การเชื่อมต่อท่อโพลีเอทิลีนความหนาแน่นต่ำ (HDPE) เข้าด้วยกันเป็นท่อส่งเดียวสามารถทำได้หลายวิธี ทั้งแบบถอดได้และแบบถาวร หนึ่งในวิธีที่น่าเชื่อถือที่สุดคือการเชื่อมท่อ HDPE
มีวิธีการหลายวิธีในการทำงานเชื่อม ซึ่งแต่ละวิธีจะดำเนินการโดยใช้เทคโนโลยีเฉพาะทาง
- การเชื่อมต่อถาวร - การเชื่อมท่อ HDPE
- การเชื่อมชนท่อ
- การเชื่อมชนท่อโดยใช้เครื่องอัดรีดในมุมเอียง
- วิธีการเชื่อมแบบซ็อกเก็ตโดยใช้อุปกรณ์และข้อต่อ
- คุณต้องการอะไรบ้างในการเชื่อมโลหะ?
- เครื่องมือและอุปกรณ์
- อุปกรณ์สำหรับเชื่อมต่อ
- ท่อ HDPE
- ขั้นตอนการทำงาน
- การเตรียมท่อ HDPE ก่อนการเชื่อม
- มาตรฐานการเชื่อมแบบชน
- เราทำการเชื่อมแบบชนกันด้วยตนเอง
- การตรวจสอบคุณภาพของตะเข็บ
- คำแนะนำจากผู้เชี่ยวชาญ
การเชื่อมต่อถาวร - การเชื่อมท่อ HDPE
วิธีการเชื่อมต่อแบบถาวรเป็นวิธีเดียวที่ยอมรับได้สำหรับท่อ HDPE ขนาดใหญ่ วิธีนี้ช่วยให้มั่นใจได้ถึงความแน่นหนาในระดับสูง ซึ่งสามารถคงไว้ได้แม้ในอุณหภูมิสูง
โพลีเอทิลีนเชื่อมได้ง่าย เนื่องจากคงสภาพความหนืดและการไหลได้ดีในช่วงอุณหภูมิที่กว้าง และมีความหนืดหลอมเหลวต่ำ
ไม่ว่าจะใช้วิธีใดในการสร้างการเชื่อมต่อถาวร จะต้องปฏิบัติตามข้อกำหนดต่อไปนี้:
- มุมการเบี่ยงเบนของท่อสองท่อที่เชื่อมต่อกันไม่ควรเกิน 10% เมื่อเทียบกับความหนาของผนังท่อ
- รอยต่อต้องอยู่เหนือระดับพื้นผิวด้านนอกของส่วนที่เชื่อมต่อกัน
- ลูกปัดตะเข็บต้องทำด้วยคุณภาพที่ไร้ที่ติ และความสูงของลูกปัดสามารถแตกต่างกันได้ในช่วง 2.5-5 มม. (กำหนดโดยความหนาของผนัง)
การเชื่อมโลหะที่นิยมใช้กันมากที่สุดมี 3 ประเภท ได้แก่ การเชื่อมแบบชน การเชื่อมแบบซ็อกเก็ต และการเชื่อมแบบอิเล็กโทรฟิวชั่น เรามาดูรายละเอียดของแต่ละเทคโนโลยีกันดีกว่า
การเชื่อมชนท่อ
การเชื่อมแบบชนเป็นวิธีที่นิยมที่สุดสำหรับการเชื่อมท่อ HDPE อย่างถาวร เทคนิคนี้เกี่ยวข้องกับการเชื่อมปลายของท่อสองส่วนที่มีเส้นผ่านศูนย์กลางเท่ากัน ความหนาของผนังของส่วนที่เชื่อมต่อกันต้องเท่ากันด้วย
การเชื่อมต่อท่อแรงดันนั้นดำเนินการในสภาพแวดล้อมทางอุตสาหกรรมโดยใช้อุปกรณ์ไฟฟ้าไฮดรอลิกและเครื่องจักรกลพิเศษ เนื่องจากต้องการความแม่นยำและเที่ยงตรงสูง
การเชื่อมด้วยมือได้รับอนุญาตเฉพาะกับท่อส่งที่ไม่ได้รับแรงดันเท่านั้น

คุณสมบัติของการเชื่อมแบบชน:
- วิธีการนี้ใช้กับท่อที่มีผนังหนามากกว่า 4.5-5 มม. และมีเส้นผ่านศูนย์กลาง 50 มม.
