погледу: може изазвати прелом на месту операције, што доводи до одбацивања дела.
- Ограничавајући услов је следећи однос: минимални радијус не сме бити мањи од два и по пута већи од попречног пресека савијања. На пример, за производ дебљине 40 мм, минимални унутрашњи радијус је 40 x 2,5 = 100 мм.
Пре савијања челичне профилне цеви, требало би да запамтите још једно правило.

Производ има тенденцију да се врати у свој првобитни облик након обликовања. Из тог разлога, најбоље га је савити мало више него што је потребно за шаблон. Ако савијете радни предмет мало више, коначно заокруживање ће одговарати спецификацијама шаблона.
Сви ови услови морају се узети у обзир пре почетка рада, иначе је нада на квалитетан резултат бескорисна.
Како савити профилну цев без савијача цеви
Типично, приликом изградње надстрешница или стакленика у летњој кућици, користе се цеви малих димензија. Тачност угла савијања није критична, па су импровизовани алати погодни за савијање.
Наравно, боље је спровести овај поступак у посебној просторији где постоји радни сто и разни алати.
Такође је потребно да припремите посебну одећу; она ће вас заштитити од прашине, струготина, варница и приликом рада са гориоником.
Ако радите савијање код куће, морате узети у обзир:
- Количина савијања.
- Материјали за производњу.
- Дебљина зидова.
- Одељак.
Деформација ваљаних профилних производа врши се у дозвољеним границама утврђеним за попречни пресек и дебљину зида.
Приликом рада потребно је осигурати да се попречни пресек не спљошти и да се не појаве унутрашњи преломи.

Како савијати са претходним загревањем (са пунилом од песка)
Да бисте постигли висококвалитетно и равномерно савијање профилне цеви када користите „врућу“ методу, прво напуните комад песком. Пошто ће рад укључивати врући метал, потребно је носити платнене рукавице.
Корак по корак, савијање квадратног производа изгледа овако:
- Дрвени клин се убацује у млазницу на једном крају. Његова дужина треба да буде 10 пута већа од ширине основе. Површина основе је једнака двострукој површини отвора у радном предмету који ће покрити.
- У цев се сипа ситнозрни песак, прво просејан и осушен (печен на 150 степени Целзијуса). Левак се користи за пуњење профила песком. Да би се осигурала густа и равномерна расподела, сипа се у порцијама. Током овог процеса, зидове дела куцкајте дрвеним чекићем.

