Madala tihedusega polüetüleenist (HDPE) torude ühendamine üheks torujuhtmeks toimub erinevate meetodite abil, nii eemaldatavate kui ka püsivate meetoditega. Üks usaldusväärsemaid võimalusi on HDPE torude keevitamine.
Keevitustööde tegemiseks on mitu meetodit, millest igaüks viiakse läbi kindla tehnoloogia abil.
- Püsiühendused - HDPE-torude keevitamine
- Torude tagumikkeevitus
- Torujuhtme tagumikkeevitus ekstruuderi abil nurga all
- Pistikupesade keevitamise meetod liitmike ja haakeseadiste abil
- Mida on keevitamiseks vaja?
- Tööriistad ja seadmed
- Ühendusdetailid
- HDPE torud
- Töö etapid
- HDPE torude ettevalmistamine enne keevitamist
- Tagumiku keevitamise standardid
- Teostame ise tagumikkeevitust
- Õmbluste kvaliteedikontroll
- Professionaalide soovitused
Püsiühendused - HDPE-torude keevitamine
Püsiv ühendusmeetod on suure läbimõõduga HDPE-torude puhul ainus vastuvõetav variant. See tagab kõrge tiheduse, mida saab säilitada isegi kõrgetel temperatuuridel.
Polüetüleeni on lihtne keevitada, kuna see säilitab viskoosse, voolava konsistentsi laias temperatuurivahemikus ja sellel on madal sulaviskoossus.
Olenemata püsiühenduse loomise meetodist, kehtestatakse neile järgmised nõuded:
- kahe ühendatud toru nihkenurk ei tohiks ületada 10% nende seinte paksusest;
- ühendusõmblus peab asuma ühendatud sektsioonide välispinna tasemest kõrgemal;
- Õmblushelmed peavad olema valmistatud laitmatu kvaliteediga ja nende kõrgus võib varieeruda vahemikus 2,5-5 mm (määratud seinte paksuse järgi).
Keevitamiseks on kolm kõige populaarsemat tüüpi: põkk-keevitus, pistikupesaga keevitamine ja elektrofusioonkeevitus. Vaatleme iga tehnoloogiat lähemalt.
Torude tagumikkeevitus
Keevitusotstega keevitamine on HDPE-torude püsivaks ühendamiseks kõige populaarsem meetod. See tehnika hõlmab kahe sama läbimõõduga sektsiooni otste ühendamist. Ka ühendatud elementide seinapaksus peab olema sama.
Survetorude ühendamine toimub tööstuslikes tingimustes spetsiaalsete elektrohüdrauliliste ja mehaaniliste seadmete abil, kuna see nõuab suuremat täpsust ja täpsust.
Käsitsi keevitamine on lubatud ainult surveta torujuhtmetel.

Tagumiku keevitamise omadused:
- meetodit kasutatakse torude puhul, mille seinad on paksemad kui 4,5-5 mm ja läbimõõt 50 mm;
- keevitustööd tehakse tasasel ja stabiilsel pinnal;
- Kui tööd tehakse õues, on vaja torude otsad sulgeda korkidega, et vältida tuuletõmbust põhiliinides; tuul halvendab temperatuuri parameetreid ja häirib töö kvaliteeti;
- Ühendatavad sektsioonid peavad olema seest ja väljast puhtad - igasugune praht või isegi tolm takistab kvaliteetset ühendust; keevitusseadme klambrid peavad olema vähemalt sama puhtad;
- Temperatuuri reguleerimiseks on soovitatav teha 1-2 keevitust katsena. See aitab teil mõista protsessi põhimõtteid ja omadusi, kui teil pole kogemusi torujuhtmete tagumikkeevitusega;
- Enne lihvimist tuleb lõikekettad põhjalikult pühkida ja pärast lihvimist tuleb kontrollida toru mõõtmete vastavust nõuetele;
- Põkk-keevitamiseks on optimaalne ümbritseva õhu temperatuurivahemik -15 kuni +45 °C.
