Việc nối các ống polyetylen mật độ thấp (HDPE) thành một đường ống duy nhất được thực hiện bằng nhiều phương pháp khác nhau, cả phương pháp tháo lắp và phương pháp cố định. Một trong những lựa chọn đáng tin cậy nhất là hàn các ống HDPE.
Có nhiều phương pháp thực hiện công việc hàn, mỗi phương pháp đều sử dụng một công nghệ cụ thể.
- Mối nối vĩnh viễn - hàn ống HDPE
- Hàn nối ống
- Hàn nối đầu ống bằng máy đùn ở một góc nhất định
- Phương pháp hàn nối bằng khớp nối và phụ kiện
- Bạn cần những gì để hàn?
- Công cụ và thiết bị
- Phụ kiện để kết nối
- Ống HDPE
- Các giai đoạn công việc
- Chuẩn bị ống HDPE trước khi hàn
- Tiêu chuẩn hàn giáp mối
- Chúng tôi tự thực hiện hàn nối.
- Kiểm tra chất lượng đường may
- Lời khuyên từ các chuyên gia
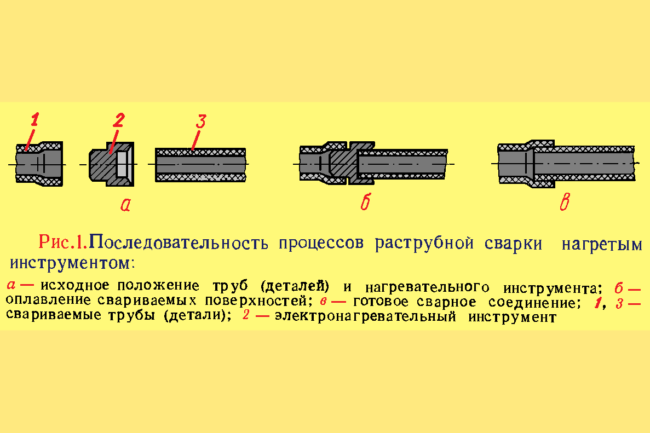
Mối nối vĩnh viễn - hàn ống HDPE
Phương pháp kết nối vĩnh viễn là lựa chọn duy nhất được chấp nhận đối với các ống HDPE đường kính lớn. Phương pháp này đảm bảo độ kín cao, có thể duy trì ngay cả ở nhiệt độ cao.
Polyethylene dễ hàn vì nó duy trì độ nhớt và khả năng chảy ổn định trong phạm vi nhiệt độ rộng, đồng thời có độ nhớt nóng chảy thấp.
Bất kể phương pháp tạo kết nối vĩnh viễn nào được sử dụng, chúng đều phải đáp ứng các yêu cầu sau:
- Góc lệch vị trí của hai ống nối liền nhau không được vượt quá 10% so với độ dày thành ống;
- Đường nối phải nằm phía trên bề mặt ngoài của các đoạn được nối;
- Các đường gờ nối phải được làm với chất lượng hoàn hảo, và chiều cao của chúng có thể dao động trong khoảng 2,5-5 mm (được xác định bởi độ dày của thành tường).
Có ba loại hàn phổ biến nhất: hàn đối đầu, hàn ổ cắm và hàn điện dung. Chúng ta hãy cùng tìm hiểu kỹ hơn về từng công nghệ.
Hàn nối ống
Hàn đối đầu là phương pháp phổ biến nhất để nối vĩnh viễn các ống HDPE. Kỹ thuật này bao gồm việc nối hai đầu của hai đoạn ống có cùng đường kính. Độ dày thành của các đoạn ống được nối cũng phải giống nhau.
Việc đấu nối các đường ống chịu áp lực được thực hiện trong điều kiện công nghiệp bằng cách sử dụng các thiết bị cơ khí và điện thủy lực chuyên dụng, vì nó đòi hỏi độ chính xác cao.
Việc hàn thủ công chỉ được phép thực hiện trên các đường ống không chịu áp lực.

