Polüpropüleenist valmistatud plastveetorud muutuvad üha populaarsemaks, osaliselt seetõttu, et paigaldustehnoloogia on väga lihtne ja seda saab teha iseseisvalt.
Polüpropüleenist valmistatud plastveetorud muutuvad üha populaarsemaks, osaliselt seetõttu, et paigaldustehnoloogia on väga lihtne ja seda saab teha iseseisvalt.
Kuid selleks peate teadma, kuidas polüpropüleenist torusid õigesti jootma, sest see on peamine toiming, mis määrab kogu süsteemi vastupidavuse.
Sisemise juhtmestiku plasttorude paigaldamine on üsna lihtne, kuid töömahukas protsess, seega peate kõigepealt mõistma, kuidas polüpropüleeni õigesti jootma.
- Polüpropüleeni omadused
- Milliseid polüpropüleenist tooteid valida?
- Polüpropüleeni paigaldamise seadmed
- Polüpropüleenist torudest veevarustussüsteemi paigaldamise ettevalmistus
- Ühendusskeemi valimine
- Töötemperatuuri tingimused
- Kuidas polüpropüleenist torusid ise jootma
- Kuidas difusioonmeetodil õigesti jootma hakata – samm-sammult juhised
- Kuidas jootma pistikupesa meetodil
- Jootmine lõppmeetodil
- Kuidas tugevdatud polüpropüleeni õigesti jootma
- Külmkeevitus polüpropüleenist ühendustes
- Polüpropüleenist torude ühendamine elektroliitmikega
- Torude jootmine keerulistes kohtades
- Paigaldame sadulad torustikku
- Video polüpropüleenist keevitusmasina valimise kohta
Polüpropüleeni omadused
 Polüpropüleen on üks paljudest plastmaterjalidest, mis on kahe gaasi, etüleeni ja propüleeni, kindlas vahekorras segamise polümerisatsiooni produkt. Tulemuseks on graanulid, mis seejärel ekstrudeeritakse erinevateks toodeteks.
Polüpropüleen on üks paljudest plastmaterjalidest, mis on kahe gaasi, etüleeni ja propüleeni, kindlas vahekorras segamise polümerisatsiooni produkt. Tulemuseks on graanulid, mis seejärel ekstrudeeritakse erinevateks toodeteks.
Veevarustustooted on valmistatud PPR-plastist, millel on järgmised omadused:
- töötemperatuuri vahemik -10 kuni +90 kraadi;
- plast hakkab sulama temperatuuril 149 kraadi;
- nimirõhk 1,5 kuni 2,5 atmosfääri.
 Loetletud parameetrid sobivad külma veevarustuseks, kuid vajadus laiema omaduste valiku järele on ilmne. Seetõttu võetakse nende täiustamiseks teatud tehnoloogilisi meetmeid.
Loetletud parameetrid sobivad külma veevarustuseks, kuid vajadus laiema omaduste valiku järele on ilmne. Seetõttu võetakse nende täiustamiseks teatud tehnoloogilisi meetmeid.
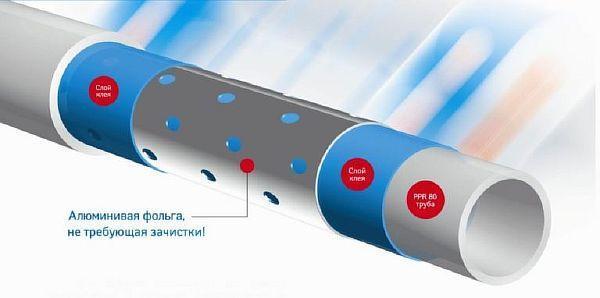
Üks meetod on seinte tugevdamine klaaskiust või alumiiniumist. See hõlmab klaaskiust või alumiiniumfooliumi kihi paigaldamist valmis toru peale, millele järgneb veel üks polüpropüleeni kiht.
See disain võimaldab meil toota polüpropüleenist torusid, mis sobivad isegi kasutamiseks kütte- ja soojaveesüsteemides.