Tööstusliku põkk-keevituse protseduur:
- Enne töö alustamist lõigatakse keevitatavad sektsioonid risti pinnaga, millele need asetatakse. Otsad puhastatakse põhjalikult, rasvatustatud ja trimmitakse.
- Torud kinnitatakse keevitusmasinas ja tsentreeritakse hoolikalt, kontrollides deformatsioone ja kahjustusi.
- Valtsitud torumaterjalide otsi kuumutatakse materjali pehmendamiseks seadmega.
- Sulanud otsad ühendatakse ja pressitakse kõrge rõhu all kokku. Protsess jätkub, kuni polüetüleen jahtub.
- Kui vuuk on jahtunud, eemaldatakse masin.
Pärast põkk-keevitamist on õmblus ideaalselt sile ja sümmeetriline. Ühendus on sama tugev kui tahke torujuhe. Ülaltoodud protsessi läbiviimiseks on vaja kahte inimest.
Põkk-keevituse tegemisel vältige:
- sulanud otste terav ühendus;
- torude liigutamine ja keeramine;
- lünkade olemasolu;
- järsk temperatuuri muutus;
- ühendatavate alade ebaühtlane kuumutamine;
- vuukide kiire jahutamine ühenduspunktis.
Soovitatav on keevitada sama klassi HDPE torumaterjale, kuid mõnikord on vaja ühendada erineva klassi torusid.
Pidage meeles, et liigne kokkusurumine tekitab torujuhtme sees suuremaid kihte, mis vähendab valmis torude jõudlust. Kui rõhk on ebapiisav, võtab keevitamine kauem aega. See pikem ooteaeg annab kuumutatud polüetüleenile aega jahtuda.
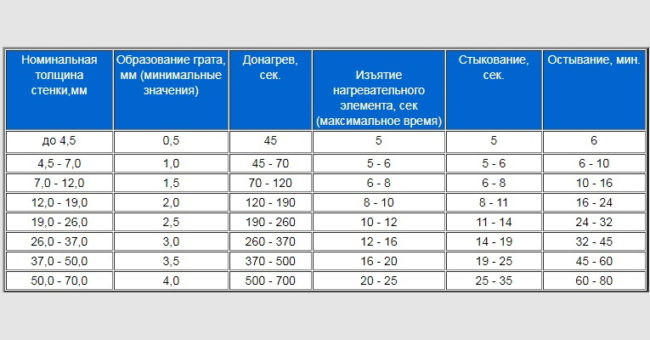
Keevitustööde alustamisel on vaja keevitusparameetreid kooskõlastada tabeliga, mis sisaldab erinevate torujuhtmete soovitatavaid jõude ja rõhku.
HDPE põkk-keevitamise parameetrite tabel:
Torujuhtme tagumikkeevitus ekstruuderi abil nurga all
Ekstrusioonkeevitus loob vuugi, mille tugevus on 70% või rohkem legeerimata materjalist. Seda meetodit kasutatakse ainult samast materjalist komponentide keevitamiseks.
Ekstrusioonkeevitus tehakse järgmiste seadmete abil:
- kütteelement;
- kruvi;
- õhuvarustussüsteem;
- graanulite hoiukast ja lisandit pressiv king.
Töö teostamise omadused ja kord:
- Puhastage torud, rasvatustage need ja kontrollige defektide suhtes.
- Andke keevitatavate elementide otstele vajalik kuju.
- Kuumutage keevitatavaid pindu ekstruuderis oleva kuuma õhuga.
- Söötke ekstruuderis sulatatud lisametall (graanulid või traat) vuukile, juhtides selle liikumist kinga abil. Tekkiv rõhk keevitab lisametalli torumaterjali külge.
Ekstrusioonkeevitusõmblused peavad jahtuma ilma sundimiseta. Seda keevitustehnoloogiat kasutatakse gravitatsiooniga toidetavate torujuhtmete paigaldamisel. Seina paksus peaks olema vähemalt 6 mm, vastasel juhul võib toode deformeeruda.

