Spojování trubek z polyethylenu s nízkou hustotou (HDPE) do jednoho potrubí se provádí různými metodami, a to jak rozebíratelnými, tak i trvalými. Jednou z nejspolehlivějších možností je svařování trubek z HDPE.
Existuje několik metod pro provádění svařovacích prací, z nichž každá se provádí pomocí specifické technologie.
- Trvalé spoje - svařování HDPE trubek
- Tupé svařování trubek
- Tupé svařování potrubí pomocí extruderu pod úhlem
- Metoda svařování hrdlem s použitím tvarovek a spojek
- Co potřebujete ke svařování?
- Nástroje a vybavení
- Armatury pro připojení
- HDPE trubky
- Fáze práce
- Příprava HDPE trubek před svařováním
- Normy pro tupé svařování
- Svařování na tupo provádíme sami
- Kontrola kvality švů
- Doporučení od profesionálů
Trvalé spoje - svařování HDPE trubek
Trvalý způsob připojení je jedinou přijatelnou možností pro HDPE trubky velkého průměru. Zajišťuje vysokou úroveň těsnosti, kterou lze udržet i za vysokých teplot.
Polyethylen se snadno svařuje, protože si zachovává viskózní, tekutou konzistenci v širokém teplotním rozsahu a má nízkou viskozitu taveniny.
Bez ohledu na způsob vytvoření trvalého spojení jsou na ně kladeny následující požadavky:
- úhel posunutí dvou spojených trubek by neměl překročit 10 % vzhledem k tloušťce jejich stěn;
- spojovací šev musí být umístěn nad úrovní vnějšího povrchu spojovaných úseků;
- Švové korálky musí být vyrobeny v bezvadné kvalitě a jejich výška se může pohybovat v rozmezí 2,5-5 mm (určeno tloušťkou stěn).
Existují tři nejoblíbenější typy svařování: tupé svařování, svařování do objímky a elektrofúzní svařování. Pojďme se na každou technologii podívat blíže.
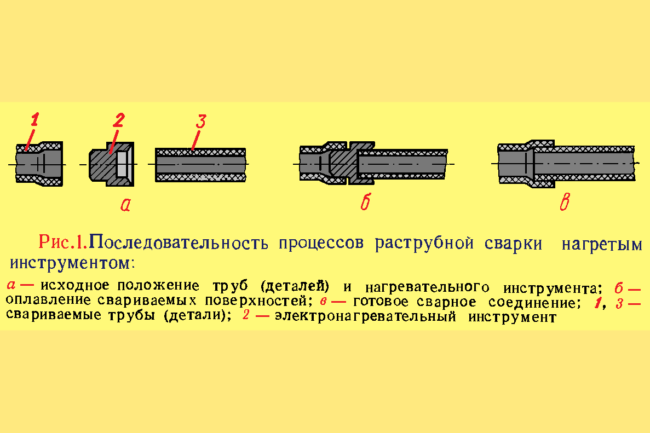
Tupé svařování trubek
Svařování na tupo je nejoblíbenější metodou trvalého spojování HDPE trubek. Tato technika zahrnuje spojení konců dvou úseků stejného průměru. Tloušťka stěny spojovaných prvků musí být také stejná.
Připojení tlakových trubek se provádí v průmyslových podmínkách pomocí speciálního elektrohydraulického a mechanického zařízení, protože vyžaduje zvýšenou přesnost a správnost.
Ruční svařování je povoleno pouze na netlakových potrubích.

Vlastnosti tupého svařování:
- metoda se používá u trubek se stěnami silnějšími než 4,5-5 mm a průměrem 50 mm;
- svařovací práce se provádějí na rovných a stabilních površích;
- Pokud se práce provádějí venku, je nutné konce trubek uzavřít zátkami, aby se zabránilo průvanu v hlavních potrubích; vítr zhoršuje teplotní parametry a narušuje kvalitu práce;
- Spojované části musí být čisté zevnitř i zvenku - jakékoli nečistoty nebo dokonce prach zabrání kvalitnímu spojení; svorky svařovací jednotky nesmí být méně čisté;
- Pro nastavení teploty se doporučuje provést 1–2 zkušební svary. To vám pomůže pochopit principy a vlastnosti procesu, pokud nemáte zkušenosti s tupým svařováním potrubí;
- Před broušením je nutné řezné kotouče důkladně otřít a po broušení zkontrolovat shodu rozměrů potrubí;
- Optimální rozsah okolní teploty pro tupé svařování je od -15 do +45 °C.