Polüpropüleenist toodete tugevdamise radikaalne meetod on metallkihi paigaldamine. Selleks kasutatakse riba kujul alumiiniumfooliumi.
See keritakse toorikule spiraalse mustriga liimikihi peale ja teine liimikiht kantakse metallfooliumi peale. Välimine kest on valmistatud samast polüpropüleenist.
Sellised tooted sobivad kasutamiseks veevarustussüsteemides, mille rõhk on kuni 6 atmosfääri.
Milliseid polüpropüleenist tooteid valida?
Madalrõhu külmaveevõrkude puhul on kõige praktilisemad PN16 tooted. Need taluvad kergesti kuni 2 atmosfääri rõhku temperatuuril kuni +40 °C. Sellest piisab eramaja veevarustussüsteemi või kasvuhoone või köögiviljaaia niisutussüsteemi koormuste talumiseks.
Erinevatele löökidele vastupidavamad on PN20 kaubamärgi polüpropüleenist tooted, mida peetakse universaalseteks ja mida saab muu hulgas kasutada kütmiseks jahutusvedeliku temperatuuriga kuni 95 kraadi.
Kuid kõige usaldusväärsemad torud iga veevarustussüsteemi jaoks on PN25 torud, mis on tugevdatud alumiiniumi või klaaskiuga.
Polüpropüleeni paigaldamise seadmed
Polüpropüleenist veetorudel on oma montaažinõuded, mis määratakse kindlaks lähtematerjali omaduste järgi. Enne polüpropüleenist torude jootmist peate ostma spetsiaalseid tööriistu.
 Selle komplekt ei ole väga ulatuslik, kuid see sisaldab mõningaid seadmeid, mida kasutatakse ainult selle protsessi jaoks:
Selle komplekt ei ole väga ulatuslik, kuid see sisaldab mõningaid seadmeid, mida kasutatakse ainult selle protsessi jaoks:
Käärid polüpropüleenist toodete lõikamiseks. Neid on vaja rangelt risti asetseva lõike tagamiseks. Kui jootmise ajal tekib ühenduskohale tühimik, on lekke oht.
Pardel on seade, mida kasutatakse toodete pinna puhastamiseks enne jootmist. Ilma selle seadmeta on polüpropüleenist torude, isegi mis tahes materjalidega tugevdatud torude jootmine võimatu. Seda seetõttu, et polüetüleeni jootmine on difusioonprotsess, mis hõlmab sula materjali vastastikust läbitungimist.
 Loomulikult ei sobi selleks otstarbeks alumiinium ega klaaskiud. Seda tööriista saab kasutada ka ühendatavate osade otste 45-kraadise nurga all kaldlõikamiseks, et hõlbustada ühendamist jootmise ajal.
Loomulikult ei sobi selleks otstarbeks alumiinium ega klaaskiud. Seda tööriista saab kasutada ka ühendatavate osade otste 45-kraadise nurga all kaldlõikamiseks, et hõlbustada ühendamist jootmise ajal.
Selle seadme jaoks on palju disainilahendusi, seega tööriista ostmisel on teile garanteeritud lai valik.
Jootekolb. Peamine tööriist polüpropüleenist veetorude jootmiseks. Selle südamik on plaat, millele kinnitatakse erineva suurusega vahetatavad puksid. Need otsikud on paarikaupa – üks liitmiku ja teine toru jaoks.

