Спајање цеви од полиетилена ниске густине (HDPE) у један цевовод се врши коришћењем различитих метода, како одвојивих, тако и трајних. Једна од најпоузданијих опција је заваривање HDPE цеви.
Постоји неколико метода за обављање заваривачких радова, од којих се свака изводи помоћу одређене технологије.
- Трајне везе - заваривање HDPE цеви
- Сучеоно заваривање цеви
- Сучеоно заваривање цевовода помоћу екструдера под углом
- Метода заваривања утичница помоћу фитинга и спојница
- Шта вам је потребно за заваривање?
- Алати и опрема
- Фитинги за повезивање
- HDPE цеви
- Фазе рада
- Припрема HDPE цеви пре заваривања
- Стандарди за сучеоно заваривање
- Сами вршимо сучеоно заваривање
- Контрола квалитета шавова
- Препоруке професионалаца
Трајне везе - заваривање HDPE цеви
Трајна метода повезивања је једина прихватљива опција за HDPE цеви великог пречника. Она обезбеђује висок ниво непропусности, који се може одржати чак и под високим температурама.
Полиетилен се лако заварује јер одржава вискозну, текућу конзистенцију у широком температурном опсегу и има ниску вискозност растопа.
Без обзира на начин стварања трајне везе, на њих се намећу следећи захтеви:
- угао померања две спојене цеви не би требало да прелази 10% у односу на дебљину њихових зидова;
- спојни шав мора бити постављен изнад нивоа спољне површине спојених делова;
- Шавне перле морају бити израђене беспрекорног квалитета, а њихова висина може варирати у распону од 2,5-5 мм (одређено дебљином зидова).
Постоје три најпопуларније врсте заваривања: чеоно заваривање, заваривање у утичницу и електрофузионо заваривање. Хајде да детаљније погледамо сваку технологију.
Сучеоно заваривање цеви
Сучеоно заваривање је најпопуларнија метода за трајно спајање HDPE цеви. Ова техника подразумева спајање крајева два дела истог пречника. Дебљина зида спојених елемената такође мора бити иста.
Повезивање цеви под притиском се врши у индустријским условима коришћењем посебне електрохидрауличне и механичке опреме, јер захтева повећану прецизност и тачност.
Ручно заваривање је дозвољено само на цевоводима без притиска.

Карактеристике чеоног заваривања:
- метода се користи на цевима са зидовима дебљим од 4,5-5 мм и пречником од 50 мм;
- заваривачки радови се изводе на равним и стабилним површинама;
- Ако се радови изводе на отвореном, потребно је затворити крајеве цеви чеповима како би се спречила промаја у главним водовима; ветар погоршава температурне параметре и омета квалитет рада;
- Делови који се спајају морају бити чисти изнутра и споља - сваки остатак или чак прашина ће спречити квалитетну везу; стезаљке јединице за заваривање морају бити не мање чисте;
- Да бисте подесили температуру, препоручује се да извршите 1-2 завара као пробни рад. Ово ће вам помоћи да разумете принципе и карактеристике процеса ако немате искуства у заваривању цевовода на чеоно;
- Пре брушења, дискови за сечење морају се темељно обрисати, а након брушења, димензије цеви морају се проверити на усаглашеност;
- Оптимални опсег температуре околине за чеоно заваривање је од -15 до +45 °C.
Поступак индустријског сучеоног заваривања:
- Пре почетка рада, делови који се заварују се секу нормално на површину на коју се постављају. Крајеви се темељно очисте, одмашћују и орежу.
- Цеви су причвршћене у машини за заваривање и пажљиво центриране, проверене на деформације и оштећења.
- Крајеви ваљаних цевних материјала се загревају уређајем за омекшавање материјала.
- Растопљени крајеви се спајају и притискају под високим притиском. Процес се наставља док се полиетилен не охлади.
- Када се спој охлади, машина се уклања.
Након чеоног заваривања, шав је савршено гладак и симетричан. Спој обезбеђује спој једнако чврст као и чврст цевовод. За завршетак горе описаног процеса потребне су две особе.