- Клин се такође убија са друге стране.
- Чепови морају одговарати унутрашњим димензијама профила. Један од њих има четири уздужна жлеба усечена у себи како би се омогућило избацивање гаса који се производи када се песак загрева.
- Место које треба савити означено је кредом.
- Профилни бланк је стегнут у шкрипцу. Ако производ има завар, он треба да буде са стране.
- Место означено кредом загрева се гасним гориоником док не поцрвени.
- Пажљиво савијте квадратни профил, без наглих покрета, али са силом. То се ради у једном потезу.
- Делови се затим морају оставити да се охладе, а резултат упоредити са шаблоном.
- Ако је савијање правилно урађено, чепови се уклањају и песак се сипа.
Ако савијате квадратну цев са завареним спојевима, они морају бити постављени са спољашње стране савијања, а не са унутрашње стране, иначе ће се завар распасти.
Ова метода је погодна само за једнократно савијање угла. Поновљено загревање ће довести до губитка чврстоће метала.
Могуће је савити цевни производ напуњен песком без загревања, али то је сложенији процес.
7 начина савијања без загревања (хладна метода)
Профилну цев можете савити „хладном“ техником, користећи разне алате и без претходног загревања. Хајде да погледамо како сами савити профилну цев без загревања.
- Савијање са пуњењем - водаОва опција је јефтинија, не захтева грејање и дизајнирана је за танке дуралуминијумске и месингане цеви. Посебно је погодна за употребу зими, када температуре падну испод нуле.
Поступак није компликован:
- један крај радног предмета је запечаћен чепом;
- са другог краја, вода се сипа у део и он је такође запечаћен;
- профил се износи напоље и држи на хладном док се вода не замрзне;
- цев се савија, када је вода у њој замрзнута, то је лако;
- Производ се доводи на топло место, течност се одмрзава, а вода се исцеди.
Метода се препоручује за цеви од обојених метала, јер нису подложне корозији.
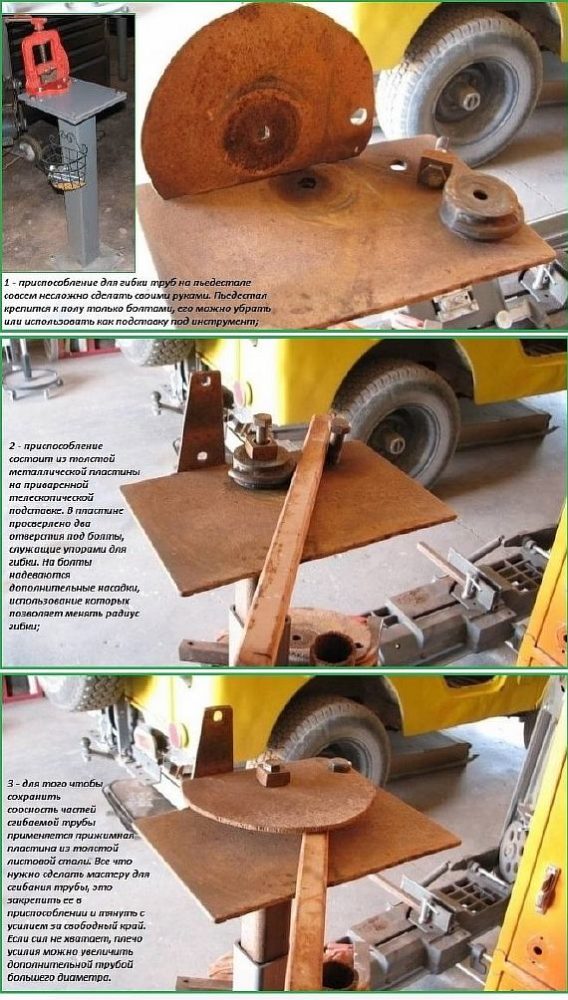
2. Са плочом за савијање — Ова метода је намењена за савијање квадратних челичних или алуминијумских цеви. Плоча је панел направљен од дебелог металног лима. Заварена је за стуб постављен на импровизованој платформи. Савијање захтева неколико корака.
- избушите рупе у плочи за вијке, оне ће служити као граничник за цев;
- Поставите млазницу на један вијак; потребно је подесити угао савијања;
- Да би се осигурало поравнање делова цеви који се налазе поред кривине, изнад ње треба поставити металну плочу причвршћену вијцима.
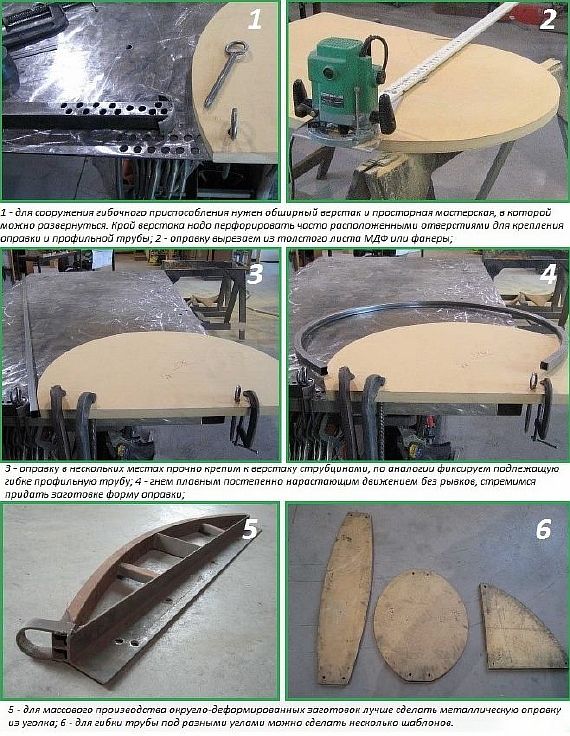
3. Савијање трна — Погодно за профилне цеви са висином зида не већом од 25 мм. Овај дизајн је најбоље поставити на радни сто. Бушите честе рупе дуж његове ивице да бисте причврстили трн и профилну цев.
- Степен савијања се подешава помоћу шаблона направљеног од шперплоче или металног угла. Применом физичке силе, део се поставља на трн, дајући му жељени угао савијања.
4. Коришћење брусилице - Ова метода не дозвољава да направите савршен полукруг, јер је кривина састављена од неколико правих сегмената, они се налазе под различитим угловима.
- Метода подразумева прављење попречних резова (обично три) брусилицом на месту планираног савијања. Што је мањи угао савијања, већи је број резова.
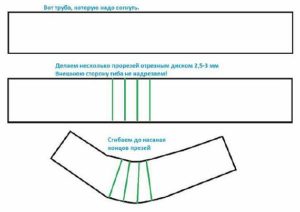
- Затим, цев треба савити на местима сечења - то се може урадити без примене прекомерне силе, а резови треба да буду заварени.
- Ако су заварени шавови добро полирани, производ ће изгледати сасвим пристојно, без набора и неће изгубити чврстоћу.
5. Са опругом — једноставна техника савијања. Опруга се прави од жице пречника 2 мм. Мора се савити у облик цевовода тако да сваки део буде 2-3 мм мањи од цеви на одговарајућој страни, што му омогућава лако кретање унутар профила.
- Готову опругу треба уметнути у део, а затим савити под жељеним углом. По жељи, место савијања се може загрејати како би се олакшао процес. Да би се опруга лакше извадила из дела, жица се везује за њен крај.
6. Коришћење ваљкастог вратила Ова метода је намењена за цеви величине од 10 до 25 мм. Да би се савила правоугаона цев, она мора бити стегнута у шкрипцу. Затим се користи посебан ваљак за савијање дела, примењујући силу. Овај уређај производи висококвалитетно савијање, али захтева физичку снагу.
7. Коришћење полуге - то је дрвена или метална дршка, у чијем доњем делу се налази млазница са рупом.
Да би се савио радни предмет, мора се уметнути у рупу до тачке савијања. Затим се полуга повуче уназад, и ова акција савија цев. Ова метода није прецизна, али је погодна за савијање профила за пластенике. Погледајте како можете сами направити стакленик.