Đặc điểm của hàn giáp mối:
- Phương pháp này được sử dụng cho các loại ống có thành dày hơn 4,5-5 mm và đường kính 50 mm;
- Công việc hàn được thực hiện trên các bề mặt phẳng và ổn định;
- Nếu công việc được thực hiện ngoài trời, cần phải bịt kín các đầu ống bằng nút chặn để ngăn gió lùa vào đường ống chính; gió làm thay đổi các thông số nhiệt độ và ảnh hưởng đến chất lượng công việc;
- Các đoạn cần nối phải sạch sẽ cả bên trong lẫn bên ngoài - bất kỳ mảnh vụn hay bụi bẩn nào cũng sẽ cản trở việc tạo ra mối nối chất lượng cao; các kẹp của bộ phận hàn cũng phải sạch sẽ không kém;
- Để điều chỉnh nhiệt độ, nên thực hiện 1-2 mối hàn thử nghiệm. Điều này sẽ giúp bạn hiểu các nguyên lý và đặc điểm của quy trình nếu bạn chưa có kinh nghiệm hàn nối ống;
- Trước khi mài, các đĩa cắt phải được lau sạch kỹ lưỡng, và sau khi mài, kích thước ống phải được kiểm tra để đảm bảo đạt tiêu chuẩn;
- Phạm vi nhiệt độ môi trường tối ưu cho hàn giáp mối là từ -15 đến +45 °C.
Quy trình hàn nối công nghiệp:
- Trước khi bắt đầu công việc, các đoạn ống cần hàn được cắt vuông góc với bề mặt đặt chúng lên. Các đầu ống được làm sạch kỹ lưỡng, tẩy dầu mỡ và cắt tỉa.
- Các đường ống được cố định trong máy hàn và căn chỉnh cẩn thận, kiểm tra xem có bị biến dạng hoặc hư hỏng hay không.
- Các đầu của vật liệu ống cuộn được nung nóng bằng một thiết bị để làm mềm vật liệu.
- Các đầu đã được nung chảy được đưa lại gần nhau và ép chặt dưới áp suất cao. Quá trình này tiếp tục cho đến khi polyetylen nguội.
- Khi mối hàn đã nguội, máy sẽ được tháo ra.
Sau khi hàn giáp mối, đường hàn hoàn toàn nhẵn mịn và đối xứng. Mối nối này có độ bền tương đương với đường ống đặc. Cần hai người để hoàn thành quy trình nêu trên.
Khi thực hiện hàn giáp mối, cần tránh:
- Mối nối sắc nét giữa các đầu bị nóng chảy;
- các đường ống di chuyển và uốn lượn;
- sự hiện diện của các khoảng trống;
- sự thay đổi nhiệt độ đột ngột;
- Sự gia nhiệt không đồng đều giữa các khu vực được nối;
- Làm nguội nhanh các mối nối tại điểm kết nối.
Nên hàn các ống HDPE cùng loại, nhưng đôi khi cần phải nối các ống có chất liệu khác loại.
Cần lưu ý rằng việc nén quá mức sẽ tạo ra sự tích tụ lớn hơn bên trong đường ống, làm giảm hiệu suất của các đường ống thành phẩm. Nếu áp suất không đủ, quá trình hàn sẽ mất nhiều thời gian hơn. Khoảng thời gian chờ đợi kéo dài này cho phép polyetylen đã được nung nóng có thời gian nguội đi.
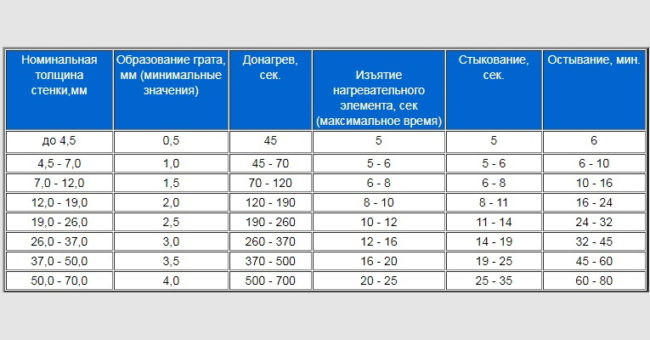
Khi bắt đầu công việc hàn, cần phải phối hợp các thông số hàn với bảng chứa các lực và áp suất khuyến nghị cho các loại đường ống khác nhau.
Bảng thông số cho hàn nối ống HDPE:
Hàn nối đầu ống bằng máy đùn ở một góc nhất định
Hàn đùn tạo ra mối nối có độ bền từ 70% trở lên so với vật liệu chưa pha hợp kim. Phương pháp này chỉ được sử dụng để hàn các chi tiết cùng loại vật liệu.
Quá trình hàn ép đùn được thực hiện bằng các thiết bị sau:
- bộ phận gia nhiệt;
- vít;
- hệ thống cung cấp khí;
- một thùng chứa hạt và một cái giày dùng để ép chất phụ gia.