Приликом извођења чеоног заваривања, избегавајте:
- оштра веза растопљених крајева;
- померање и увијање цеви;
- присуство празнина;
- изненадна промена температуре;
- неравномерно загревање спојених подручја;
- брзо хлађење спојева на месту спајања.
Препоручује се заваривање HDPE цеви исте класе, али понекад је потребно спојити цеви различитих класа.
Имајте на уму да прекомерна компресија ствара веће наслаге унутар цевовода, смањујући перформансе готових линија. Ако притисак није довољан, заваривање траје дуже. Овај продужени период чекања омогућава загрејаном полиетилену да се охлади.
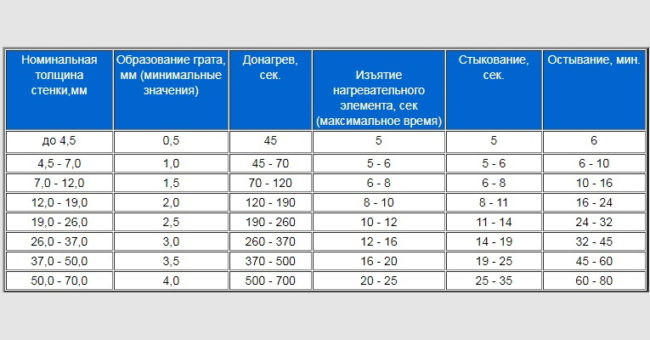
Приликом започињања заваривачких радова потребно је координирати параметре заваривања са табелом која садржи препоручене силе и притиске за различите цевоводе.
Табела параметара за сучеоно заваривање HDPE-а:
Сучеоно заваривање цевовода помоћу екструдера под углом
Екструзионо заваривање ствара спој чврстоће од 70% или више нелегираног материјала. Ова метода се користи само за заваривање компоненти од истог материјала.
Екструзионо заваривање се врши помоћу следеће опреме:
- грејни елемент;
- вијак;
- систем за довод ваздуха;
- кутија за складиштење гранула и ципела која притиска адитив.
Карактеристике и поступак извођења радова:
- Очистите цеви, одмастите их и проверите да ли има оштећења.
- Дајте крајевима елемената који се заварују потребан облик.
- Загрејте површине које се заварују врућим ваздухом из екструдера.
- Доводите додатни метал (грануле или жицу) затопљен у екструдеру на спој, контролишући његово кретање помоћу ципеле. Створени притисак заварује додатни метал за материјал цеви.
Заваривачки шавови екструзије морају се хладити без присиљавања. Ова технологија заваривања се користи код постављања цевовода који се напајају гравитацијом. Дебљина зида треба да буде најмање 6 мм, у супротном се производ може деформисати.

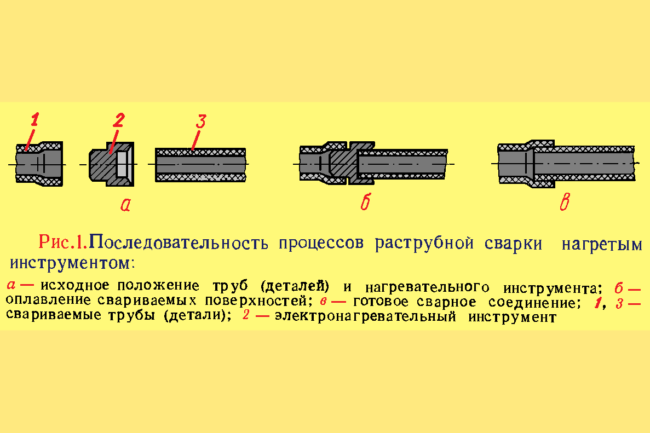
Метода заваривања утичница помоћу фитинга и спојница
Заваривање утичницом вам омогућава да спојите делове цеви различитих пречника. Спој се врши уметањем мање цеви у главну цев већег пречника. Спој се осигурава помоћу спојница, стварајући чврсту и сигурну везу.
