Düşük yoğunluklu polietilen (HDPE) boruların tek bir boru hattına bağlanması, hem sökülebilir hem de kalıcı olmak üzere çeşitli yöntemler kullanılarak gerçekleştirilir. En güvenilir seçeneklerden biri HDPE boruların kaynaklanmasıdır.
Kaynak işi yapmanın çeşitli yöntemleri vardır ve her biri belirli bir teknoloji kullanılarak gerçekleştirilir.
- Kalıcı bağlantılar - HDPE boruların kaynaklanması
- boruların alın kaynağı
- Ekstrüder kullanılarak açılı bir şekilde boru hattının alın kaynağı yapılması.
- Bağlantı elemanları ve kaplinler kullanılarak soket kaynak yöntemi
- Kaynak yapmak için neye ihtiyacınız var?
- Aletler ve ekipmanlar
- Bağlantı parçaları
- HDPE borular
- Çalışma aşamaları
- Kaynak işleminden önce HDPE boruların hazırlanması
- Alın kaynağı standartları
- Alın kaynak işlemini kendimiz yapıyoruz.
- Dikişlerin kalite kontrolü
- Profesyonellerden tavsiyeler
Kalıcı bağlantılar - HDPE boruların kaynaklanması
Büyük çaplı HDPE borular için tek kabul edilebilir seçenek kalıcı bağlantı yöntemidir. Bu yöntem, yüksek sıcaklıklarda bile korunabilen yüksek düzeyde sızdırmazlık sağlar.
Polietilen, geniş bir sıcaklık aralığında viskoz ve akışkan bir kıvamı koruduğu ve düşük erime viskozitesine sahip olduğu için kaynak yapılması kolaydır.
Kalıcı bağlantı oluşturma yönteminden bağımsız olarak, bunlara aşağıdaki şartlar getirilmektedir:
- Birbirine bağlı iki borunun yer değiştirme açısı, duvar kalınlıklarına göre %10'u geçmemelidir;
- Birleştirme dikişi, birleştirilen bölümlerin dış yüzey seviyesinin üzerinde yer almalıdır;
- Dikiş çıtaları kusursuz kalitede yapılmalı ve yükseklikleri (duvar kalınlığına bağlı olarak) 2,5-5 mm arasında değişebilir.
En yaygın üç kaynak türü vardır: alın kaynağı, soket kaynağı ve elektrofüzyon kaynağı. Her bir teknolojiyi daha yakından inceleyelim.
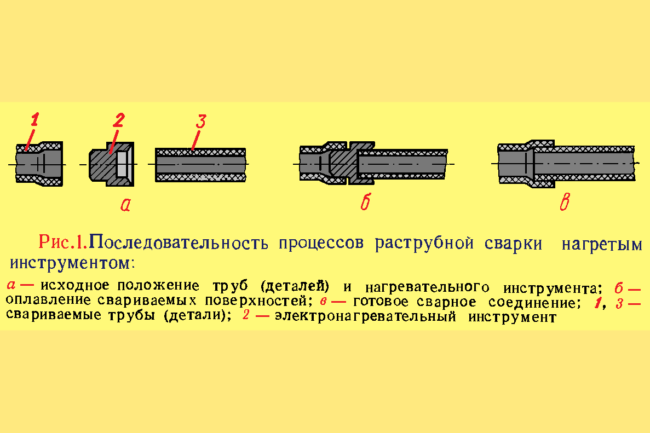
boruların alın kaynağı
Alın kaynağı, HDPE boruları kalıcı olarak birleştirmek için en popüler yöntemdir. Bu teknik, aynı çapa sahip iki bölümün uçlarının birleştirilmesini içerir. Birleştirilen elemanların duvar kalınlıkları da aynı olmalıdır.
Basınçlı boruların bağlantısı, artırılmış hassasiyet ve doğruluk gerektirdiğinden, endüstriyel koşullarda özel elektro-hidrolik ve mekanik ekipmanlar kullanılarak gerçekleştirilir.