- งานเชื่อมจะดำเนินการบนพื้นผิวที่เรียบและมั่นคง
- หากดำเนินการก่อสร้างกลางแจ้ง จำเป็นต้องปิดปลายท่อด้วยจุกเพื่อป้องกันลมโกรกในท่อหลัก ลมจะทำให้อุณหภูมิเปลี่ยนแปลงและรบกวนคุณภาพงาน
- ชิ้นส่วนที่จะเชื่อมต่อกันต้องสะอาดทั้งด้านในและด้านนอก เศษสิ่งสกปรกหรือแม้แต่ฝุ่นละอองจะขัดขวางการเชื่อมต่อที่มีคุณภาพ แคลมป์ของเครื่องเชื่อมก็ต้องสะอาดไม่แพ้กัน
- เพื่อปรับอุณหภูมิ แนะนำให้ทำการเชื่อมทดสอบ 1-2 ครั้งก่อน ซึ่งจะช่วยให้คุณเข้าใจหลักการและคุณสมบัติของกระบวนการได้ดีขึ้น หากคุณไม่มีประสบการณ์ในการเชื่อมท่อแบบชนกันมาก่อน
- ก่อนทำการเจียร ต้องเช็ดทำความสะอาดใบตัดให้ทั่ว และหลังจากเจียรเสร็จแล้ว ต้องตรวจสอบขนาดของท่อว่าตรงตามข้อกำหนดหรือไม่
- ช่วงอุณหภูมิแวดล้อมที่เหมาะสมที่สุดสำหรับการเชื่อมแบบชนกันคือตั้งแต่ -15 ถึง +45 องศาเซลเซียส
ขั้นตอนการเชื่อมแบบชนในอุตสาหกรรม:
- ก่อนเริ่มงาน จะต้องตัดชิ้นส่วนที่จะเชื่อมให้ตั้งฉากกับพื้นผิวที่จะวาง จากนั้นทำความสะอาด ขจัดคราบไขมัน และตัดแต่งปลายให้เรียบร้อย
- ท่อต่างๆ ถูกยึดไว้ในเครื่องเชื่อมและจัดวางให้ตรงกลางอย่างระมัดระวัง ตรวจสอบการเสียรูปและความเสียหาย
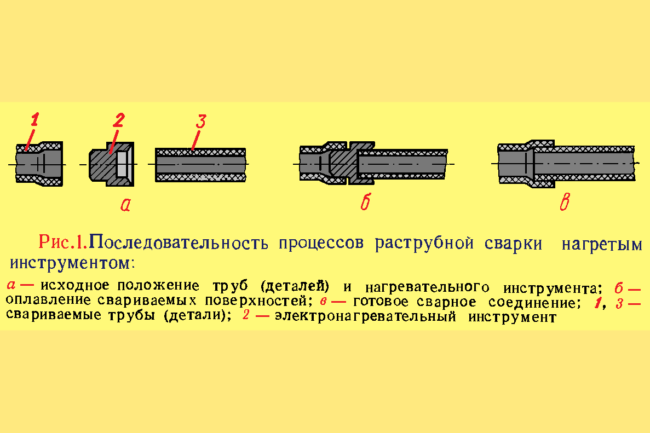
- ปลายของท่อที่รีดแล้วจะถูกให้ความร้อนด้วยอุปกรณ์เพื่อทำให้วัสดุอ่อนตัวลง
- ปลายที่หลอมเหลวจะถูกนำมาประกบเข้าด้วยกันและอัดเข้าด้วยกันภายใต้แรงดันสูง กระบวนการนี้จะดำเนินต่อไปจนกว่าโพลีเอทิลีนจะเย็นตัวลง
- เมื่อข้อต่อเย็นตัวลงแล้ว ก็จะถอดเครื่องจักรออก
หลังจากเชื่อมชนแล้ว รอยเชื่อมจะเรียบเนียนและสมมาตรอย่างสมบูรณ์ การเชื่อมต่อนี้ให้ความแข็งแรงเทียบเท่ากับท่อแข็ง การดำเนินการตามขั้นตอนที่อธิบายไว้ข้างต้นต้องใช้คนสองคน
เมื่อทำการเชื่อมแบบชนกัน ควรหลีกเลี่ยงสิ่งต่อไปนี้:
- การเชื่อมต่อที่คมชัดของปลายที่หลอมละลาย
- ท่อที่เคลื่อนที่และบิดงอ;
- การมีช่องว่าง;
- การเปลี่ยนแปลงอุณหภูมิอย่างฉับพลัน;
- การให้ความร้อนไม่สม่ำเสมอในบริเวณที่เชื่อมต่อกัน;
- การระบายความร้อนอย่างรวดเร็วของข้อต่อบริเวณจุดเชื่อมต่อ
แนะนำให้เชื่อมท่อ HDPE เกรดเดียวกัน แต่บางครั้งจำเป็นต้องเชื่อมท่อต่างเกรดเข้าด้วยกัน
โปรดจำไว้ว่าการอัดแน่นมากเกินไปจะทำให้เกิดการสะสมตัวมากขึ้นภายในท่อ ส่งผลให้ประสิทธิภาพของท่อลดลง หากแรงดันไม่เพียงพอ การเชื่อมจะใช้เวลานานขึ้น ระยะเวลารอที่ยาวนานนี้จะช่วยให้โพลีเอทิลีนที่ร้อนมีเวลาเย็นตัวลง