Đặc điểm và quy trình thực hiện công việc:
- Làm sạch đường ống, tẩy dầu mỡ và kiểm tra xem có hư hỏng gì không.
- Tạo hình dạng yêu cầu cho các đầu của các chi tiết cần hàn.
- Làm nóng các bề mặt cần hàn bằng khí nóng từ máy đùn.
- Đưa kim loại phụ (dạng hạt hoặc dây) đã được nung chảy trong máy đùn vào mối nối, điều khiển chuyển động của nó bằng một bàn đạp. Áp suất tạo ra sẽ hàn kim loại phụ vào vật liệu ống.
Các mối hàn ép đùn phải nguội tự nhiên, không được ép. Công nghệ hàn này được sử dụng trong việc lắp đặt đường ống dẫn nước bằng trọng lực. Độ dày thành ống phải ít nhất 6 mm, nếu không sản phẩm có thể bị biến dạng.

Phương pháp hàn nối bằng khớp nối và phụ kiện
Hàn nối ống cho phép bạn ghép các đoạn ống có đường kính khác nhau. Mối nối được thực hiện bằng cách đưa một đoạn ống nhỏ hơn vào bên trong đoạn ống chính có đường kính lớn hơn. Mối nối được cố định bằng các khớp nối, tạo ra một kết nối chắc chắn và an toàn.
Quy trình tương tự như hàn giáp mối. Chỉ khác ở dụng cụ sử dụng.
Khi kết nối Hàn ống HDPE với các phụ kiện/khớp nối sử dụng:
- máy cắt ống;
- máy hiệu chuẩn;
- máy vát cạnh;
- Thiết bị hàn có vòi phun.
Các khớp nối hình chữ T cũng có thể cần thiết để tạo thành các khớp nối khuỷu. Sự giãn nở nhiệt của ống đảm bảo sự kín khít giữa các khớp nối.
Quy trình hàn ổ cắm:
- Tháo rời bộ phận kết nối.
- Làm sạch các đầu của các đoạn cần ghép nối và vát cạnh chúng.
- Tiến hành hiệu chuẩn để thu được các vòng tròn đối xứng.
- Đưa các đầu đã được làm sạch và tẩy dầu mỡ vào khớp nối, kết nối với máy hàn và tiến hành gia nhiệt.
Kết quả là, các bộ phận được hàn dính vào nhau thành một bề mặt duy nhất. Hàn ổ cắm được sử dụng cho các bộ phận có độ dày thành lên đến 5 mm. Phương pháp này đặc biệt thuận tiện cho các đoạn ống dẫn mà việc tiếp cận thiết bị hàn đối đầu gặp khó khăn.
Bạn cần những gì để hàn?
Công việc hàn bao gồm các quy trình công nghệ cao, đòi hỏi thiết bị chuyên dụng, cả thiết bị chính và thiết bị phụ.
Khi lựa chọn dụng cụ và thiết bị hàn, cần xem xét phương pháp hàn và các thông số của ống HDPE.
Công cụ và thiết bị
Khi làm việc với HDPE, tất cả các bộ phận gia nhiệt của thiết bị phải có khả năng chống dính. Điều này giúp loại bỏ nhu cầu vệ sinh sau khi hàn. Tất cả các thiết bị thường được trang bị đèn báo và bộ điều nhiệt.
Thiết bị hàn cơ bản:
- Hàn thủ công bằng phương pháp nối ống;
- Máy ghép nối đầu mút;
- các bộ phận lắp ráp;
- các bộ phận gia nhiệt;
- Kẹp là một loại giá đỡ được sử dụng để giữ các vật phẩm cố định trong quá trình gia công hoặc ép chặt chúng lại với nhau.
Hầu hết các thiết bị hàn polyetylen đều có trọng lượng nhẹ, dễ vận hành và các bộ phận gia nhiệt dễ dàng thay thế.
Các thiết bị hàn được sử dụng:
- Cơ khí;
- Tự động;
- Thủy lực.
Các bộ phận gia nhiệt là các tấm tròn được phủ một lớp PTFE. Chúng có đèn báo nhiệt độ và công suất, cũng như cầu chì. Nhiệt độ có thể được điều chỉnh bằng một bộ điều chỉnh đặc biệt.
Để hàn các sản phẩm có đường kính lớn hơn 400 mm, các thiết bị sau đây được sử dụng:
- khớp nối thẳng;
- Kết nối ổ cắm;
- Kết nối điện phân.