Elle kaynak işlemi yalnızca basınçsız boru hatlarında yapılabilir.

Alın kaynağının özellikleri:
- Bu yöntem, duvar kalınlığı 4,5-5 mm'den fazla ve çapı 50 mm olan borularda kullanılır;
- Kaynak işleri düz ve sağlam yüzeylerde yapılır;
- Çalışmalar açık havada yapılıyorsa, ana hatlarda hava akımını önlemek için boruların uçlarının tıkaçlarla kapatılması gerekir; rüzgar sıcaklık parametrelerini kötüleştirir ve çalışma kalitesini olumsuz etkiler;
- Birleştirilecek parçaların içi ve dışı temiz olmalıdır; herhangi bir kalıntı veya toz bile kaliteli bir bağlantıyı engelleyecektir; kaynak ünitesinin kelepçeleri de aynı derecede temiz olmalıdır;
- Sıcaklığı ayarlamak için, deneme amaçlı 1-2 kaynak işlemi yapılması önerilir. Bu, boru hatlarında alın kaynağı konusunda deneyiminiz yoksa, işlemin prensiplerini ve özelliklerini anlamanıza yardımcı olacaktır;
- Taşlama işleminden önce kesme diskleri iyice silinmeli ve taşlama işleminden sonra boru boyutlarının uygunluğu kontrol edilmelidir;
- Alın kaynağı için en uygun ortam sıcaklığı aralığı -15 ile +45 °C arasındadır.
Endüstriyel alın kaynaklama yöntemi:
- Kaynak işlemine başlamadan önce, kaynak yapılacak parçalar, yerleştirilecekleri yüzeye dik olarak kesilir. Uçları iyice temizlenir, yağdan arındırılır ve düzeltilir.
- Borular kaynak makinesine sabitlenir ve dikkatlice ortalanır, deformasyon ve hasar olup olmadığı kontrol edilir.
- Rulo halindeki boru malzemelerinin uçları, malzemeyi yumuşatmak için bir cihazla ısıtılır.
- Eritilmiş uçlar bir araya getirilir ve yüksek basınç altında sıkıştırılır. Polietilen soğuyana kadar bu işlem devam eder.
- Eklem soğuduktan sonra makine çıkarılır.
Alın kaynağı işleminden sonra, dikiş mükemmel derecede pürüzsüz ve simetrik olur. Bağlantı, sağlam bir boru hattı kadar güçlü bir eklem sağlar. Yukarıda açıklanan işlemi tamamlamak için iki kişi gereklidir.
Alın kaynağı yaparken şunlardan kaçının:
- Erimiş uçların keskin birleşimi;
- hareketli ve kıvrımlı borular;
- boşlukların varlığı;
- Ani sıcaklık değişimi;
- Birleştirilen bölgelerin eşit olmayan şekilde ısınması;
- Bağlantı noktasındaki ek yerlerinin hızlı soğutulması.
Genellikle aynı kalitedeki HDPE boru malzemelerinin kaynaklanması önerilir, ancak bazen farklı kalitedeki boruların birleştirilmesi gerekebilir.
Aşırı sıkıştırmanın boru hattının içinde daha büyük birikintilere yol açarak nihai hatların performansını düşürdüğünü unutmayın. Basınç yetersizse, kaynak işlemi daha uzun sürer. Bu uzun bekleme süresi, ısınan polietilenin soğumasına olanak tanır.