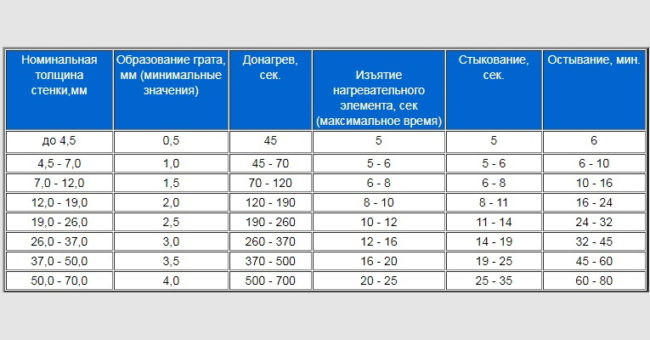
เมื่อเริ่มงานเชื่อม จำเป็นต้องประสานพารามิเตอร์การเชื่อมกับตาราง ซึ่งประกอบด้วยแรงและแรงดันที่แนะนำสำหรับท่อประเภทต่างๆ
ตารางพารามิเตอร์สำหรับการเชื่อมชนของ HDPE:
การเชื่อมชนท่อโดยใช้เครื่องอัดรีดในมุมเอียง
การเชื่อมแบบอัดรีด (Extrusion welding) สร้างรอยต่อที่มีความแข็งแรง 70% หรือมากกว่าของวัสดุที่ไม่ผสมโลหะอื่น วิธีนี้ใช้สำหรับการเชื่อมชิ้นส่วนที่ทำจากวัสดุชนิดเดียวกันเท่านั้น
การเชื่อมแบบอัดรีด (Extrusion welding) ดำเนินการโดยใช้อุปกรณ์ดังต่อไปนี้:
- องค์ประกอบความร้อน;
- สกรู;
- ระบบจ่ายอากาศ;
- ถังเก็บเม็ดผงและอุปกรณ์ที่ใช้กดสารเติมแต่ง
คุณสมบัติและขั้นตอนการปฏิบัติงาน:
- ทำความสะอาดท่อ ขจัดคราบไขมัน และตรวจสอบหาข้อบกพร่องต่างๆ
- ขึ้นรูปปลายของชิ้นส่วนที่จะเชื่อมต่อให้ได้รูปทรงตามต้องการ
- ใช้ลมร้อนจากเครื่องเป่าลมร้อนเพื่อสร้างความร้อนแก่พื้นผิวที่จะเชื่อม
- ป้อนลวดเชื่อม (เม็ดหรือลวด) ที่หลอมเหลวแล้วในเครื่องอัดรีดเข้าไปในรอยต่อ โดยควบคุมการเคลื่อนที่ด้วยตัวดันลวดเชื่อม แรงดันที่เกิดขึ้นจะเชื่อมลวดเชื่อมเข้ากับวัสดุท่อ
รอยเชื่อมแบบอัดรีดต้องเย็นตัวลงโดยไม่ใช้แรงกด เทคโนโลยีการเชื่อมนี้ใช้ในการติดตั้งท่อส่งแบบใช้แรงโน้มถ่วง ความหนาของผนังควรมีอย่างน้อย 6 มม. มิฉะนั้นผลิตภัณฑ์อาจเสียรูปได้

วิธีการเชื่อมแบบซ็อกเก็ตโดยใช้อุปกรณ์และข้อต่อ
การเชื่อมแบบซ็อกเก็ตช่วยให้คุณสามารถเชื่อมต่อท่อที่มีขนาดเส้นผ่านศูนย์กลางต่างกันได้ การเชื่อมต่อทำได้โดยการสอดท่อขนาดเล็กกว่าเข้าไปในท่อหลักที่มีขนาดเส้นผ่านศูนย์กลางใหญ่กว่า การเชื่อมต่อจะยึดแน่นด้วยข้อต่อ ทำให้ได้การเชื่อมต่อที่แน่นหนาและปลอดภัย
ขั้นตอนการเชื่อมเหมือนกับการเชื่อมแบบชนกัน เพียงแต่ใช้เครื่องมือที่แตกต่างกันเท่านั้น
เมื่อเชื่อมต่อ การเชื่อมท่อ HDPE พร้อมข้อต่อ/คัปปลิ้ง ใช้:
- เครื่องตัดท่อ;
- เครื่องสอบเทียบ;
- เครื่องลบคมขอบ;
- อุปกรณ์เชื่อมพร้อมหัวฉีด
อาจจำเป็นต้องใช้ข้อต่อรูปตัวทีเพื่อสร้างข้อต่อรูปตัวแอล การขยายตัวเนื่องจากความร้อนของท่อจะช่วยให้เกิดการปิดผนึกที่แน่นหนาระหว่างข้อต่อ
ขั้นตอนการเชื่อมซ็อกเก็ต:
- ถอดชิ้นส่วนเชื่อมต่อออก
- ทำความสะอาดปลายชิ้นส่วนที่จะนำมาต่อกันและลบคมขอบให้เรียบร้อย