Postup průmyslového tupého svařování:
- Před zahájením práce se svařované díly nařežou kolmo k povrchu, na který se pokládají. Konce se důkladně očistí, odmastí a oříznou.
- Trubky jsou upevněny ve svářečce a pečlivě vycentrovány, zkontrolovány na deformace a poškození.
- Konce válcovaných trubek se zahřívají zařízením pro změkčení materiálu.
- Roztavené konce se k sobě přiblíží a stlačí pod vysokým tlakem. Proces pokračuje, dokud polyethylen nevychladne.
- Když spoj vychladne, stroj se vyjme.
Po tupém svařování je šev dokonale hladký a symetrický. Spoj poskytuje spoj stejně pevný jako pevné potrubí. K provedení výše popsaného procesu jsou zapotřebí dvě osoby.
Při tupém svařování se vyvarujte:
- ostré spojení roztavených konců;
- pohyblivé a kroucené trubky;
- přítomnost mezer;
- náhlá změna teploty;
- nerovnoměrné zahřívání spojovaných ploch;
- rychlé ochlazení spojů v místě spojení.
Doporučuje se svařovat HDPE trubky stejné jakosti, ale někdy je nutné spojovat trubky různých jakostí.
Mějte na paměti, že nadměrné stlačení vytváří větší nánosy uvnitř potrubí, což snižuje výkon hotových linek. Pokud je tlak nedostatečný, svařování trvá déle. Tato prodloužená čekací doba umožňuje zahřátému polyethylenu vychladnout.
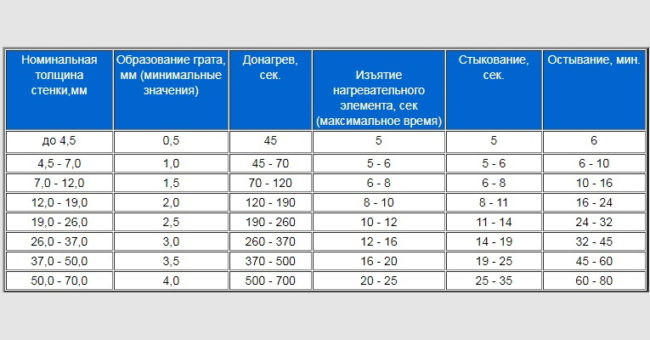
Při zahájení svařovacích prací je nutné koordinovat parametry svařování s tabulkou, která obsahuje doporučené síly a tlaky pro různá potrubí.
Tabulka parametrů pro tupé svařování HDPE:
Tupé svařování potrubí pomocí extruderu pod úhlem
Extruzní svařování vytváří spoj s pevností 70 % nebo více nelegovaného materiálu. Tato metoda se používá pouze pro svařování součástí ze stejného materiálu.
Extruzní svařování se provádí pomocí následujícího zařízení:
- topné těleso;
- šroub;
- systém přívodu vzduchu;
- zásobník na granule a botka, která přitlačuje přísadu.
Vlastnosti a postup provádění práce:
- Vyčistěte potrubí, odmastite je a zkontrolujte, zda nejsou poškozené.
- Dejte koncem svařovaných prvků požadovaný tvar.
- Zahřejte svařované povrchy horkým vzduchem z extruderu.
- Přídavný materiál (granule nebo drát) natavený v extruderu se přivádí na spoj a jeho pohyb se ovládá pomocí botky. Vytvořený tlak svařuje přídavný materiál s materiálem trubky.
Svary vytlačované extruzí musí chladnout bez tlaku. Tato svařovací technologie se používá při instalaci potrubí s gravitačním přívodem. Tloušťka stěny by měla být alespoň 6 mm, jinak může dojít k deformaci výrobku.

Metoda svařování hrdlem s použitím tvarovek a spojek
Svařování hrdlem umožňuje spojovat úseky trubek s různými průměry. Spojení se provádí vložením menší trubky do hlavní trubky s větším průměrem. Spojení se zajistí pomocí spojek, čímž se vytvoří těsné a bezpečné spojení.
Postup je stejný jako u tupého svařování. Liší se pouze použité nástroje.