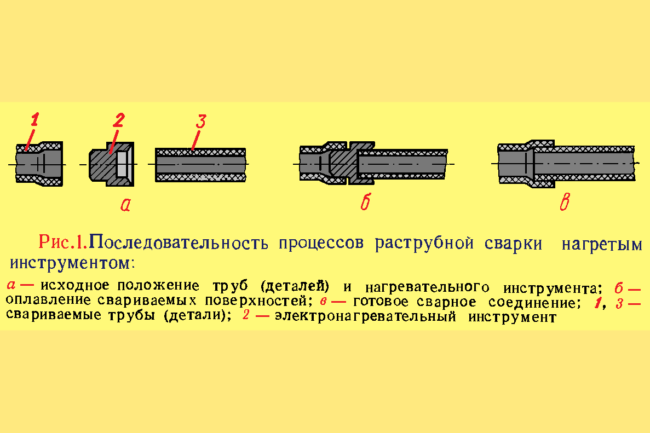
Pistikupesade keevitamise meetod liitmike ja haakeseadiste abil
Keevitusmuhvid võimaldavad ühendada erineva läbimõõduga torusid. Ühendus tehakse väiksema toru sisestamisega suurema läbimõõduga peatorusse. Ühendus kinnitatakse muhvide abil, luues tiheda ja kindla ühenduse.
Protseduur on sama mis põkk-keevituse puhul. Erinevad ainult kasutatavad tööriistad.
Ühenduse loomisel HDPE torude keevitamine liitmike/liitmikega kasutamine:
- torulõikurid;
- kalibraatorid;
- kaldlõikusmasinad;
- keevitusseadmed düüsidega.
Küünarnukkide loomiseks võib vaja minna ka T-liitmikke. Toru soojuspaisumine tagab liitmike vahelise tiheda tihendi.
Pistikupesa keevitamise protseduur:
- Võtke ühenduselement lahti.
- Puhastage ühendatavate sektsioonide otsad ja lõigake need kaldservadeks.
- Sümmeetriliste ringide saamiseks tehke kalibreerimine.
- Sisestage puhtad ja rasvatustatud otsad liitmikku, ühendage keevitusmasinaga ja kuumutage.
Selle tulemusel sulatatakse osad ühtseks pinnaks. Pistikuga keevitamist kasutatakse kuni 5 mm seinapaksusega komponentide puhul. See on eriti mugav torujuhtmelõikude puhul, kus on raske ligi pääseda põkk-keevitusseadmetele.
Mida on keevitamiseks vaja?
Keevitustööd hõlmavad kõrgtehnoloogilisi protsesse, mis nõuavad spetsiaalseid seadmeid, nii primaarseid kui ka sekundaarseid.
Tööriistade ja keevitusseadmete valimisel arvestage keevitusmeetodi ja HDPE-torude parameetritega.
Tööriistad ja seadmed
HDPE-ga töötamine nõuab, et kõik seadmete kütteelemendid oleksid mittenakkuva kattega. See välistab vajaduse neid pärast keevitamist puhastada. Kõik seadmed on tavaliselt varustatud juhtnäidikute ja termostaatidega.
Põhilised keevitusseadmed:
- käsitsi keevitamine pistikupesa meetodil;
- tagumikühendusmasin;
- kinnitusdetailid;
- kütteelemendid;
- Klamber on alus, mida kasutatakse esemete paigalhoidmiseks nende töötlemise või tiheda kokkupressimise ajal.
Peaaegu kõik polüetüleenist keevitusseadmed on kerged ja hõlpsasti kasutatavad ning nende kütteelemente on lihtne vahetada.
Keevitusseadmeid kasutatakse:
- Mehaaniline;
- Automaatne;
- Hüdrauliline.
Kütteelemendid on ümmargused plaadid, mis on kaetud PTFE kihiga. Neil on temperatuuri ja toite märgutuli ning kaitse. Temperatuuri saab reguleerida spetsiaalse regulaatori abil.