Ühendatavad osad kinnitatakse vahetatava tööriista külge. Seade aktiveeritakse käepideme abil, millel asub ka temperatuuri regulaator. Ühendatavate osade kuumenemisaeg on 6 sekundit või rohkem.
Selle parameetri soovitused on toodud jootekolvi spetsifikatsioonides. Osad kuumutatakse sulamistemperatuurini ja hoitakse koos kuni 30 sekundit. Selle aja jooksul materjal jahtub, kuni see kõveneb.
Tavaliselt sisaldab tööriistakomplekt ka kruvikeerajat vahetatava tööriista paigaldamiseks, markerit märgistamiseks ja mõõdulinti mõõtmiste tegemiseks.
Polüpropüleenist torudest veevarustussüsteemi paigaldamise ettevalmistus
Võib julgelt öelda, et kvaliteetne ettevalmistus juhtmestiku kokkupanekuks määrab suuresti selle funktsionaalsuse ja vastupidavuse.
Lisaks on nende tegevuste üks peamisi eesmärke veevarustuselementide tegeliku vajaduse arvutamine.
Ühendusskeemi valimine
Praegu on torujuhtmete paigaldamiseks kaks peamist ühist skeemi:
T-särk — selle süsteemi puhul on iga veetarbija ühendatud tsentraalse toruga, mis on ühendatud püstikuga. Selleks kasutatakse T-ühendusi.
Selle skeemi puuduseks on asjaolu, et, mis samaaegselt avatuna mitu kraani, rõhk toitetorus langeb järsult ja veevool igas neist väheneb. Eriti mõjutatud on püstikust kaugel asuvad veevõtukohad.
Teine negatiivne aspekt on see, et kui tekib vajadus rutiinse remondi järele, tuleb kogu veevarustussüsteem selleks ajaks välja lülitada.

T-tüüpi süsteeme kasutatakse korterites või väikestes eramajades. Nende eeliste hulka kuuluvad paigaldamise lihtsus ja suhteliselt madal materjalikulu.
Kollektori juhtmestiku skeemSee veevarustusvõrgu moodustamise meetod seisneb toitetoru juhtimises tõusutorust veevarustussüsteemi topograafilisse keskpunkti ja lõpeb kammi paigaldamisega.
Kollektor on lühike toru, millel on keermestatud väljundid kuulventiili jaoks. See moodustab jaotusüksuse, millest vesi torujuhtmete kaudu tarbimiskohtadesse juhitakse.
Seetõttu on võimalik iga veetarbimispunkti eraldi sulgeda. Ülejäänud süsteem jätkab normaalset tööd sama veevooluga.

Töötemperatuuri tingimused
Sanitaartehniliste toodete tootjad deklareerivad jahutusvedeliku maksimaalseks temperatuuriks 95 kraadi Celsiuse järgi. Materjali füüsikalised omadused erinevad aga sellest arvust mõnevõrra.
Polüpropüleen hakkab pehmenema temperatuuril umbes 140 kraadi Celsiuse järgi ja sulab temperatuuril 175 kraadi Celsiuse järgi. Neid parameetreid arvestades võib järeldada, et see materjal sobib kõikidele küttesüsteemidele, välja arvatud aur.
Aurutorustike töötemperatuur on täpselt 175 kraadi.
Näib, et mis võiks olla parem? Kuid materjali eripära on see, et see muutub sõltuvalt temperatuurist 135 kraadi juures hakkab see pehmenema.Juhtmed hakkavad longusse vajuma, muutuvad õhemaks ja lõpuks purunevad.
Polüpropüleenist torude tootjad deklareerivad ametlikult oluliselt madalama lubatud temperatuuri, soovides oma tooteid kindlustada ja muuta need vastupidavamaks.
Tuleb märkida, et korralikult varustatud kodus, kus seinte soojusisolatsioon on piisav, on see töötemperatuur üsna piisav.
Tuleb märkida, et küttesüsteemides on soovitatav kasutada tugevdatud polüpropüleenist torusid, millel on mitmeid eeliseid:
- Sanitaartehniliste komponentide stabiilne lineaarne paisumine termiliste ja mehaaniliste koormuste all. Need taluvad kuni 10 atmosfääri rõhku ilma märgatavate muutusteta.
- Tugevdatud torujuhtme kasutusiga, mis on pidevalt rõhu all kõrgendatud temperatuuridel, on mitu korda pikem kui tugevdamata tootel.
- Mõlema toote sulamistemperatuur on sama, kuid võrdsetel tingimustel variseb tugevduseta toru kokku, tugevdatud toru aga mitte.
Kuidas polüpropüleenist torusid ise jootma
Polüpropüleenist toodete jootmise protsess on lihtne ja seetõttu on seda laialdaselt kasutatud külma ja sooja veevarustussüsteemide ning küttesüsteemide paigaldamisel.
Siiski on mõned nüansid, mida peate oma töös teadma ja arvestama.
Kuidas difusioonmeetodil õigesti jootma hakata – samm-sammult juhised
Jooteprotsess põhineb komponendi pinna sulatamisel teatud sügavusele. Kui kaks komponenti sellises olekus ühendada ja lasta jahtuda, naaseb materjal oma algsele olekule ja omandab oma algse struktuuri.