3 алтернативне опције за савијање
Постоји неколико алтернативних једноставних метода за савијање профилне цеви до потребног радијуса:
- Ковање — ударање тешким чекићем. За ово је потребан наковањ са заобљеним врхом. Радни предмет мора бити причвршћен за наковањ стезаљкама. Затим, ударајте по радном предмету без примене прекомерне силе како бисте избегли његово спљоштавање.
- Према обрасцима — Потребна вам је асфалтна или бетонска површина на којој треба да означите обрис будућег лука. Затим, убодите арматуру, причвршћујући профил за прву. Док савијате, заварите бланк за арматуру, а када завршите, исеците шипке брусилицом.
- Изнајмљивање под угњетавањем — Ово захтева возило са бочно постављеним точковима. Профил се поставља у припремљени челични или бетонски жлеб, а точак се котрља преко радног предмета. Аксијално поравнање треба контролисати помоћу металних вођица.
Савијамо се помоћу савијача цеви
Ако се за изградњу стакленика користе профилне цеви великог пречника, биће тешко ручно их савијати. Препоручујемо вам да се упознате са са упутствима како сами направити стандардни савивач цеви, његов дизајн се састоји од погонског точка (креће се дуж ивица савијајући цев под жељеним углом), рама, транспортера и стезних елемената.
Савивач цеви може бити:
- Ручно – дизајнирано за радове малих размера. Обрадак се поставља у транспортер и стеже ваљком. Точак се окреће помоћу ручке, што резултира процесом савијања.
- Електрични — опрема се препоручује за дебље профилне цеви. Уређај је електрично напајан, а точак покреће електромотор, што елиминише потребу за ручним радом. Принцип рада је сличан претходном: профил се убацује у транспортер и док пролази кроз зону стезања, савија се.

Приликом коришћења овог уређаја, углови цеви, како изнутра тако и споља, доживљавају једнак притисак, тако да је савијање високог квалитета и не пуца.
Како савити профилну цев под углом од 90 степени
Профилне цеви са окретом од 90 степени немају оштре углове и изгледају естетски пријатно.
Прво, потребно је да припремите алате - апарат за заваривање, угаону брусилицу и дискове.
Хајде да погледамо процес савијања профила корак по корак.
- Тачка савијања је означена на радном предмету, а попречне линије су означене са свих страна. Мери се половина ширине, а њена величина је означена на првој линији и на свим попречним линијама.