Při připojování Svařování HDPE trubek s tvarovkami/spojkami použití:
- řezačky trubek;
- kalibrátory;
- srážecí stroje;
- svařovací zařízení s tryskami.
Pro vytvoření kolen mohou být také potřeba T-kusy. Tepelná roztažnost potrubí zajišťuje těsné utěsnění mezi spojkami.
Postup svařování objímkou:
- Demontujte spojovací prvek.
- Očistěte konce spojovaných částí a zkoste je.
- Proveďte kalibraci pro dosažení symetrických kruhů.
- Vložte čisté a odmaštěné konce do tvarovky, připojte ke svářečce a zahřejte.
Výsledkem je, že díly jsou spojeny do jednoho povrchu. Zásuvkové svařování se používá pro součásti s tloušťkou stěny do 5 mm. Je obzvláště vhodné pro úseky potrubí, kde je obtížný přístup k zařízení pro tupé svařování.
Co potřebujete ke svařování?
Svářečské práce zahrnují vysoce technologické procesy, které vyžadují specializované vybavení, a to jak primární, tak sekundární.
Při výběru nástrojů a svařovacích zařízení zvažte metodu svařování a parametry HDPE trubek.
Nástroje a vybavení
Práce s HDPE vyžaduje, aby všechny topné prvky jednotek byly s nepřilnavým povrchem. To eliminuje nutnost čištění po svařování. Všechny jednotky jsou obvykle vybaveny kontrolními indikátory a termostaty.
Základní svařovací zařízení:
- ruční svařování pro objímkovou metodu;
- stroj na tupé spojování;
- montážní díly;
- topné prvky;
- Svorka je stojan používaný k udržení předmětů na místě během jejich zpracování nebo k jejich pevnému stlačení k sobě.
Téměř všechny svařovací jednotky pro polyethylen jsou lehké a snadno se ovládají a jejich topné články lze snadno vyměnit.
Svářecí jednotky se používají:
- Mechanické;
- Automatický;
- Hydraulické.
Topné články jsou kulaté destičky potažené vrstvou PTFE. Mají kontrolku teploty a výkonu a také pojistku. Teplotu lze nastavit pomocí speciálního regulátoru.
Pro svařování výrobků o průměru větším než 400 mm se používají následující zařízení:
- tupý spoj;
- připojení zásuvky;
- elektrofúzní spojení.
Obzvláště cenné jsou univerzální hydraulické jednotky. Umožňují vytvoření více svarů v minimálním čase, protože zařízení obsahuje všechny potřebné funkce.
Další nástroje pro hydraulická zařízení:
- polohovadla;
- prvky pro odstraňování oxidových usazenin;
- nástroj na srážení hran;
- pily - k oddělení dálnic;
- nivelační zařízení;
- ohyby pro HDPE.
Při svařování některou z výše uvedených metod je nezbytné používat kompletní sadu nástrojů. Zanedbání kteréhokoli z těchto nástrojů může vést ke špatné kvalitě spoje nebo dokonce k jeho vadnému provedení.
Armatury pro připojení
Svařovací tvarovky jsou součásti určené ke spojování trubek, včetně trubek různých průměrů, a také k vytváření odboček a zatáček v potrubích. Tvarovky lze také použít ke spojování válcovaných trubek vyrobených z různých materiálů.
Prvky tohoto druhu jsou:
- Svařované a lité. S potrubím se spojují pomocí specializovaných svařovacích strojů na tupo. Obvykle se používají v ohybech a zatáčkách potrubí. Vytváří se tak pevné spojení, které svou pevností odpovídá pevnému materiálu.
Tyto tvarovky jsou levné, odolné a dostupné v široké škále. Po spojení systém nevyžaduje demontáž. Výrobci nabízejí tvarovky, jako jsou kříže, redukce, T-kusy a prvky s různými úhly. - Elektrofúzní tvarovky. Mohou propojit několik trubek najednou. Skládají se z polyethylenového pouzdra obsahujícího drátěný topný článek. Do těchto tvarovek se vkládají trubky, které se za vysokých teplot roztaví a vytvoří tak spolehlivé a vzduchotěsné spojení.
K dispozici jsou také kompresní tvarovky, ale ty nejsou vhodné pro svařování. Tyto polyetylénové komponenty s těsněním se používají k vytváření rozebíratelných spojů bez svařování. Zajišťují střední úroveň těsnosti.