Ühendusprotsessi teostamine hõlmab järgmisi tehnoloogilisi toiminguid:
- Lõika toru spetsiaalsete kääride abil vajaliku pikkusega tükkideks.
- Mõlemas otsas 45-kraadise nurga all kaldlõige.
- Puhastage ja rasvatage keevitatavad pinnad töödeldava detaili välisküljel ja liitmiku siseküljel.
- Paigaldage jootekolbile vajaliku suurusega düüsid.
- Lülitage jootekolb sisse ja kuumutage paaritavaid osi juhistes määratud aja jooksul.
- Eemalda osad jootekolvist ja ühenda need soovitud asendis. Hoia neid seal, kuni nad täielikult jahtuvad.
Kuumutamisajale tuleb pöörata suurt tähelepanu. Kvaliteetse vuugi tagamiseks peab sulatatud plasti alla jääma kindel alus. See võimaldab osadel koaksiaalselt kokku sobituda. Kui osad üle kuumenevad ja plastik kogu paksuse ulatuses pehmeneb, on neid võimatu ühendada; need lihtsalt varisevad kokku.
Seetõttu soovitavad tööriistade tootjad iga suuruse jaoks eraldi ajavahemikke.

Allolev tabel näitab, kui palju aega kulub iga montaažietapi kõrgetasemeliseks läbimiseks. Nagu näete, on tingimused üsna ranged.
Ise jootmise ajal on enne töö alustamist oluline teha mitu katseühendust, et saada aimu ajutiste materjalide vastupidavusest.
Samuti on oluline detailide ühendamisel pöörata tähelepanu aksiaalse joonduse täpsusele. See jätab kontrollimiseks ja parandamiseks vaid paar sekundit.
Kuidas jootma pistikupesa meetodil
Seda ühendusmeetodit kasutatakse esemete ühendamiseks sirgete sektsioonide pikendamiseks. Selleks kasutatakse ühendusliitmikku.
Jootmine lõppmeetodil
 Seda nimetatakse sagedamini keevitamiseks. Tööpõhimõte jääb samaks: materjali sulatamine, kahe otsa kokkupressimine spetsiaalse mehhanismi abil ja jahutamine. Seda ühendusmeetodit kasutatakse osade puhul, mille läbimõõt on suurem kui 63 millimeetrit.
Seda nimetatakse sagedamini keevitamiseks. Tööpõhimõte jääb samaks: materjali sulatamine, kahe otsa kokkupressimine spetsiaalse mehhanismi abil ja jahutamine. Seda ühendusmeetodit kasutatakse osade puhul, mille läbimõõt on suurem kui 63 millimeetrit.
Selle tehnoloogia abil saab edukalt kasutada põkk-keevitust välitöödel. Kuidas polüpropüleenist torusid ühtlaselt põkk-keevitada?
Selleks on vaja läbi viia otste esialgne mehaaniline töötlemine, tagades ühendatud otste absoluutse paralleelsuse.
Kuidas tugevdatud polüpropüleeni õigesti jootma
Armeerimiskiht tugevdab polüpropüleenist toru struktuuri. See loob teatud tõkke üksikute osade ühendamiseks. Armeerimiskiht takistab materjali difusiooni, mille tulemuseks on ebausaldusväärne ühendus.
Ainus viis kindla ühenduse tagamiseks on tugevdatud kihi eemaldamine. Välimise ja tugevdava kihi eemaldamine toimub spetsiaalse tööriista abil, mida nimetatakse pardliks.
Pärast pealmise kihi puhastamist peate hoolikalt eemaldama servad ja puhastama pinna saasteainetest, mille järel saate jootmise teostada eespool kirjeldatud tehnoloogia abil.
Tugevdatud polüpropüleeni jootmise temperatuuri mõistmiseks on vaja arvestada, et selle struktuur ei erine tavalistest torudest ja jootmistingimused on samad.
Külmkeevitus polüpropüleenist ühendustes