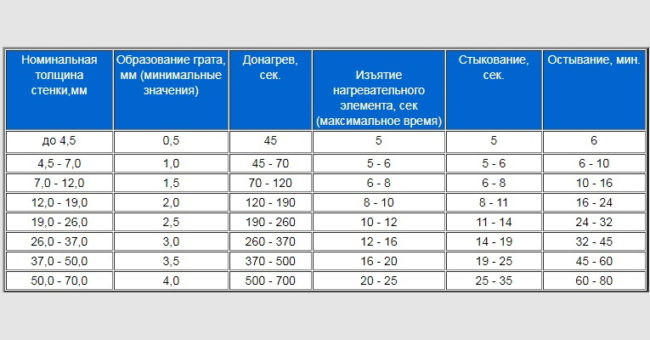
Kaynak işlemine başlarken, farklı boru hatları için önerilen kuvvet ve basınçları içeren tablo ile kaynak parametrelerinin uyumlu hale getirilmesi gereklidir.
HDPE'nin alın kaynağı için parametreler tablosu:
Ekstrüder kullanılarak açılı bir şekilde boru hattının alın kaynağı yapılması.
Ekstrüzyon kaynağı, alaşımsız malzemenin mukavemetinin %70 veya daha fazlasına sahip bir bağlantı oluşturur. Bu yöntem yalnızca aynı malzemeden yapılmış parçaların kaynaklanmasında kullanılır.
Ekstrüzyon kaynağı aşağıdaki ekipmanlar kullanılarak gerçekleştirilir:
- ısıtma elemanı;
- vida;
- hava besleme sistemi;
- Granüller için bir depolama kabı ve katkı maddesine baskı uygulayan bir ayakkabı.
İşin özellikleri ve gerçekleştirilme prosedürü:
- Boruları temizleyin, yağdan arındırın ve herhangi bir arıza olup olmadığını kontrol edin.
- Kaynak yapılacak elemanların uçlarına istenen şekli verin.
- Kaynak yapılacak yüzeyleri bir ekstrüderden gelen sıcak hava ile ısıtın.
- Ekstrüderde eritilmiş dolgu metalini (granül veya tel) bir pabuç yardımıyla hareketini kontrol ederek bağlantı yerine besleyin. Oluşan basınç, dolgu metalini boru malzemesine kaynak yapar.
Ekstrüzyon kaynak dikişleri zorlamadan soğumalıdır. Bu kaynak teknolojisi, yerçekimiyle beslenen boru hatlarının montajında kullanılır. Duvar kalınlığı en az 6 mm olmalıdır, aksi takdirde ürün deforme olabilir.

Bağlantı elemanları ve kaplinler kullanılarak soket kaynak yöntemi
Soket kaynağı, farklı çaplardaki boru bölümlerini birleştirmenizi sağlar. Bağlantı, daha küçük çaplı bir borunun daha büyük çaplı ana borunun içine yerleştirilmesiyle yapılır. Bağlantı, kaplinler kullanılarak sabitlenir ve sıkı ve güvenli bir bağlantı oluşturulur.
İşlem, alın kaynağıyla aynıdır. Sadece kullanılan aletler farklıdır.
Bağlantı kurarken HDPE boruların bağlantı parçaları/kaplinlerle kaynaklanması kullanmak:
- boru kesiciler;
- kalibratörler;
- pah kırma makineleri;
- Nozullu kaynak ekipmanı.
Dirsek oluşturmak için T bağlantı parçalarına da ihtiyaç duyulabilir. Borunun termal genleşmesi, bağlantı parçaları arasında sıkı bir sızdırmazlık sağlar.
Soket kaynaklama işlemi:
- Bağlantı elemanını sökün.
- Birleştirilecek parçaların uçlarını temizleyin ve pahlayın.
- Simetrik daireler elde etmek için kalibrasyon işlemi gerçekleştirin.
- Temizlenmiş ve yağdan arındırılmış uçları bağlantı parçasına yerleştirin, kaynak makinesine bağlayın ve ısıtın.
Sonuç olarak, parçalar tek bir yüzey halinde birleştirilir. Soket kaynağı, duvar kalınlığı 5 mm'ye kadar olan bileşenler için kullanılır. Özellikle alın kaynağı ekipmanına erişimin zor olduğu boru hattı bölümlerinde oldukça uygundur.