Keevitustoodete puhul, mille läbimõõt on üle 400 mm, kasutatakse järgmisi seadmeid:
- tagumikühendus;
- pistikupesa ühendus;
- elektrofusioonühendus.
Eriti väärtuslikud on universaalsed hüdraulilised seadmed. Need võimaldavad minimaalse ajaga luua mitu keevisõmblust, kuna seadmed sisaldavad kõiki vajalikke funktsioone.
Hüdrauliliste seadmete lisatööriistad:
- positsioneerijad;
- oksiidiladestuste eemaldamise elemendid;
- kaldlõikuri tööriist;
- saed - maanteede eraldamiseks;
- tasandusseade;
- HDPE painded.
Ülaltoodud meetodite kasutamisel keevitamisel on oluline kasutada täielikku tööriistakomplekti. Mõne seadme eiramine võib põhjustada halva kvaliteediga või isegi defektse vuugi.
Ühendusdetailid
Keevitusliitmikud on komponendid, mis on ette nähtud torude, sealhulgas erineva läbimõõduga torude ühendamiseks, samuti torujuhtmete harude ja keerdude loomiseks. Liitmikke saab kasutada ka erinevatest materjalidest rulltorude ühendamiseks.
Seda tüüpi elemendid on:
- Keevitatud ja valatud. Need ühendatakse torudega spetsiaalsete põkk-keevitusmasinate abil. Tavaliselt kasutatakse neid torujuhtmete pöördetes ja kurvides. See loob tugeva ühenduse, mis on sama tugev kui tahkel materjalil.
Need liitmikud on odavad, vastupidavad ja saadaval laias valikus. Pärast ühendamist ei vaja süsteem lahtivõtmist. Tootjad pakuvad liitmikke nagu ristliitmikud, reduktorid, T-liitmikud ja erinevate nurkadega elemendid. - Elektrokeevitatud liitmikud. Need suudavad korraga ühendada mitu toru. Need koosnevad polüetüleenist korpusest, mis sisaldab traadist kütteelementi. Torud sisestatakse nendesse liitmikesse, mis sulavad kõrge temperatuuri all, luues usaldusväärse ja õhukindla ühenduse.
Saadaval on ka surveliitmikud, kuid need ei sobi keevitamiseks. Neid tihenditega polüetüleenist komponente kasutatakse keevitamiseta eemaldatavate ühenduste loomiseks. Need tagavad keskmise tiheduse.

HDPE torud
HDPE (madalrõhu polüetüleen) torusid toodetakse madala rõhu all, alla 2 MPa. Valmismaterjalil on madal tihedus, mis tagab kerge kaalu, mis lihtsustab paigaldamist ja ühendamist.
HDPE omadused:
- Elastsus. Nad on võimelised venima, kõrvaldades rebendid, mis on tingitud deformatsioonidest, mis võivad tekkida kõrgel temperatuuril või mehaanilise pinge all – näiteks rõhu all, mis tekib jääkorgide moodustumisel.
- Paindlikkus. HDPE torusid saab probleemideta painutada, mis on keeruka konfiguratsiooniga torujuhtmete loomisel äärmiselt oluline.
- Usaldusväärsus. HDPE on vastupidav ja vastupidav agressiivsele keskkonnale, sh õlidele. See ei roosteta ja imab hästi hüdraulilisi lööke.
Selliseid torusid on mitut tüüpi:
- Külma veevarustuse jaoks. Neil on pikisuunaline sinine triip. Neil on siledad siseseinad, mis ei kogune soolasid ega setteid.
- Gaas. Neil on suur voolumaht, pikk kasutusiga ja nad taluvad kõrget rõhku. Neid eristab kollane pikisuunaline triip.
- Kütte ja sooja vee varustamiseks. Need on tugevdatud klaaskiuga ja valmistatud ülitugevast polüetüleenist.
- Gofreeritud kahekihiline. Need on muhvidega torud, mida kasutatakse vee äravoolu ja kanalisatsiooni jaoks. Need on väga vastupidavad, kergesti paigaldatavad ja vastupidavad agressiivsele keskkonnale.