- ทำการปรับเทียบเพื่อให้ได้วงกลมที่สมมาตร
- สอดปลายที่สะอาดและปราศจากคราบไขมันเข้าไปในข้อต่อ ต่อเข้ากับเครื่องเชื่อม และให้ความร้อน
ส่งผลให้ชิ้นส่วนต่างๆ หลอมรวมกันเป็นพื้นผิวเดียว การเชื่อมแบบซ็อกเก็ตใช้สำหรับชิ้นส่วนที่มีความหนาของผนังไม่เกิน 5 มม. โดยเฉพาะอย่างยิ่งสะดวกสำหรับท่อส่งที่การเข้าถึงอุปกรณ์เชื่อมแบบชนทำได้ยาก
คุณต้องการอะไรบ้างในการเชื่อมโลหะ?
งานเชื่อมเกี่ยวข้องกับกระบวนการทางเทคโนโลยีขั้นสูงที่ต้องใช้อุปกรณ์เฉพาะทาง ทั้งอุปกรณ์หลักและอุปกรณ์รอง
ในการเลือกเครื่องมือและอุปกรณ์เชื่อม ควรพิจารณาวิธีการเชื่อมและพารามิเตอร์ของท่อ HDPE ด้วย
เครื่องมือและอุปกรณ์
การทำงานกับ HDPE จำเป็นต้องใช้ชิ้นส่วนทำความร้อนแบบไม่ติดทั้งหมด เพื่อขจัดความจำเป็นในการทำความสะอาดหลังการเชื่อม โดยทั่วไปแล้วเครื่องเชื่อมทุกเครื่องจะมีตัวบ่งชี้ควบคุมและเทอร์โมสตัทติดตั้งอยู่ด้วย
อุปกรณ์เชื่อมพื้นฐาน:
- การเชื่อมด้วยมือสำหรับวิธีการเชื่อมแบบซ็อกเก็ต;
- เครื่องต่อไม้แบบชนกัน;
- ชิ้นส่วนสำหรับติดตั้ง;
- องค์ประกอบความร้อน;
- แคลมป์คือขาตั้งที่ใช้ยึดสิ่งของให้อยู่กับที่ขณะทำการแปรรูปหรือกดสิ่งของเหล่านั้นเข้าด้วยกันอย่างแน่นหนา
เครื่องเชื่อมโพลีเอทิลีนเกือบทั้งหมดมีน้ำหนักเบาและใช้งานง่าย และชิ้นส่วนทำความร้อนสามารถเปลี่ยนได้ง่าย
มีการใช้เครื่องเชื่อม:
- เครื่องกล;
- อัตโนมัติ;
- ระบบไฮดรอลิก
ตัวทำความร้อนเป็นแผ่นกลมเคลือบด้วยชั้น PTFE มีไฟแสดงสถานะอุณหภูมิและกำลังไฟ รวมถึงฟิวส์ สามารถตั้งอุณหภูมิได้โดยใช้ตัวควบคุมพิเศษ
สำหรับการเชื่อมชิ้นงานที่มีเส้นผ่านศูนย์กลางมากกว่า 400 มม. จะใช้เครื่องมือดังต่อไปนี้:
- ข้อต่อชนกัน;
- การเชื่อมต่อซ็อกเก็ต;
- การเชื่อมต่อด้วยไฟฟ้า
ชุดไฮดรอลิกอเนกประสงค์มีคุณค่าอย่างยิ่ง ช่วยให้สามารถเชื่อมชิ้นงานหลายชิ้นได้ในเวลาที่น้อยที่สุด เนื่องจากอุปกรณ์นี้มีฟังก์ชันการทำงานที่จำเป็นทั้งหมดครบครัน
เครื่องมือเพิ่มเติมสำหรับอุปกรณ์ไฮดรอลิก:
- ตัวกำหนดตำแหน่ง;
- ส่วนประกอบสำหรับกำจัดคราบออกไซด์;
- เครื่องมือลบคม;
- เลื่อย - สำหรับกั้นทางหลวง;
- อุปกรณ์ปรับระดับ;
- ข้อต่อโค้งสำหรับ HDPE
เมื่อทำการเชื่อมโดยใช้วิธีใดวิธีหนึ่งข้างต้น จำเป็นอย่างยิ่งที่จะต้องใช้ชุดเครื่องมือครบชุด การละเลยอุปกรณ์ใดอุปกรณ์หนึ่งอาจส่งผลให้รอยเชื่อมมีคุณภาพต่ำ หรือแม้แต่รอยเชื่อมที่ชำรุดได้