Kaynak yapmak için neye ihtiyacınız var?
Kaynak işleri, hem birincil hem de ikincil düzeyde özel ekipman gerektiren yüksek teknoloji süreçlerini içerir.
Alet ve kaynak cihazları seçerken, kaynak yöntemini ve HDPE boruların parametrelerini göz önünde bulundurun.
Aletler ve ekipmanlar
HDPE ile çalışırken, ünitelerin tüm ısıtma elemanlarının yapışmaz olması gerekir. Bu, kaynak işleminden sonra temizlik ihtiyacını ortadan kaldırır. Tüm üniteler genellikle kontrol göstergeleri ve termostatlarla donatılmıştır.
Temel kaynak ekipmanları:
- Soket yöntemi için manuel kaynak;
- alın birleştirme makinesi;
- montaj parçaları;
- ısıtma elemanları;
- Kelepçe, işleme sırasında veya sıkıca birbirine bastırılırken nesneleri yerinde tutmak için kullanılan bir destek ayağıdır.
Polietilen kaynak ünitelerinin neredeyse tamamı hafiftir, kullanımı kolaydır ve ısıtma elemanları kolayca değiştirilebilir.
Kaynak üniteleri şu amaçlarla kullanılmaktadır:
- Mekanik;
- Otomatik;
- Hidrolik.
Isıtma elemanları, PTFE tabakasıyla kaplanmış yuvarlak plakalardır. Üzerlerinde sıcaklık ve güç gösterge ışığı ile birlikte bir sigorta bulunur. Sıcaklık, özel bir regülatör kullanılarak ayarlanabilir.
Çapı 400 mm'den büyük olan ürünlerin kaynaklanmasında aşağıdaki cihazlar kullanılır:
- alın birleşimi;
- soket bağlantısı;
- elektrofüzyon bağlantısı.
Evrensel hidrolik üniteler özellikle değerlidir. Gerekli tüm fonksiyonları içerdiğinden, minimum sürede birden fazla kaynak işleminin gerçekleştirilmesine olanak tanır.
Hidrolik cihazlar için ek aletler:
- konumlandırıcılar;
- Oksit birikintilerini gidermek için kullanılan elementler;
- pah kırma aleti;
- testereler - karayollarını ayırmak için;
- dengeleme cihazı;
- HDPE için dirsekler.
Yukarıda belirtilen yöntemlerden herhangi birini kullanarak kaynak yaparken, eksiksiz bir alet seti kullanmak şarttır. Ekipmanlardan herhangi birinin ihmal edilmesi, düşük kaliteli veya hatta kusurlu bir kaynağa yol açabilir.
Bağlantı parçaları
Kaynak bağlantı parçaları, farklı çaplardaki borular da dahil olmak üzere boruları birbirine bağlamak, ayrıca boru hatlarında dallanmalar ve dönüşler oluşturmak için tasarlanmış bileşenlerdir. Bağlantı parçaları ayrıca farklı malzemelerden yapılmış haddelenmiş boruları birbirine bağlamak için de kullanılabilir.
Bu tür unsurlar şunlardır:
- Kaynaklı ve döküm. Bunlar, özel alın kaynak makineleri kullanılarak borulara bağlanır. Genellikle boru hatlarındaki dönüş ve kıvrımlarda kullanılırlar. Bu, katı bir malzemeye eşdeğer mukavemette güçlü bir bağlantı oluşturur.
Bu bağlantı parçaları ucuz, dayanıklı ve geniş bir yelpazede mevcuttur. Bağlandıktan sonra sistemin sökülmesine gerek yoktur. Üreticiler, çapraz bağlantı parçaları, redüktörler, T bağlantı parçaları ve çeşitli açılara sahip elemanlar gibi bağlantı parçaları sunmaktadır. - Elektrofüzyon bağlantı parçaları. Bunlar, aynı anda birden fazla boruyu birbirine bağlayabilir. Polietilen bir gövde içinde tel ısıtma elemanı bulunur. Borular bu bağlantı parçalarına yerleştirilir ve yüksek sıcaklıklarda eriyerek güvenilir, hava geçirmez bir bağlantı oluşturur.