Поступак је исти као и код чеоног заваривања. Разликују се само алати који се користе.
Приликом повезивања Заваривање HDPE цеви са фитинзима/спојницама употреба:
- секачи цеви;
- калибратори;
- машине за скошавање ивица;
- опрема за заваривање са млазницама.
Т-спојнице могу бити потребне и за израду колена. Термичко ширење цеви обезбеђује чврсто заптивање између спојница.
Поступак заваривања утичнице:
- Демонтирајте спојни елемент.
- Очистите крајеве делова који се споје и закошите их.
- Извршите калибрацију да бисте добили симетричне кругове.
- Уметните чисте и одмашћене крајеве у фитинг, повежите их са апаратом за заваривање и загрејте.
Као резултат тога, делови су спојени у једну површину. Заваривање у утичницу се користи за компоненте са дебљином зида до 5 мм. Посебно је погодно за делове цевовода где је приступ опреми за сучеоно заваривање отежан.
Шта вам је потребно за заваривање?
Заваривачки радови подразумевају високотехнолошке процесе који захтевају специјализовану опрему, како примарну тако и секундарну.
Приликом избора алата и уређаја за заваривање, узмите у обзир метод заваривања и параметре HDPE цеви.
Алати и опрема
Рад са HDPE-ом захтева да сви грејни елементи јединица буду са нелепљивим премазом. Ово елиминише потребу за чишћењем након заваривања. Све јединице су обично опремљене контролним индикаторима и термостатима.
Основна опрема за заваривање:
- ручно заваривање за метод утичнице;
- машина за спајање чеоних спојева;
- делови за монтажу;
- грејни елементи;
- Стезаљка је постоље које се користи за држање предмета на месту док се обрађују или чврсто притискају заједно.
Готово сви апарати за заваривање полиетилена су лагани и једноставни за руковање, а њихови грејни елементи се лако замењују.
Користе се апарати за заваривање:
- Механички;
- Аутоматски;
- Хидраулични.
Грејни елементи су округле плоче обложене слојем PTFE-а. Имају индикаторску лампицу температуре и напајања, као и осигурач. Температура се може подесити помоћу посебног регулатора.
За заваривање производа пречника већег од 400 мм користе се следећи уређаји:
- чеони спој;
- прикључак на утичницу;
- електрофузијска веза.
Универзалне хидрауличне јединице су посебно вредне. Оне омогућавају стварање више завара у минималном времену, јер опрема укључује све потребне функционалности.
Додатни алати за хидрауличне уређаје:
- позиционери;
- елементи за уклањање оксидних наслага;
- алат за скошавање;
- тестере - за одвајање аутопутева;
- уређај за нивелисање;
- савијања за HDPE.
Приликом заваривања било којом од горе наведених метода, неопходно је користити комплетан сет алата. Занемаривање било које опреме може довести до лошег квалитета споја, или чак до неисправног.
Фитинги за повезивање
Фитинги за заваривање су компоненте намењене за спајање цеви, укључујући и оне различитих пречника, као и за стварање грана и окрета у цевоводима. Фитинги се такође могу користити за спајање ваљаних цеви направљених од различитих материјала.
Елементи ове врсте су:
- Заварено и ливено. Спајају се са цевима помоћу специјализованих машина за чеоно заваривање. Обично се користе на местима кривине и прегиба у цевоводима. Ово ствара чврсту везу једнаку чврстини као и чврсти материјал.
Ови фитинги су јефтини, издржљиви и доступни у широком асортиману. Једном када се повежу, систем не захтева демонтажу. Произвођачи нуде фитинге као што су крстасти спојеви, редуктори, Т-комади и елементи са различитим угловима. - Електрофузиони фитинги. Могу да повежу неколико цеви одједном. Састоје се од полиетиленског кућишта које садржи жичани грејни елемент. Цеви се убацују у ове фитинге, које се топе под високим температурама, стварајући поуздан, херметичан спој.