อุปกรณ์สำหรับเชื่อมต่อ
อุปกรณ์เชื่อมต่อท่อเป็นชิ้นส่วนที่ออกแบบมาเพื่อเชื่อมต่อท่อ รวมถึงท่อที่มีขนาดเส้นผ่านศูนย์กลางต่างกัน ตลอดจนใช้ในการสร้างทางแยกและทางโค้งในท่อส่ง อุปกรณ์เชื่อมต่อท่อยังสามารถใช้เชื่อมต่อท่อรีดที่ทำจากวัสดุต่างกันได้อีกด้วย
องค์ประกอบประเภทนี้ได้แก่:
- เชื่อมและหล่อ ข้อต่อเหล่านี้เชื่อมต่อกับท่อโดยใช้เครื่องเชื่อมแบบพิเศษ โดยทั่วไปจะใช้ในบริเวณที่ท่อโค้งงอหรือหักมุม การเชื่อมต่อแบบนี้จะสร้างความแข็งแรงเทียบเท่ากับวัสดุที่เป็นของแข็ง
ข้อต่อเหล่านี้มีราคาไม่แพง ทนทาน และมีให้เลือกหลากหลายขนาด เมื่อเชื่อมต่อแล้ว ระบบไม่จำเป็นต้องถอดชิ้นส่วนใดๆ อีก ผู้ผลิตนำเสนอข้อต่อต่างๆ เช่น ข้อต่อรูปกากบาท ข้อต่อลดขนาด ข้อต่อรูปตัวที และชิ้นส่วนที่มีมุมต่างๆ - ข้อต่อเชื่อมด้วยไฟฟ้า อุปกรณ์เหล่านี้สามารถเชื่อมต่อท่อหลายท่อพร้อมกันได้ ประกอบด้วยตัวเรือนโพลีเอทิลีนที่มีลวดทำความร้อนอยู่ภายใน ท่อจะถูกเสียบเข้าไปในข้อต่อเหล่านี้ ซึ่งจะละลายภายใต้อุณหภูมิสูง ทำให้เกิดการเชื่อมต่อที่แข็งแรงและแน่นหนา
ข้อต่อแบบบีบอัดก็มีจำหน่ายเช่นกัน แต่ไม่เหมาะสำหรับการเชื่อม ชิ้นส่วนโพลีเอทิลีนพร้อมซีลเหล่านี้ใช้สำหรับสร้างการเชื่อมต่อแบบถอดได้โดยไม่ต้องเชื่อม ให้ระดับความแน่นปานกลาง

ท่อ HDPE
ท่อ HDPE (โพลีเอทิลีนความดันต่ำ) ผลิตภายใต้ความดันต่ำกว่า 2 MPa วัสดุที่ได้จึงมีความหนาแน่นต่ำ ส่งผลให้มีน้ำหนักเบา ทำให้ติดตั้งและเชื่อมต่อได้ง่ายขึ้น
คุณสมบัติของ HDPE:
- ความยืดหยุ่น วัสดุเหล่านี้สามารถยืดหยุ่นได้ จึงป้องกันการฉีกขาดเนื่องจากการเสียรูปที่อาจเกิดขึ้นได้ที่อุณหภูมิสูงหรือภายใต้แรงทางกล เช่น ภายใต้แรงดันที่เกิดขึ้นเมื่อน้ำแข็งอุดตัน
- ความยืดหยุ่น ท่อ HDPE สามารถดัดงอได้โดยไม่มีปัญหา ซึ่งเป็นสิ่งสำคัญอย่างยิ่งในการสร้างท่อส่งที่มีรูปทรงซับซ้อน
- ความน่าเชื่อถือ HDPE มีความทนทานและทนต่อสภาพแวดล้อมที่รุนแรง รวมถึงน้ำมัน ไม่เป็นสนิม และดูดซับแรงกระแทกจากน้ำได้ดี
ท่อประเภทนี้มีหลายชนิด:
- สำหรับระบบจ่ายน้ำเย็น พวกมันมีแถบสีน้ำเงินตามแนวยาว ผนังภายในเรียบ ไม่สะสมเกลือหรือตะกอน
- แก๊ส. ปั๊มชนิดนี้มีอัตราการไหลสูง อายุการใช้งานยาวนาน และทนต่อแรงดันสูงได้ สังเกตได้จากแถบสีเหลืองตามแนวยาว
- สำหรับระบบทำความร้อนและน้ำร้อน ชิ้นส่วนเหล่านี้เสริมความแข็งแรงด้วยใยแก้วและผลิตจากโพลีเอทิลีนที่มีความแข็งแรงสูง