HDPE trubky
Trubky z HDPE (nízkotlaký polyethylen) se vyrábějí za nízkého tlaku, méně než 2 MPa. Hotový materiál má nízkou hustotu, což má za následek nízkou hmotnost a snazší instalaci a připojení.
Vlastnosti HDPE:
- Pružnost. Jsou schopné se natahovat, čímž eliminují praskliny v důsledku deformací, ke kterým může docházet při vysokých teplotách nebo mechanickém namáhání – například pod tlakem, který vzniká při tvorbě ledových zátek.
- Flexibilita. HDPE trubky lze bez problémů ohýbat, což je nesmírně důležité při vytváření potrubí se složitými konfiguracemi.
- Spolehlivost. HDPE je odolný a odolný vůči agresivnímu prostředí, včetně olejů. Nerezaví a dobře absorbuje vodní rázy.
Existuje několik typů takových trubek:
- Pro přívod studené vody. Mají podélný modrý pruh. Mají hladké vnitřní stěny, které nehromadí soli ani usazeniny.
- Plyn. Mají vysokou průtokovou kapacitu, dlouhou životnost a odolávají vysokému tlaku. Jsou označeny žlutým podélným pruhem.
- Pro vytápění a ohřev teplé vody. Jsou vyztuženy skelnými vlákny a vyrobeny z vysokopevnostního polyethylenu.
- Dvouvrstvá vlnitá lepenka. Jedná se o trubky s hrdly, které se používají pro odvod vody a kanalizaci. Jsou velmi odolné, snadno se instalují a odolávají agresivnímu prostředí.
Fáze práce
Aby svařovací proces trubek PDN probíhal bez zpoždění a výsledkem byl vysoce kvalitní svar, který zajistí dlouhodobý provoz potrubí, je nutné postupovat v určitém pořadí.
Příprava HDPE trubek před svařováním
Před zahájením svařování je nutné provést řadu přípravných kroků. Pokud se vše provede správně, nebudete se muset během svařování obávat chybějícího nářadí, opravy nedokonalostí ani ničeho jiného.
Příprava na svařování:
- Zakoupit a dodat na místo svařování HDPE trubky, spojovací prvky, svorky a další díly v souladu s průměrem svařovaných prvků.
- Upravit a vyklidit prostor pro umístění svářecího zařízení.
- Konce svařovaných tvarovek a trubek opracujte mechanickou metodou.
Svářecí zařízení vyžaduje zvláštní pozornost. Musí být zkontrolováno z hlediska správné funkce a připraveno k použití.
Jak připravit svařovací zařízení:
- Zkontrolujte všechny součásti svářecího stroje. Zkontrolujte uzemnění a elektrické vodiče, zda správně fungují, a zkontrolujte ostrost řezných nožů na čelní ploše.
- Připravte elektrický generátor. Naplňte jej palivem a otestujte jeho funkčnost.
- Očistěte všechny součásti zařízení – škrabky, hoblíky a topná tělesa – od nečistot. Odstraňte všechny stopy přilepeného polyethylenu a poté odmastite všechny povrchy rozpouštědlem.
- Zkontrolujte hladinu oleje v hydraulickém systému svářečky a funkci posuvné svorky. Pohyblivé části zařízení namažte speciálními mazivy.
- Zkontrolujte, jak fungují kontrolní a měřicí přístroje.
Normy pro tupé svařování
V Rusku panoval až donedávna zmatek ohledně regulačního rámce pro svařování HDPE, protože současně platilo několik dokumentů.
Od roku 2013 platí normy GOST pro zařízení a technologie pro tupé svařování. To neznamená, že dovážené nekvalitní svařovací zařízení bylo vyřazeno nebo že se zastavilo jeho nákup, ale ruští výrobci byli povzbuzováni ke zlepšení kvality svého zařízení.
Současná norma GOST 55276 R 55276-2012 (Plastové trubky a tvarovky) umožnila sjednotit technologii tupého svařování HDPE v Rusku.
Na co si dát pozor:
- GOST R 55276. Spolu s konvenční technologií nízkotlakého svařování legalizuje vysokotlaké svařování HDPE, které se dříve praktikovalo pouze ve Spojených státech. Tento režim vyžaduje specializované vybavení, ale výrazně zkracuje dobu svařovacího cyklu.