Töö etapid
Selleks, et PDN-torude keevitusprotsess kulgeks viivitusteta ja tulemuseks oleks kvaliteetne keevisõmblus, mis tagab torujuhtme pikaajalise töö, on vaja toimida kindlas järjekorras.
HDPE torude ettevalmistamine enne keevitamist
Enne keevitamise alustamist tuleb läbida mitu ettevalmistavat sammu. Kui kõik on õigesti tehtud, ei pea te keevitamise ajal muretsema puuduvate tööriistade, ebatäiuslikkuse parandamise ega muu pärast.
Keevitamiseks ettevalmistumine:
- Ostke ja tarnige keevitusplatsile HDPE-torusid, kinnitusvahendeid, klambreid ja muid osi vastavalt keevitatavate elementide läbimõõdule.
- Korraldage ja puhastage ala keevitusseadmete paigutamiseks.
- Keevitatavate liitmike ja torude otste töötlemiseks kasutage mehaanilist meetodit.
Keevitusseadmed vajavad erilist tähelepanu. Nende nõuetekohast toimimist tuleb kontrollida ja need tuleb kasutuseks ette valmistada.
Kuidas keevitusseadet ette valmistada:
- Kontrollige kõiki keevitusmasina komponente. Kontrollige maanduse ja elektrijuhtmete töökorras olekut ning kontrollige otsapinna lõiketerade teravust.
- Valmista ette elektrigeneraator. Täida see kütusega ja kontrolli selle toimimist.
- Puhastage kõik seadme komponendid – kaabitsad, höövlid ja kütteseadmed – mustusest. Eemaldage kõik plastkile jäljed ja seejärel rasvärastage kõik pinnad lahustiga.
- Kontrollige keevitusmasina hüdrosüsteemi õlitaset ja libiseva klambri tööd. Määrige seadme liikuvaid osi spetsiaalsete määrdeainetega.
- Kontrollige, kuidas juhtimis- ja mõõteseadmed töötavad.
Tagumiku keevitamise standardid
Kuni viimase ajani valitses Venemaal segadus HDPE-keevitamise regulatiivse raamistiku osas, kuna samaaegselt kehtis mitu dokumenti.
Alates 2013. aastast on kehtinud GOST standardid põkk-keevitusseadmetele ja -tehnoloogiale. See ei tähenda, et imporditud madala kvaliteediga keevitusseadmed oleksid maha kantud või ostud lõpetatud, kuid Venemaa tootjaid on julgustatud oma seadmete kvaliteeti parandama.
Praegune GOST 55276 R 55276-2012 (plasttorud ja liitmikud) on võimaldanud Venemaal ühtlustada HDPE põkk-keevitamise tehnoloogiat.
Mida jälgida:
- GOST R 55276. Lisaks tavapärasele madalrõhu keevitustehnoloogiale legaliseerib see kõrgsurve HDPE-keevituse, mida varem praktiseeriti ainult Ameerika Ühendriikides. See režiim nõuab spetsiaalsete seadmete võimalusi, kuid vähendab oluliselt keevitustsükli aega.
- GOST R 55276. See ei ole eriti sobiv ehitusplatsidele, kuna see ei ole mõeldud tegelikele tegijatele - keevitajatele, vaid tehnoloogidele - HDPE-keevitamise tehnoloogiliste diagrammide väljatöötajatele.
- GOST R 55276. See ei käsitle vanade sise- ja välismaiste eeskirjadega kehtestatud piiranguid. See puudutab peamiselt ümbritseva õhu temperatuuri vahemikku +5 kuni +45 °C, arvestades, et Venemaal tuleb torujuhtmete keevitamist teha külmumistemperatuuridel.
Teine lahknevus on torude seinapaksuse piiramine 70 mm-ni, samas kui tänapäeval toodetud torude seinad on 90 mm või rohkem.