Sıkıştırma bağlantı parçaları da mevcuttur, ancak kaynak için uygun değildirler. Bu contalı polietilen parçalar, kaynak gerektirmeden sökülebilir bağlantılar oluşturmak için kullanılır. Orta düzeyde sızdırmazlık sağlarlar.

HDPE borular
HDPE (Düşük Basınçlı Polietilen) borular, 2 MPa'dan daha düşük bir basınç altında üretilir. Bitmiş malzemenin yoğunluğu düşük olduğundan hafiftir ve bu da montaj ve bağlantıyı kolaylaştırır.
HDPE'nin Özellikleri:
- Esneklik. Esneyebilme özelliğine sahip oldukları için, yüksek sıcaklıklarda veya mekanik stres altında (örneğin, buz tıkaçlarının oluşması sırasında meydana gelen basınç altında) oluşabilecek deformasyonlardan kaynaklanan yırtılmaları ortadan kaldırırlar.
- Esneklik. HDPE borular sorunsuz bir şekilde bükülebilir, bu da karmaşık konfigürasyonlara sahip boru hatları oluşturulurken son derece önemlidir.
- Güvenilirlik. HDPE dayanıklıdır ve yağlar da dahil olmak üzere agresif ortamlara karşı dirençlidir. Paslanmaz ve su darbesini iyi emer.
Bu tür boruların çeşitli çeşitleri vardır:
- Soğuk su temini için. Üzerlerinde uzunlamasına mavi bir çizgi bulunur. İç duvarları pürüzsüzdür ve tuz veya tortu biriktirmez.
- Gaz. Yüksek akış kapasitesine, uzun kullanım ömrüne sahiptirler ve yüksek basınca dayanıklıdırlar. Üzerlerinde sarı uzunlamasına bir çizgi bulunur.
- Isıtma ve sıcak su temini için. Bunlar fiberglas ile güçlendirilmiş ve yüksek çekme dayanımına sahip polietilenden yapılmıştır.
- Oluklu çift katmanlı. Bunlar su tahliyesi ve kanalizasyon için kullanılan soketli borulardır. Çok dayanıklıdırlar, kurulumları kolaydır ve zorlu ortamlara karşı dirençlidirler.
Çalışma aşamaları
PDN borularının kaynak işleminin gecikmesiz ilerlemesini ve boru hattının uzun süreli çalışmasını sağlayacak yüksek kaliteli bir kaynak elde edilmesini sağlamak için, belirli bir sırayla ilerlemek gereklidir.
Kaynak işleminden önce HDPE boruların hazırlanması
Kaynak işlemine başlamadan önce bir dizi hazırlık adımı tamamlanmalıdır. Doğru yapıldığında, kaynak sırasında eksik aletler, kusurların giderilmesi veya başka herhangi bir şey konusunda endişelenmenize gerek kalmaz.
Kaynak işlemine hazırlık:
- Kaynak yapılacak elemanların çapına uygun olarak HDPE boruları, bağlantı elemanlarını, kelepçeleri ve diğer parçaları satın alıp kaynak sahasına teslim edin.
- Kaynak ekipmanının yerleştirileceği alanı düzenleyin ve temizleyin.
- Kaynak yapılacak bağlantı parçalarının ve boruların uçlarını işlemek için mekanik bir yöntem kullanın.
Kaynak ekipmanları özel dikkat gerektirir. Doğru çalışıp çalışmadığı kontrol edilmeli ve kullanıma hazır hale getirilmelidir.