Các thiết bị thủy lực đa năng đặc biệt có giá trị. Chúng cho phép tạo ra nhiều mối hàn trong thời gian tối thiểu, vì thiết bị này bao gồm tất cả các chức năng cần thiết.
Các dụng cụ bổ sung cho thiết bị thủy lực:
- bộ định vị;
- Các nguyên tố dùng để loại bỏ cặn oxit;
- dụng cụ vát cạnh;
- cưa - để phân tách các tuyến đường cao tốc;
- thiết bị cân bằng;
- Các đoạn uốn cong cho HDPE.
Khi hàn bằng bất kỳ phương pháp nào nêu trên, việc sử dụng đầy đủ dụng cụ là vô cùng cần thiết. Thiếu sót bất kỳ thiết bị nào cũng có thể dẫn đến mối hàn kém chất lượng, hoặc thậm chí là mối hàn bị lỗi.
Phụ kiện để kết nối
Các phụ kiện hàn là các bộ phận được thiết kế để kết nối các đường ống, bao gồm cả các đường ống có đường kính khác nhau, cũng như để tạo các nhánh và khúc cua trong đường ống. Phụ kiện cũng có thể được sử dụng để kết nối các ống cán làm từ các vật liệu khác nhau.
Các yếu tố thuộc loại này là:
- Được hàn và đúc. Chúng được nối với đường ống bằng máy hàn đối đầu chuyên dụng. Chúng thường được sử dụng ở các khúc cua và đoạn uốn cong trong đường ống. Điều này tạo ra một mối nối chắc chắn, có độ bền tương đương với vật liệu đặc.
Các phụ kiện này có giá thành thấp, bền và đa dạng về chủng loại. Sau khi kết nối, hệ thống không cần phải tháo rời. Các nhà sản xuất cung cấp các phụ kiện như cút chữ thập, cút giảm, cút chữ T và các chi tiết có góc độ khác nhau. - Các phụ kiện hàn điện. Chúng có thể kết nối nhiều đường ống cùng một lúc. Chúng bao gồm một vỏ bằng polyethylene chứa một bộ phận gia nhiệt bằng dây. Các đường ống được đưa vào các phụ kiện này, chúng sẽ tan chảy dưới nhiệt độ cao, tạo ra một kết nối kín khí và đáng tin cậy.
Các khớp nối nén cũng có sẵn, nhưng chúng không thích hợp để hàn. Các bộ phận bằng polyethylene có gioăng này được sử dụng để tạo ra các kết nối có thể tháo rời mà không cần hàn. Chúng cung cấp độ kín vừa phải.

Ống HDPE
Ống HDPE (Polyethylene áp suất thấp) được sản xuất dưới áp suất thấp, dưới 2 MPa. Vật liệu thành phẩm có mật độ thấp, dẫn đến trọng lượng nhẹ, giúp việc lắp đặt và kết nối dễ dàng hơn.
Đặc điểm của HDPE:
- Độ đàn hồi. Chúng có khả năng co giãn, loại bỏ hiện tượng đứt gãy do biến dạng có thể xảy ra ở nhiệt độ cao hoặc dưới tác động cơ học—ví dụ, dưới áp lực xảy ra khi các nút băng hình thành.
- Tính linh hoạt. Ống HDPE có thể uốn cong dễ dàng, điều này cực kỳ quan trọng khi tạo ra các đường ống có cấu hình phức tạp.
- Độ tin cậy. Nhựa HDPE bền và có khả năng chống chịu môi trường khắc nghiệt, bao gồm cả dầu mỡ. Nó không bị gỉ sét và hấp thụ lực búa nước tốt.
Có một số loại ống như vậy:
- Dùng để cấp nước lạnh. Chúng có một sọc xanh dọc theo thân. Chúng có thành bên trong nhẵn mịn, không tích tụ muối hoặc cặn bẩn.
- Khí đốt. Chúng có lưu lượng cao, tuổi thọ dài và chịu được áp suất cao. Chúng được nhận biết bởi một sọc dọc màu vàng.
- Dùng cho hệ thống sưởi và cung cấp nước nóng. Chúng được gia cố bằng sợi thủy tinh và làm từ polyetylen có độ bền kéo cao.
- Tấm carton sóng hai lớp. Đây là các loại ống có khớp nối dùng để thoát nước và dẫn nước thải. Chúng rất bền, dễ lắp đặt và chịu được môi trường khắc nghiệt.