- แผ่นลูกฟูกสองชั้น ท่อเหล่านี้มีข้อต่อสำหรับใช้ในการระบายน้ำและสิ่งปฏิกูล มีความทนทานสูง ติดตั้งง่าย และทนต่อสภาพแวดล้อมที่รุนแรง
ขั้นตอนการทำงาน
เพื่อให้มั่นใจว่ากระบวนการเชื่อมท่อ PDN ดำเนินไปโดยไม่ล่าช้าและได้รอยเชื่อมคุณภาพสูงซึ่งจะช่วยให้ท่อส่งใช้งานได้ยาวนาน จำเป็นต้องดำเนินการตามลำดับที่กำหนด
การเตรียมท่อ HDPE ก่อนการเชื่อม
ก่อนเริ่มการเชื่อม ต้องดำเนินการเตรียมการหลายขั้นตอนให้เสร็จสิ้น หากทำอย่างถูกต้อง คุณจะไม่ต้องกังวลเรื่องเครื่องมือหาย การแก้ไขข้อบกพร่อง หรือสิ่งอื่นใดในระหว่างการเชื่อม
การเตรียมงานก่อนการเชื่อม:
- จัดซื้อและจัดส่งท่อ HDPE ตัวยึด แคลมป์ และชิ้นส่วนอื่นๆ ไปยังสถานที่เชื่อม โดยให้มีขนาดเส้นผ่านศูนย์กลางตามชิ้นส่วนที่จะทำการเชื่อม
- จัดเตรียมและเคลียร์พื้นที่สำหรับวางอุปกรณ์เชื่อมโลหะ
- ใช้กรรมวิธีเชิงกลในการตกแต่งปลายข้อต่อและท่อที่จะทำการเชื่อม
อุปกรณ์เชื่อมโลหะต้องการการดูแลเป็นพิเศษ ต้องตรวจสอบการทำงานที่ถูกต้องและเตรียมพร้อมก่อนใช้งาน
วิธีการเตรียมอุปกรณ์เชื่อม:
- ตรวจสอบชิ้นส่วนเครื่องเชื่อมทั้งหมด ตรวจสอบสายดินและสายไฟว่าทำงานได้อย่างถูกต้อง และตรวจสอบความคมของใบมีดตัดบนเครื่องเจียรปลายชิ้นงาน
- เตรียมเครื่องกำเนิดไฟฟ้า เติมเชื้อเพลิง และทดสอบการทำงาน
- ทำความสะอาดชิ้นส่วนอุปกรณ์ทั้งหมด—เครื่องขูด เครื่องไส และเครื่องทำความร้อน—ให้ปราศจากสิ่งสกปรก กำจัดคราบพลาสติกโพลีเอทิลีนที่ติดอยู่ให้หมด แล้วใช้ตัวทำละลายล้างคราบไขมันออกจากพื้นผิวทั้งหมด
- ตรวจสอบระดับน้ำมันในระบบไฮดรอลิกของเครื่องเชื่อมและการทำงานของแคลมป์เลื่อน หล่อลื่นชิ้นส่วนที่เคลื่อนไหวของอุปกรณ์ด้วยสารหล่อลื่นชนิดพิเศษ
- ตรวจสอบวิธีการทำงานของเครื่องมือควบคุมและวัดค่าต่างๆ
มาตรฐานการเชื่อมแบบชน
จนกระทั่งเมื่อไม่นานมานี้ ยังมีความสับสนในรัสเซียเกี่ยวกับกรอบกฎระเบียบสำหรับการเชื่อม HDPE เนื่องจากมีเอกสารหลายฉบับที่บังคับใช้พร้อมกัน
ตั้งแต่ปี 2013 มาตรฐาน GOST สำหรับอุปกรณ์และเทคโนโลยีการเชื่อมแบบชนกันได้มีผลบังคับใช้แล้ว นี่ไม่ได้หมายความว่าอุปกรณ์เชื่อมคุณภาพต่ำที่นำเข้าจากต่างประเทศถูกยกเลิกหรือการซื้อจะหยุดลง แต่เป็นการส่งเสริมให้ผู้ผลิตชาวรัสเซียปรับปรุงคุณภาพของอุปกรณ์ของตนให้ดียิ่งขึ้น