- GOST R 55276. Není nijak zvlášť vhodný pro staveniště, protože není určen pro samotné výkonné pracovníky - svářeče, ale pro technology - tvůrce technologických schémat pro svařování HDPE.
- GOST R 55276. Neřeší omezení daná starými domácími i zahraničními předpisy. Týká se to především rozsahu okolních teplot +5 až +45 °C, vzhledem k tomu, že v Rusku musí svařování potrubí probíhat při teplotách pod bodem mrazu.
Dalším rozdílem je omezení tloušťky stěny trubek na 70 mm, zatímco stěny trubek vyráběných dnes mají 90 mm nebo více.
Svařování na tupo provádíme sami
Pomocí specializovaného svářecího stroje můžete svařovat HDPE trubky na tupo svépomocí. Spojení se dosáhne změkčením polyethylenu a vytvořením bezpečného spoje. Toto je nejjednodušší možnost a je vhodná pouze pro trubky stejného průměru, ale i ta vyžaduje určité dovednosti a schopnosti.
Tupé svařování HDPE potrubí musí provádět kvalifikovaný svářeč, jinak bude obtížné dosáhnout přesnosti a spolehlivosti spojení.
Postup ručního tupého svařování:
- Připravte zařízení, zkontrolujte svářecí stroj a zkontrolujte jeho provoz.
- Trubky zkraťte s přebytečnou délkou a ponechte několik milimetrů polyethylenu pro vytvoření svaru.
- Očistěte konce, abyste vytvořili dokonale hladké okraje a zajistili dobrý kontakt.
- Vložte potrubní materiály do svářečky a vycentrujte je.
- Mezi svařované kusy umístěte topný článek. Zahřívejte konce, dokud se neroztaví – doba ohřevu závisí na kvalitě materiálu a tloušťce stěny kusů.
- Vyjměte topný článek a ihned stlačte konce k sobě. Síla a tlak potřebný pro stlačení jsou generovány pákou nebo hydraulickým pohonem.
- Počkejte, až polyetylenové trubky vychladnou. Zkontrolujte kvalitu svaru, abyste se ujistili, že nedochází k nahromadění materiálu ani ke změnám průměru.
Pokud je třeba svařovat výrobky s velkým průměrem, doporučuje se použít automatický svářecí stroj, který přesně vycentruje a spojí sekce.
Kontrola kvality švů
Po dokončení svařování se švy vizuálně kontrolují na kvalitu. Existují normy GOST pro kvalitativní charakteristiky svarových spojů.
Požadavky:
- svary musí být rovnoměrné po celé délce na úrovni vnějších povrchů svařovaných profilů;
- Přesahy svarových švů nad spojované plochy jsou povoleny, výška švu:
- s tloušťkou stěny 5 mm - výčnělek není větší než 2,5 mm;
- pro tloušťku 6-20 mm je maximální výška švu 5 mm;
- Spoj musí být přesně vystředěný; pokud je zjištěn posun spojovaných ploch, nesmí překročit 10 % tloušťky stěny spojovaných trubek.
Doporučení od profesionálů
Zkušení svářeči pracující s HDPE trubkami doporučují při svařování věnovat maximální pozornost a sledovat kvalitu spojů. Těsnost spojů a životnost potrubí závisí na přesnosti svarů.
Tipy pro profesionály:
- Ujistěte se, že průřez trubky nevypadá jako elipsa – to výrazně sníží kvalitu svaru;
- Materiály pro válcování plastových trubek musí být pevně drženy na místě, dokud roztavené okraje zcela neztuhnou;
- Svar musí mít rovnoměrnou housenku vyčnívající nad povrchy svařovaných prvků; výška housenky musí odpovídat normám (uvedeným v tabulce výše);
- Upevňovací prvky s maticemi nesmí být upevněny více než k konstrukčnímu limitu, protože nadměrná síla může způsobit poškození potrubí;
- Před zahájením práce si nezapomeňte prostudovat pokyny pro svařování HDPE a seznamte se s procesními parametry.
HDPE trubky jsou moderní a cenově dostupný materiál, který umožňuje konstrukci potrubí pro širokou škálu účelů a konfigurací. Pomocí specializovaného svařovacího zařízení lze tyto produkty použít k vytvoření spolehlivých potrubí, a to jak průmyslově, tak ručně.