- Линије радијуса се цртају помоћу шестара или другог округлог предмета. Ове линије се цртају са обе стране, а означена је и површина која се уклања.

- Резови се праве на једној страни између две ознаке. Затим се два бочна дела уклањају.

- Радни предмет се благо савија уназад, а затим ка унутра. Резултат је прав угао са унутрашње стране и заобљени угао са спољашње стране.


- Користећи машину за заваривање, део за савијање се хвата са обе стране, након чега се сви шавови заварују.

- Згура се уклања, а шавови се обрађују брусним диском са преклопом.

Ова метода је погодна за савијање профила било које величине сопственим рукама.
Како избећи овализацију
Приликом хладног савијања, постоје суптилности које се морају узети у обзир како би се одржао попречни пресек профила. У ту сврху се инсталирају граничници:
- унутрашњи - не дозвољава сужавање цевовода;
- спољашњи - не дозвољава ширење бочних зидова.
Препоручује се употреба крутог материјала као ограничивача, добро држи облик.
Приликом изградње стакленика од профилне цеви, нема потребе за одржавањем прецизног радијуса савијања, тако да нема потребе трошити новац на скупу машину.
Сваки мајстор ће га имати при руци. Користећи га, можете направити сасвим пристојан стакленик за своју летњу башту.
Савети и препоруке
Када практикујете флексибилност, морате узети у обзир неколико околности:
- Приликом куповине профила, уверите се да су сви исте величине, класе челика и да припадају истој партији испоруке;
- када се користе заварени профили, оријентишите страну са шавом према унутрашњем радијусу, у супротном може доћи до ломљења;
- Приликом рада са брусилицом, не заборавите да користите заштитну опрему као што су наочаре или маска;
- Треба узети у обзир да се крајњи делови не могу увек савијати до потребне величине, стога се при израчунавању дужине радног комада мора узети у обзир њихова дужина и такви комади морају бити одсечени након што је формирање дела завршено;
- Потребно је извршити антикорозивну обраду метала и наставити то редовно радити у будућности.
Услуге савијања
Таква услуга не би могла а да не постане посебно подручје развоја пословања, јер у индустријској верзији подразумева употребу прилично сложене технолошке опреме.
На тржишту су доступне и услуге савијања, које нуде и радијусно савијање и лучно савијање. Ова разлика се прави зато што свака операција захтева специфичну опрему. У првом случају, то је савијање цеви, док је у другом, машина за ваљање са три ваљка.
Мора се признати да су цене за обављање таквих операција сасвим разумне:
- цена једног угаоног савијања је 30 рубаља;
- Један линеарни метар лучног распона такође ће коштати 30 рубаља.
У поређењу са трошковима метала и испоруком материјала у Московској области, ово је практично ништа.
Уређаји за савијање
Дизајн конструкције зависи од пречника које је потребно обрадити.

За ваљане цевасте материјале пречника до 20 мм, може се направити једноставан уређај који се састоји од челичних клинова уметнутих у бетонску плочу. Цев, уметнута између клинова, савија се до потребних димензија.
Али када пречник прелази 20 мм, потребно је развити сложеније структуре за изградњу.
Алтернативно, пар ваљака са округлим бочним површинама причвршћен је за стабилну, издржљиву подлогу. Полупречник ове површине ваљка мора одговарати пречнику ваљаног цевастог производа који се савија.

Радни предмет се убацује између ваљака и његов крај се осигурава. Други крај је причвршћен за витло, које се затим активира. Када угао на цеви достигне жељену вредност, витло се зауставља.
Читав процес стварања овог савијача цеви мора бити подељен на следеће фазе.
- Зупчаници и лежајеви морају бити причвршћени за вратила. Зупчаници се осигуравају кључем. Препоручује се куповина лежајева заједно са носачима лежајева.
- Зупчаници и ланац одговарају сваком аутомобилу.
- Користећи машину за заваривање, основа је заварена и притискајућа осовина је причвршћена за њу.
- Затим се заварују опружне навртке и платформа за њих.
- Носиве осовине су причвршћене завртњима на дну.
- Конструише се ланац за затезање.
- У завршној фази, ручка је причвршћена за осовину (препоручује се употреба ручке која се окреће).
Овај уређај брзо врши деформацију пропуштањем ваљаног цевног производа кроз њега.