มาตรฐาน GOST 55276 R 55276-2012 (ท่อและข้อต่อพลาสติก) ฉบับปัจจุบัน ทำให้สามารถรวมเทคโนโลยีการเชื่อมชนของ HDPE ในรัสเซียได้
สิ่งที่ควรระวัง:
- GOST R 55276. นอกเหนือจากเทคโนโลยีการเชื่อมแรงดันต่ำแบบดั้งเดิมแล้ว กฎหมายนี้ยังอนุญาตให้ใช้การเชื่อม HDPE แรงดันสูง ซึ่งก่อนหน้านี้ใช้เฉพาะในสหรัฐอเมริกาเท่านั้น วิธีการนี้ต้องการอุปกรณ์ที่มีความเชี่ยวชาญเฉพาะด้าน แต่ช่วยลดเวลาในการเชื่อมได้อย่างมาก
- GOST R 55276. เครื่องมือนี้ไม่ค่อยเหมาะสำหรับใช้ในสถานที่ก่อสร้าง เนื่องจากได้รับการออกแบบมาสำหรับนักเทคโนโลยีหรือผู้พัฒนาแผนภูมิทางเทคโนโลยีสำหรับการเชื่อม HDPE มากกว่าผู้ปฏิบัติงานจริง เช่น ช่างเชื่อม
- GOST R 55276. เอกสารนี้ไม่ได้กล่าวถึงข้อจำกัดที่กำหนดโดยกฎระเบียบภายในประเทศและต่างประเทศฉบับเก่า โดยเฉพาะอย่างยิ่งในส่วนที่เกี่ยวข้องกับช่วงอุณหภูมิแวดล้อมตั้งแต่ +5 ถึง +45 องศาเซลเซียส เนื่องจากในรัสเซีย การเชื่อมท่อต้องดำเนินการในอุณหภูมิเยือกแข็ง
ความไม่สอดคล้องกันอีกประการหนึ่งคือ ข้อจำกัดเรื่องความหนาของผนังท่อที่กำหนดไว้ที่ 70 มิลลิเมตร ในขณะที่ผนังท่อที่ผลิตในปัจจุบันมีความหนา 90 มิลลิเมตรขึ้นไป
เราทำการเชื่อมแบบชนกันด้วยตนเอง
ด้วยเครื่องเชื่อมเฉพาะทาง คุณสามารถเชื่อมท่อ HDPE ด้วยตัวเองได้ การเชื่อมต่อจะเกิดขึ้นโดยการทำให้โพลีเอทิลีนอ่อนตัวลงและสร้างรอยต่อที่แข็งแรง วิธีนี้เป็นวิธีที่ง่ายที่สุดและเหมาะสำหรับท่อที่มีเส้นผ่านศูนย์กลางเท่ากันเท่านั้น แต่แม้กระทั่งวิธีนี้ก็ยังต้องอาศัยทักษะและความสามารถบางอย่าง
การเชื่อมชนท่อ HDPE ต้องดำเนินการโดยช่างเชื่อมที่มีคุณสมบัติเหมาะสม มิเช่นนั้นจะยากที่จะได้ความแม่นยำและความน่าเชื่อถือของการเชื่อมต่อ
ขั้นตอนการเชื่อมชนด้วยมือ:
- เตรียมอุปกรณ์ ตรวจสอบเครื่องเชื่อม และทดสอบการทำงาน
- ตัดท่อให้มีความยาวเผื่อไว้เล็กน้อย โดยเหลือส่วนของโพลีเอทิลีนไว้ประมาณสองสามมิลลิเมตรเพื่อใช้ในการเชื่อมต่อ
- ทำความสะอาดปลายทั้งสองข้างเพื่อให้ได้ขอบที่เรียบเนียนสมบูรณ์แบบ เพื่อให้สัมผัสกันได้ดี
- วางชิ้นส่วนท่อลงในเครื่องเชื่อมและจัดให้อยู่ตรงกลาง
- วางอุปกรณ์ให้ความร้อนไว้ระหว่างชิ้นส่วนที่จะเชื่อม ให้ความร้อนที่ปลายทั้งสองข้างจนกว่าจะหลอมละลาย ระยะเวลาในการให้ความร้อนขึ้นอยู่กับคุณภาพของวัสดุและความหนาของผนังชิ้นส่วน