Kaynak ekipmanlarının hazırlanması:
- Kaynak makinesinin tüm parçalarını inceleyin. Topraklama ve elektrik kablolarının düzgün çalışıp çalışmadığını kontrol edin ve uç yüzey işleme bıçaklarının keskinliğini kontrol edin.
- Elektrik jeneratörünü hazırlayın. Yakıtla doldurun ve çalışır durumda olup olmadığını test edin.
- Kazıyıcılar, planyalar ve ısıtıcılar da dahil olmak üzere tüm ekipman parçalarını kirden temizleyin. Yapışmış polietilen kalıntılarını giderin ve ardından tüm yüzeyleri çözücü ile yağdan arındırın.
- Kaynak makinesinin hidrolik sistemindeki yağ seviyesini ve kayar kelepçenin çalışmasını kontrol edin. Ekipmanın hareketli parçalarını özel yağlayıcılarla yağlayın.
- Kontrol ve ölçüm cihazlarının nasıl çalıştığını kontrol edin.
Alın kaynağı standartları
Yakın zamana kadar Rusya'da HDPE kaynaklamasıyla ilgili düzenleyici çerçeve konusunda bir karışıklık vardı, çünkü aynı anda birkaç farklı belge yürürlükteydi.
2013 yılından bu yana, alın kaynak ekipmanı ve teknolojisi için GOST standartları yürürlüktedir. Bu, ithal, düşük kaliteli kaynak ekipmanının hurdaya çıkarıldığı veya alımların durdurulduğu anlamına gelmez, ancak Rus üreticileri ekipmanlarının kalitesini iyileştirmeye teşvik edilmiştir.
Mevcut GOST 55276 R 55276-2012 (Plastik borular ve bağlantı parçaları) standardı, Rusya'da HDPE'nin alın kaynak teknolojisinin birleştirilmesini mümkün kılmıştır.
Nelere dikkat etmelisiniz:
- GOST R 55276. Geleneksel düşük basınçlı kaynak teknolojisinin yanı sıra, daha önce yalnızca Amerika Birleşik Devletleri'nde uygulanan yüksek basınçlı HDPE kaynağını da yasal hale getiriyor. Bu yöntem özel ekipman yetenekleri gerektiriyor, ancak kaynak çevrim süresini önemli ölçüde azaltıyor.
- GOST R 55276. Bu ürün, özellikle şantiyeler için uygun değildir, çünkü asıl uygulayıcılar olan kaynakçılar için değil, teknoloji uzmanları olan HDPE kaynağı için teknolojik şemalar geliştirenler için tasarlanmıştır.
- GOST R 55276. Eski yerli ve yabancı düzenlemelerin getirdiği sınırlamaları ele almıyor. Bu, esas olarak +5 ila +45°C arasındaki ortam sıcaklığı aralığıyla ilgilidir, çünkü Rusya'da boru hattı kaynak işlemlerinin dondurucu sıcaklıklarda yapılması gerekmektedir.
Bir diğer tutarsızlık ise boruların duvar kalınlığının 70 mm ile sınırlandırılmasıdır; oysa günümüzde üretilen boruların duvar kalınlığı 90 mm veya daha fazladır.
Alın kaynak işlemini kendimiz yapıyoruz.
Özel bir kaynak makinesiyle, HDPE boruları kendiniz alın kaynağıyla birleştirebilirsiniz. Bağlantı, polietilenin yumuşatılması ve sağlam bir dikiş oluşturulmasıyla sağlanır. Bu en basit seçenektir ve yalnızca eşit çaplı borular için uygundur, ancak yine de belirli beceri ve yetenekler gerektirir.
HDPE boru hatlarının alın kaynağı, kalifiye bir kaynakçı tarafından yapılmalıdır; aksi takdirde bağlantının hassasiyeti ve güvenilirliği sağlanması zor olacaktır.
Elle alın kaynağı işlemi:
- Ekipmanları hazırlayın, kaynak makinesini inceleyin, çalışır durumda olup olmadığını kontrol edin.