Các giai đoạn công việc
Để đảm bảo quá trình hàn ống PDN diễn ra không bị chậm trễ và tạo ra mối hàn chất lượng cao, đảm bảo hoạt động lâu dài của đường ống, cần phải tiến hành theo một trình tự cụ thể.
Chuẩn bị ống HDPE trước khi hàn
Trước khi bắt đầu hàn, cần hoàn thành một số bước chuẩn bị. Nếu thực hiện đúng cách, bạn sẽ không phải lo lắng về việc thiếu dụng cụ, sửa chữa các khuyết điểm hoặc bất cứ điều gì khác trong quá trình hàn.
Chuẩn bị cho quá trình hàn:
- Mua và vận chuyển đến công trường hàn các loại ống HDPE, ốc vít, kẹp và các bộ phận khác phù hợp với đường kính của các chi tiết cần hàn.
- Sắp xếp và dọn dẹp khu vực để đặt thiết bị hàn.
- Sử dụng phương pháp cơ khí để gia công các đầu của phụ kiện và ống cần hàn.
Thiết bị hàn cần được chú ý đặc biệt. Cần phải kiểm tra hoạt động đúng cách và chuẩn bị kỹ lưỡng trước khi sử dụng.
Cách chuẩn bị dụng cụ hàn:
- Kiểm tra tất cả các bộ phận của máy hàn. Kiểm tra hệ thống nối đất và dây điện xem có hoạt động đúng cách hay không, và kiểm tra độ sắc bén của lưỡi cắt trên máy phay mặt cuối.
- Chuẩn bị máy phát điện. Đổ đầy nhiên liệu và kiểm tra hoạt động của máy.
- Làm sạch tất cả các bộ phận thiết bị—máy cạo, máy bào và máy sưởi—khỏi bụi bẩn. Loại bỏ mọi vết nhựa polyethylene bám dính, sau đó tẩy dầu mỡ tất cả các bề mặt bằng dung môi.
- Kiểm tra mức dầu trong hệ thống thủy lực của máy hàn và hoạt động của kẹp trượt. Bôi trơn các bộ phận chuyển động của thiết bị bằng chất bôi trơn chuyên dụng.
- Kiểm tra cách thức hoạt động của các thiết bị điều khiển và đo lường.
Tiêu chuẩn hàn giáp mối
Cho đến gần đây, tại Nga vẫn còn sự nhầm lẫn về khung pháp lý đối với việc hàn HDPE, do nhiều văn bản có hiệu lực cùng một lúc.
Từ năm 2013, các tiêu chuẩn GOST về thiết bị và công nghệ hàn giáp mối đã có hiệu lực. Điều này không có nghĩa là các thiết bị hàn nhập khẩu, chất lượng thấp đã bị loại bỏ hoặc việc mua bán đã ngừng lại, mà các nhà sản xuất Nga đã được khuyến khích nâng cao chất lượng thiết bị của họ.
Tiêu chuẩn GOST 55276 R 55276-2012 hiện hành (Ống và phụ kiện nhựa) đã giúp thống nhất công nghệ hàn nối ống HDPE tại Nga.
Những điều cần lưu ý:
- GOST R 55276. Cùng với công nghệ hàn áp suất thấp thông thường, luật này cho phép hàn HDPE áp suất cao, một phương pháp trước đây chỉ được áp dụng ở Hoa Kỳ. Phương pháp này đòi hỏi thiết bị chuyên dụng, nhưng giúp giảm đáng kể thời gian chu kỳ hàn.
- GOST R 55276. Nó không thực sự phù hợp cho các công trường xây dựng, vì nó được thiết kế không phải cho những người thực hiện công việc - thợ hàn, mà cho các nhà công nghệ - những người phát triển các biểu đồ công nghệ hàn HDPE.
- GOST R 55276. Tiêu chuẩn này không giải quyết được những hạn chế do các quy định cũ trong nước và quốc tế đặt ra. Điều này chủ yếu liên quan đến phạm vi nhiệt độ môi trường từ +5 đến +45°C, vì ở Nga, việc hàn đường ống phải diễn ra ở nhiệt độ đóng băng.
Một điểm khác biệt nữa là quy định giới hạn độ dày thành ống ở mức 70 mm, trong khi thành ống được sản xuất hiện nay có độ dày từ 90 mm trở lên.
Chúng tôi tự thực hiện hàn nối.