Компресиони фитинги су такође доступни, али нису погодни за заваривање. Ове полиетиленске компоненте са заптивкама се користе за стварање растављивих спојева без заваривања. Оне пружају средњи ниво заптивности.

HDPE цеви
HDPE (полиетилен ниског притиска) цеви се производе под ниским притиском, мањим од 2 MPa. Готови материјал има ниску густину, што резултира малом тежином, што олакшава инсталацију и повезивање.
Карактеристике HDPE-а:
- Еластичност. Способни су да се истежу, елиминишући пуцања услед деформација које могу настати на високим температурама или под механичким напрезањем — на пример, под притиском који настаје када се формирају ледени чепови.
- Флексибилност. HDPE цеви се могу савијати без икаквих проблема, што је изузетно важно приликом креирања цевовода са сложеним конфигурацијама.
- Поузданост. HDPE је издржљив и отпоран на агресивне средине, укључујући уља. Не рђа и добро апсорбује хидраулични удар.
Постоји неколико врста таквих цеви:
- За снабдевање хладном водом. Имају уздужну плаву пругу. Имају глатке унутрашње зидове који не акумулирају соли или седимент.
- Гас. Имају висок проток, дуг век трајања и могу да издрже висок притисак. Обележени су жутом уздужном пругом.
- За грејање и снабдевање топлом водом. Ојачани су фибергласом и направљени од полиетилена високе затезне чврстоће.
- Двослојни валовити. То су цеви са спојницама које се користе за одвод воде и канализацију. Веома су издржљиве, једноставне за постављање и отпорне на агресивне средине.
Фазе рада
Да би се осигурало да процес заваривања ПДН цеви тече без одлагања и да резултира висококвалитетним заваром који обезбеђује дугорочни рад цевовода, потребно је поступати одређеним редоследом.
Припрема HDPE цеви пре заваривања
Пре почетка заваривања, потребно је обавити низ припремних корака. Ако се правилно уради, нећете морати да бринете о недостатку алата, поправљању несавршености или било чему другом током заваривања.
Припрема за заваривање:
- Купите и испоручите на место заваривања HDPE цеви, причвршћиваче, стезаљке и друге делове у складу са пречником елемената који се заварују.
- Уредите и очистите простор за постављање опреме за заваривање.
- Користите механичку методу за обраду крајева фитинга и цеви које треба заварити.
Опрема за заваривање захтева посебну пажњу. Мора се проверити да ли правилно функционише и припремити за употребу.
Како припремити опрему за заваривање:
- Прегледајте све компоненте машине за заваривање. Проверите да ли уземљење и електричне жице исправно раде и проверите оштрину сечива на чеоној страни.
- Припремите електрични генератор. Напуните га горивом и тестирајте његову функционалност.
- Очистите све компоненте опреме — стругаче, блањаче и грејаче — од прљавштине. Уклоните све трагове залепљеног полиетилена, а затим одмаштите све површине растварачем.
- Проверите ниво уља у хидрауличном систему апарата за заваривање и рад клизне стезаљке. Подмажите покретне делове опреме специјалним мазивима.
- Проверите како раде контролни и мерни инструменти.
Стандарди за сучеоно заваривање
До недавно је у Русији постојала забуна у вези са регулаторним оквиром за заваривање HDPE-а, јер је истовремено било на снази неколико докумената.
Од 2013. године важе ГОСТ стандарди за опрему и технологију за чеоно заваривање. То не значи да је увезена, нискоквалитетна опрема за заваривање отписана или да је куповина престала, али су руски произвођачи подстакнути да побољшају квалитет своје опреме.
Важећи ГОСТ 55276 Р 55276-2012 (Пластична цев и фитинги) омогућио је уједначавање технологије чеоног заваривања HDPE-а у Русији.
На шта треба обратити пажњу:
- ГОСТ Р 55276. Заједно са конвенционалном технологијом заваривања под ниским притиском, легализује заваривање HDPE-а под високим притиском, које се раније практиковало само у Сједињеним Државама. Овај начин рада захтева специјализоване могућности опреме, али значајно смањује време циклуса заваривања.