- ถอดชิ้นส่วนทำความร้อนออกแล้วกดปลายทั้งสองข้างเข้าด้วยกันทันที แรงและแรงดันที่ใช้ในการกดนั้นเกิดจากคันโยกหรือระบบไฮดรอลิก
- รอให้ท่อโพลีเอทิลีนเย็นตัวลง ตรวจสอบคุณภาพของการเชื่อมเพื่อให้แน่ใจว่าไม่มีการสะสมของวัสดุหรือการเปลี่ยนแปลงขนาดเส้นผ่านศูนย์กลาง
หากจำเป็นต้องเชื่อมผลิตภัณฑ์ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ แนะนำให้ใช้เครื่องเชื่อมแบบอัตโนมัติ ซึ่งจะช่วยจัดตำแหน่งและเชื่อมต่อชิ้นส่วนได้อย่างแม่นยำ
การตรวจสอบคุณภาพของตะเข็บ
เมื่อการเชื่อมเสร็จสิ้นแล้ว จะมีการตรวจสอบคุณภาพของรอยเชื่อมด้วยสายตา โดยมีมาตรฐาน GOST สำหรับคุณลักษณะด้านคุณภาพของรอยเชื่อม
ความต้องการ:
- รอยเชื่อมต้องมีความสม่ำเสมอตลอดความยาวทั้งหมดในระดับพื้นผิวด้านนอกของชิ้นส่วนที่เชื่อม
- รอยเชื่อมที่ยื่นออกมาเหนือพื้นผิวที่เชื่อมต่อกันนั้นได้รับอนุญาต ความสูงของรอยเชื่อม:
- โดยมีความหนาของผนัง 5 มม. และส่วนที่ยื่นออกมาไม่เกิน 2.5 มม.
- สำหรับความหนา 6-20 มม. ความสูงของรอยต่อสูงสุดคือ 5 มม.
- การเชื่อมต่อต้องอยู่ตรงกลางอย่างแม่นยำ หากตรวจพบการเคลื่อนตัวของพื้นผิวที่เชื่อมต่อ การเคลื่อนตัวนั้นต้องไม่เกิน 10% ของความหนาของผนังท่อที่เชื่อมต่อ
คำแนะนำจากผู้เชี่ยวชาญ
ช่างเชื่อมที่มีประสบการณ์ในการทำงานกับท่อ HDPE แนะนำให้ใช้ความระมัดระวังอย่างยิ่งในระหว่างการเชื่อมและการตรวจสอบคุณภาพของรอยต่อ ความแน่นของรอยต่อและอายุการใช้งานของท่อขึ้นอยู่กับความแม่นยำของการเชื่อม
เคล็ดลับจากมืออาชีพ:
- ตรวจสอบให้แน่ใจว่าหน้าตัดของท่อไม่เป็นรูปวงรี เพราะจะลดคุณภาพของรอยเชื่อมลงอย่างมาก
- ต้องจับยึดวัสดุที่ใช้ในการรีดท่อพลาสติกให้แน่นจนกว่าขอบที่หลอมเหลวจะแข็งตัวสนิท
- รอยเชื่อมต้องเป็นแนวเชื่อมที่สม่ำเสมอและยื่นออกมาเหนือพื้นผิวของชิ้นส่วนที่กำลังเชื่อม ความสูงของแนวเชื่อมต้องเป็นไปตามมาตรฐาน (ระบุไว้ในตารางด้านบน)
- ต้องขันยึดด้วยน็อตไม่เกินขีดจำกัดที่ออกแบบไว้ เนื่องจากแรงที่มากเกินไปอาจทำให้ท่อเสียหายได้
- ก่อนเริ่มงาน โปรดศึกษาคำแนะนำสำหรับการเชื่อม HDPE และทำความคุ้นเคยกับพารามิเตอร์ของกระบวนการให้ดี
ท่อ HDPE เป็นวัสดุที่ทันสมัยและราคาไม่แพง ซึ่งช่วยให้สามารถสร้างท่อส่งสำหรับวัตถุประสงค์และการกำหนดค่าที่หลากหลาย การใช้เครื่องมือเชื่อมเฉพาะทางช่วยให้สามารถใช้ผลิตภัณฑ์เหล่านี้สร้างท่อส่งที่เชื่อถือได้ ทั้งในระดับอุตสาหกรรมและระดับการผลิตด้วยมือ