Teostame ise tagumikkeevitust
Spetsiaalse keevitusmasina abil saate HDPE-torusid ise keevitada. Ühendus saavutatakse polüetüleeni pehmendamise ja kindla õmbluse moodustamise teel. See on lihtsaim variant ja sobib ainult võrdse läbimõõduga torude jaoks, kuid isegi see nõuab teatud oskusi ja võimeid.
HDPE torujuhtmete põkk-keevitust peab teostama kvalifitseeritud keevitaja, vastasel juhul on ühenduse täpsuse ja töökindluse saavutamine keeruline.
Käsitsi põkk-keevituse protseduur:
- Valmistage ette seadmed, kontrollige keevitusmasinat, kontrollige selle toimimist.
- Lõika torud veidi pikemaks, jättes keevisõmbluse moodustamiseks paar millimeetrit polüetüleeni.
- Puhastage otsad, et luua ideaalselt siledad servad ja tagada hea kontakt.
- Asetage torumaterjalid keevitusmasinasse ja tsentreerige need.
- Asetage keevitatavate detailide vahele kütteelement. Kuumutage otsi, kuni need sulavad – kuumutamisaeg sõltub materjali kvaliteedist ja detailide seina paksusest.
- Eemaldage kütteelement ja suruge otsad kohe kokku. Pressimiseks vajalik jõud ja rõhk tekitatakse hoova või hüdraulilise ajamiga.
- Oodake polüetüleentorude jahtumist. Kontrollige keevisõmbluse kvaliteeti, et vältida materjali kogunemist või läbimõõdu muutusi.
Kui on vaja keevitada suure läbimõõduga tooteid, on soovitatav kasutada automaatset keevitusmasinat, mis tsentreerib ja ühendab sektsioonid täpselt.
Õmbluste kvaliteedikontroll
Pärast keevitamise lõpetamist kontrollitakse õmbluste kvaliteeti visuaalselt. Keevisliidete kvaliteediomaduste kohta on olemas GOST standardid.
Nõuded:
- keevisõmblused peavad olema kogu pikkuses ühtlased keevitatud sektsioonide välispindade tasemel;
- Keevisõmbluse eendid ühendatavate pindade kohal on lubatud, õmbluse kõrgus:
- seina paksusega 5 mm - eend ei ole suurem kui 2,5 mm;
- paksuse 6-20 mm korral on õmbluse maksimaalne kõrgus 5 mm;
- Ühendus peab olema täpselt tsentreeritud; kui tuvastatakse ühendatavate pindade nihkumine, ei tohi see ületada 10% ühendatavate torude seina paksusest.
Professionaalide soovitused
HDPE-torudega töötavad kogenud keevitajad soovitavad keevitamisel olla äärmiselt ettevaatlikud ja jälgida vuukide kvaliteeti. Liidete tihedus ja torujuhtmete pikaealisus sõltuvad keevisõmbluste täpsusest.
Professionaalsed näpunäited:
- Veenduge, et toru ristlõige ei näeks välja nagu ellips - see vähendab oluliselt keevisõmbluse kvaliteeti;
- Plasttorude valtsimismaterjalid tuleb kindlalt paigal hoida, kuni sulanud servad on täielikult tahkunud;
- keevisõmblus peab olema ühtlane, keevitatavate elementide pindade kohal väljaulatuv rant; randi kõrgus peab vastama standarditele (näidatud ülaltoodud tabelis);
- Mutritega kinnitusdetailid ei tohi olla kinnitatud rohkem kui projekteeritud piirini, kuna liigne jõud võib toru kahjustada;
- Enne töö alustamist uurige kindlasti HDPE keevitamise juhiseid ja tutvuge protsessi parameetritega.
HDPE torud on kaasaegne ja taskukohane materjal, mis võimaldab ehitada torustikke väga erinevatel eesmärkidel ja konfiguratsioonides. Spetsiaalsete keevitusseadmete abil saab neid tooteid kasutada usaldusväärsete torustike loomiseks nii tööstuslikult kui ka käsitsi.