- ГОСТ Р 55276. Није посебно погодан за градилишта, јер није намењен за саме извођаче - завариваче, већ за технологе - програмере технолошких шема за заваривање HDPE-а.
- ГОСТ Р 55276. Не бави се ограничењима која намећу стари домаћи и страни прописи. Ово се првенствено односи на опсег температуре околине од +5 до +45°C, с обзиром на то да се у Русији заваривање цевовода мора обављати током температура испод нуле.
Још једна неслагање је ограничење дебљине зида цеви на 70 мм, док су зидови цеви које се данас производе 90 мм или више.
Сами вршимо сучеоно заваривање
Помоћу специјализоване машине за заваривање можете сами заварити HDPE цеви на чело. Спој се постиже омекшавањем полиетилена и формирањем сигурног шава. Ово је најједноставнија опција и погодна је само за цеви једнаког пречника, али чак и она захтева одређене вештине и способности.
Заваривање цевовода од HDPE-а на чеоно мора обавити квалификовани заваривач, у супротном ће бити тешко постићи прецизност и поузданост споја.
Поступак ручног сучеоног заваривања:
- Припремите опрему, прегледајте машину за заваривање, проверите њен рад.
- Исеците цеви са додатном дужином, остављајући неколико милиметара полиетилена за формирање завара.
- Очистите крајеве да бисте створили савршено глатке ивице и осигурали добар контакт.
- Ставите материјале цеви у машину за заваривање и центрирајте их.
- Поставите грејни елемент између делова који се заварују. Загревајте крајеве док се не истопе — време загревања зависи од квалитета материјала и дебљине зида делова.
- Уклоните грејни елемент и одмах притисните крајеве заједно. Сила и притисак потребни за притискање генеришу се помоћу полуге или хидрауличног погона.
- Сачекајте да се полиетиленске цеви охладе. Проверите квалитет завара како бисте били сигурни да нема нагомилавања материјала или промена пречника.
Ако је потребно заварити производе великог пречника, препоручује се употреба аутоматске машине за заваривање, која ће прецизно центрирати и спојити делове.
Контрола квалитета шавова
По завршетку заваривања, шавови се визуелно контролишу на квалитет. Постоје ГОСТ стандарди за карактеристике квалитета заварених спојева.
Захтеви:
- заварени спојеви морају бити једнообразни дуж целе дужине на нивоу спољашњих површина заварених делова;
- Дозвољене су избочине заварених шава изнад површина које се спајају, висина шава:
- са дебљином зида од 5 мм - избочина није већа од 2,5 мм;
- за дебљину од 6-20 мм, максимална висина шава је 5 мм;
- Спој мора бити прецизно центриран; ако се открије померање површина које се спајају, оно не сме прећи 10% дебљине зида цеви које се спајају.
Препоруке професионалаца
Искусни заваривачи који раде са HDPE цевима саветују изузетну пажњу током заваривања и праћење квалитета спојева. Чврстоћа спојева и дуговечност цевовода зависе од тачности завара.
Професионални савети:
- Уверите се да попречни пресек цеви не изгледа као елипса - то ће значајно смањити квалитет завара;
- Материјали за ваљање пластичних цеви морају се чврсто држати на месту док се растопљене ивице потпуно не стврдну;
- Завар мора бити једноличан спој који вири изнад површина елемената који се заварују; висина споја мора бити у складу са стандардима (наведеним у горњој табели);
- Причвршћивачи са наврткама морају бити причвршћени највише до пројектоване границе, јер прекомерна сила може оштетити цев;
- Пре почетка рада, обавезно проучите упутства за заваривање HDPE-а и упознајте се са параметрима процеса.
HDPE цеви су модеран, приступачан материјал који омогућава изградњу цевовода за широк спектар намена и конфигурација. Коришћењем специјализоване опреме за заваривање, ови производи се могу користити за стварање поузданих цевовода, како индустријски тако и ручно.