 See kahekomponentne epoksüliim on populaarsust kogunud oma efektiivsuse tõttu. Selle kasutusmugavus on ahvatlev – sõtku lihtsalt väike tükk liimi ja kanna see liimitavatele pindadele. Segu kõveneb umbes 10 minutiga ja täielikult kivistub umbes tunniga.
See kahekomponentne epoksüliim on populaarsust kogunud oma efektiivsuse tõttu. Selle kasutusmugavus on ahvatlev – sõtku lihtsalt väike tükk liimi ja kanna see liimitavatele pindadele. Segu kõveneb umbes 10 minutiga ja täielikult kivistub umbes tunniga.
Liimi füüsikalised omadused ei võimalda seda kasutada kuumavee- ega küttetorudel. See sobib ainult torustiku paigaldamiseks.
Polüpropüleenist torude ühendamine elektroliitmikega
Seda montaažimeetodit kasutatakse laialdaselt tööstuses. Ühenduste tegemiseks kasutatakse elektroliitmikke. Tootmise ajal paigaldatakse detaili korpusesse kütteelement.
 Süsteem paigaldatakse ilma jootmiseta, kuid iga liitmik ühendatakse elektrivõrku. Toide lülitatakse sisse alles pärast juhtmestiku paigaldamist.
Süsteem paigaldatakse ilma jootmiseta, kuid iga liitmik ühendatakse elektrivõrku. Toide lülitatakse sisse alles pärast juhtmestiku paigaldamist.
Voolu mõjul sulatavad kütteelemendid vastastikku ühendatud osad vajaliku temperatuurini ja lüliti lülitub automaatselt välja. Pärast osade jahtumist on kogu võrk või selle kohalik osa töövalmis.
Selle paigaldusmeetodi kasutamine suurendab oluliselt tootlikkust ja välistab isikliku teguri töö ajal. Seetõttu on ühenduste kvaliteet kogu veevarustusvõrgus ühtlane.
See tehnoloogia võimaldab torujuhtme elemente kvaliteetselt kokku panna raskesti ligipääsetavates kohtades.
Torude jootmine keerulistes kohtades
Keerulise torustiku või küttesüsteemi kokkupanekul võib jootekohale juurdepääs olla keeruline. Kuidas joota polüpropüleenist torusid raskesti ligipääsetavates kohtades?
Ettevalmistuse käigus tuleb kogu võrk ligikaudu jagada üksikuteks sõlmedeks, mida saab tööpingil ühendada. Seejärel keevitatakse valmis harud süsteemi kahes või kolmes punktis. Järgmisi sektsioone võib pidada keeruliseks paigaldada:
- lae alla paigutatud torujuhtmed;
- kohtades, kuhu jootekolvi paigutamine on võimatu.
Parim viis raskuste vältimiseks on sel juhul nende tekkimist ennetada. Selleks mõelge läbi montaažijärjekord, valmistades keerulisi komponente tööpingil, mitte käsitsi. Kui see pole võimalik, on parem kasutada elektrilisi liitmikke.
Üldiselt tekivad seda tüüpi raskused projekteerimisvigadest. Tõhus paigaldamine on projekteerija jaoks peamine nõue.
Paigaldame sadulad torustikku
Seda torujuhtme elementi kasutatakse täiendava haru loomiseks ja selle paigaldamise vajadus tekib tavaliselt olemasolevate jaotussüsteemide remondi käigus.
Selleks on vaja:
- Käsitööline peab puurima olemasoleva toru seina vajaliku läbimõõduga augu, eemaldama servad ja faasima selle.

- Paaritusdetaile kuumutatakse jootekolbiga traditsioonilise tehnoloogia abil.

- Sadul (liitmik) sobib tihedalt toru auku.

See meetod polüpropüleenist torudest valmistatud veevarustussüsteemi täiendavate harude loomiseks võimaldab võrgu edasist arendamist minimaalse töömahukusega.
Polüpropüleeni õige jootmise tundmine võimaldab teil hõlpsalt paigaldada igasuguse pikkuse ja keerukusega torujuhtmeid.