Với máy hàn chuyên dụng, bạn có thể tự hàn nối các ống HDPE. Mối nối được thực hiện bằng cách làm mềm polyethylene và tạo thành một đường hàn chắc chắn. Đây là phương án đơn giản nhất và chỉ phù hợp với các ống có đường kính bằng nhau, nhưng ngay cả phương án này cũng đòi hỏi một số kỹ năng và khả năng nhất định.
Việc hàn nối ống HDPE phải được thực hiện bởi thợ hàn có tay nghề, nếu không sẽ khó đạt được độ chính xác và độ tin cậy của mối nối.
Quy trình hàn giáp mí thủ công:
- Chuẩn bị thiết bị, kiểm tra máy hàn, kiểm tra hoạt động của máy.
- Cắt các ống dài hơn một chút, chừa lại vài milimét nhựa polyethylene để tạo mối hàn.
- Làm sạch các đầu để tạo ra các cạnh hoàn toàn nhẵn mịn nhằm đảm bảo tiếp xúc tốt.
- Đặt các vật liệu ống vào máy hàn và căn chỉnh cho thẳng hàng.
- Đặt một bộ phận gia nhiệt giữa hai chi tiết cần hàn. Hơ nóng các đầu cho đến khi chúng tan chảy – thời gian gia nhiệt phụ thuộc vào chất lượng vật liệu và độ dày thành của các chi tiết.
- Tháo bộ phận gia nhiệt và ngay lập tức ép hai đầu lại với nhau. Lực và áp suất cần thiết để ép được tạo ra bởi cần gạt hoặc hệ thống truyền động thủy lực.
- Chờ cho các ống polyetylen nguội hẳn. Kiểm tra chất lượng mối hàn để đảm bảo không có hiện tượng tích tụ vật liệu hoặc thay đổi đường kính.
Nếu cần hàn các sản phẩm có đường kính lớn, nên sử dụng máy hàn tự động, máy này sẽ định tâm và nối các đoạn một cách chính xác.
Kiểm tra chất lượng đường may
Sau khi hoàn thành việc hàn, các mối hàn được kiểm tra chất lượng bằng mắt thường. Có các tiêu chuẩn GOST quy định về đặc tính chất lượng của các mối hàn.
Yêu cầu:
- Các mối hàn phải đồng nhất dọc theo toàn bộ chiều dài ở mức bề mặt ngoài của các phần được hàn;
- Phần nhô ra của đường hàn so với bề mặt cần nối được cho phép, chiều cao đường hàn:
- Với độ dày thành 5 mm - phần nhô ra không quá 2,5 mm;
- Với độ dày từ 6-20 mm, chiều cao đường hàn tối đa là 5 mm;
- Mối nối phải được căn chỉnh chính xác; nếu phát hiện sự dịch chuyển của các bề mặt được kết nối, thì độ dịch chuyển đó không được vượt quá 10% độ dày thành của các ống được kết nối.
Lời khuyên từ các chuyên gia
Các thợ hàn giàu kinh nghiệm làm việc với ống HDPE khuyên nên hết sức cẩn thận trong quá trình hàn và giám sát chất lượng các mối hàn. Độ kín của các mối hàn và tuổi thọ của đường ống phụ thuộc vào độ chính xác của các mối hàn.
Mẹo hay:
- Hãy đảm bảo rằng mặt cắt ngang của ống không có hình elip - điều này sẽ làm giảm đáng kể chất lượng mối hàn;
- Vật liệu cuộn ống nhựa phải được giữ cố định chắc chắn cho đến khi các cạnh nóng chảy đông cứng hoàn toàn;
- Mối hàn phải là một đường hàn đồng nhất, nhô lên trên bề mặt của các chi tiết được hàn; chiều cao của đường hàn phải tuân thủ các tiêu chuẩn (được chỉ ra trong bảng trên);
- Các loại ốc vít có đai ốc phải được siết chặt không quá giới hạn thiết kế, vì lực quá lớn có thể gây hư hại cho đường ống;
- Trước khi bắt đầu công việc, hãy chắc chắn nghiên cứu kỹ hướng dẫn hàn HDPE và làm quen với các thông số quy trình.
Ống HDPE là một vật liệu hiện đại, giá cả phải chăng, cho phép xây dựng đường ống phục vụ nhiều mục đích và cấu hình khác nhau. Sử dụng thiết bị hàn chuyên dụng, các sản phẩm này có thể được dùng để tạo ra các đường ống đáng tin cậy, cả trong công nghiệp và thủ công.