- Boruları biraz fazla uzunlukta kesin, kaynak oluşturmak için birkaç milimetre polietilen bırakın.
- Uçları temizleyerek kusursuz pürüzsüz kenarlar oluşturun ve iyi bir temas sağlayın.
- Boru malzemelerini kaynak makinesine yerleştirin ve ortalayın.
- Kaynak yapılacak parçaların arasına bir ısıtma elemanı yerleştirin. Uçları eriyene kadar ısıtın; ısıtma süresi malzemenin kalitesine ve parçaların duvar kalınlığına bağlıdır.
- Isıtma elemanını çıkarın ve uçları hemen birbirine bastırın. Bastırma için gereken kuvvet ve basınç, bir kol veya hidrolik tahrik sistemi tarafından oluşturulur.
- Polietilen boruların soğumasını bekleyin. Kaynak kalitesini kontrol ederek malzeme birikmesi veya çap değişikliklerinin oluşmadığından emin olun.
Büyük çaplı ürünlerin kaynaklanması gerekiyorsa, bölümleri doğru bir şekilde ortalayıp birleştirecek otomatik bir kaynak makinesi kullanılması önerilir.
Dikişlerin kalite kontrolü
Kaynak işlemi tamamlandıktan sonra, kaynak dikişleri kalite açısından görsel olarak incelenir. Kaynaklı bağlantıların kalite özellikleri için GOST standartları mevcuttur.
Gereksinimler:
- Kaynak dikişleri, kaynaklı bölümlerin dış yüzeyleri seviyesinde, tüm uzunluk boyunca düzgün olmalıdır;
- Birleştirilen yüzeylerin üzerinde kaynak dikişi çıkıntılarına izin verilir, dikiş yüksekliği:
- Duvar kalınlığı 5 mm olan yapıda, çıkıntı en fazla 2,5 mm'dir;
- 6-20 mm kalınlık için maksimum dikiş yüksekliği 5 mm'dir;
- Bağlantı noktası tam olarak ortalanmalıdır; bağlantı yapılan yüzeylerde bir yer değiştirme tespit edilirse, bu yer değiştirme bağlantı yapılan boruların duvar kalınlığının %10'unu geçmemelidir.
Profesyonellerden tavsiyeler
HDPE borularla çalışan deneyimli kaynakçılar, kaynak işlemi sırasında son derece dikkatli olunmasını ve bağlantıların kalitesinin izlenmesini tavsiye ediyor. Bağlantıların sızdırmazlığı ve boru hatlarının ömrü, kaynakların doğruluğuna bağlıdır.
Profesyonel İpuçları:
- Boru kesitinin elips şeklinde olmamasına dikkat edin; bu, kaynak kalitesini önemli ölçüde düşürecektir.
- Plastik boru bükme malzemeleri, erimiş kenarlar tamamen katılaşana kadar sıkıca yerinde tutulmalıdır;
- Kaynak dikişi, kaynak yapılan elemanların yüzeylerinin üzerinde çıkıntı yapan düzgün bir kaynak şeridi olmalıdır; kaynak şeridinin yüksekliği, standartlara (yukarıdaki tabloda belirtilen) uygun olmalıdır;
- Somunlu bağlantı elemanları, aşırı kuvvet boruya zarar verebileceğinden, tasarım sınırından daha fazla sıkılmamalıdır;
- İşe başlamadan önce, HDPE kaynaklama talimatlarını mutlaka inceleyin ve işlem parametrelerine aşina olun.
HDPE borular, çok çeşitli amaç ve konfigürasyonlar için boru hatlarının yapımına olanak sağlayan modern ve uygun fiyatlı bir malzemedir. Özel kaynak ekipmanları kullanılarak, bu ürünler hem endüstriyel hem de manuel olarak güvenilir boru hatları oluşturmak için kullanılabilir.



