Šiais laikais vasarnamiuose dažnai įrengiami iš profilinių vamzdžių pagaminti šiltnamiai. Jie yra stabilūs, tarnauja ilgiau ir praleidžia daugiau šviesos nei mediniai.
Norint sumontuoti profiliuoto plieno konstrukciją, ją reikia sulenkti tam tikru kampu. Atrodo, kad to padaryti neįmanoma be specializuotos įrangos. Šiame straipsnyje aptarsime galimus metodus ir paaiškinsime, kaip namuose sulenkti kvadratinį profiliuotą plieną be vamzdžių lenktuvo.
- Kokie sunkumai kyla lenkiant profilio vamzdį?
- Kaip profilio vamzdžio forma ir techninės charakteristikos įtakoja lenkimo būdo pasirinkimą?
- Kaip sulenkti profilio vamzdį be vamzdžių lenktuvo
- Kaip lenkti su išankstiniu pašildymu (su smėlio užpildu)
- 7 būdai sulenkti be kaitinimo (šaltasis metodas)
- 3 alternatyvūs lenkimo variantai
- Mes lenkiame naudodami vamzdžių lenktuvą
- Kaip sulenkti profilio vamzdį 90 laipsnių kampu
- Kaip išvengti ovalizacijos
- Patarimai ir rekomendacijos
- Lenkimo paslaugos
- Lenkimo įtaisai
Kokie sunkumai kyla lenkiant profilio vamzdį?
Lankstus profilio vamzdis reiškia jo dalinį arba visišką lenkimą. Kaip žinoma, Profiliniai vamzdžiai pasižymi dideliu stiprumu, todėl juos galima sulenkti tik veikiant slėgiui arba kaitinant lenkiamą plotą. Šio proceso metu detalę veikia dvi jėgos:
- suspaudimas - viduje;
- plėtiniai – išorėje.
Būtent priešinga šių jėgų kryptimi slypi sunkumai dirbant su vamzdžiu:
- Skirtingose vietose profilio vamzdis gali skirtingai reaguoti į lenkimą, dėl ko bus prarastas išlyginimas, tai yra, atskiros ruošinio dalys bus išdėstytos ant skirtingų paviršių.
- Vamzdis ne visada atlaiko tempimo procesą ir gali sulinkti arba sprogti. Šios problemos dažniausiai kyla, kai lenkimas atliekamas neteisingai.
- Gaminyje gali atsirasti raukšlių, panašių į gofravimą.
- Stiprumo lygis sumažėja perkaitus ir konstrukcija pažeidžiama.
- Šoninės sienelės yra sutraiškytos – tai atsiranda dėl per didelio slėgio, kai ruošinys praeina per lenkimo konstrukciją.
Norint išvengti šių problemų, reikėtų atsižvelgti į vamzdžių gamybos medžiagą ir jų dydį: sienelės storį, skersmenį, lenkimo kampą.
Kaip profilio vamzdžio forma ir techninės charakteristikos įtakoja lenkimo būdo pasirinkimą?
Profiliniai vamzdžiai nėra apvalūs, jie yra stačiakampiai, ovalūs arba kvadratiniaiŠiltnamiams šalia kaimo namo rekomenduojama naudoti kvadratinius arba stačiakampius modelius; jie turi plokščias sienas, todėl lengviau pritvirtinti dangą.

Profilių asortimentas yra platus. Jie turi įvairius geometrinius parametrus. Svarbiausi iš jų yra skerspjūvio dydis ir sienelės storis. Svarbus yra tąsumas, nes jis lemia galimą lenkimo spindulį. Verta paminėti, kad kaitinami profiliniai vamzdžiai padidina savo tąsumą, todėl juos lengviau lenkti.
Yra du technologiniai metodai:
- „šaltas“ – be temperatūros poveikio;
- „karšta“ – vieta įkaitusi.
Be to, mažai legiruoti ir anglies pagrindo vamzdžiai yra elastingesni ir lenkiami gali atšokti, todėl jie nenaudojami šiltnamių statybai. Nerekomenduojami 2 mm skersmens profiliniai vamzdžiai, nes jie pasižymi mažu stiprumu lenkimo vietoje.
Nėra griežtų standartų, kaip pasirinkti kvadratinių vamzdžių lenkimo metodą, yra tik ovalasŠie standartai taikomi karštai suvirintiems vamzdžiams, kurių skersmuo didesnis nei 100 mm, bet netaikomi profiliuotiems gaminiams.
Profesionalai siūlo naudoti „šaltąjį“ metodą valcuotoms vamzdinėms medžiagoms, kurių skersmuo mažesnis nei 10 mm, o 40 mm ir didesniems – lenkti karščiu.
Rekomenduojama atlikti bandomąjį lenkimą namuose: vieną profiliuoto vamzdžio galą įspauskite į spaustuvus, o ant kito uždėkite didesnio skersmens vamzdį. Šį „petį“ reikia įtempti lenkiant ruošinį. Jei jis lengvai lenkiasi, kaitinti nereikia. Kurį iš šių metodų naudoti profiliuotam vamzdžiui lenkti namuose, spręsti jums.
Lenkimo būdai pagal vamzdžių medžiagos tipą:
- valcuotas metalas - suvirintas, pjaustomas šlifuokliu;
- plienas - su šildymu;
- plastikas arba aliuminis - bet koks pasirinkimas, nes medžiaga yra minkšta.

Kvadratinio valcavimo metalo gaminiai skiriasi skerspjūviu ir sienelių dydžiu. Šie veiksniai turi įtakos lenkimo kampui.
Šis klausimas turi daugybę inžinerinių niuansų. Tačiau namų darbams nebūtina žinoti visų jų. Svarbu atkreipti dėmesį į šiuos aspektus.
- Ploni gaminiai, kurių skerspjūvis yra iki 20 mm, turi būti sulenkti be vamzdžių lenktuvo toje srityje, kuri yra 2,5 karto ilgesnė už paties vamzdžio aukštį.
- Storą valcuotą metalą galima sulenkti zonoje, tris kartus ilgesnėje nei jo skerspjūvis. Jei tai ignoruojama, metalas įtrūks išorėje arba deformuosis viduje.
- Kvadratinio vamzdžio lenkimas yra pavojingas vienu aspektu: operacijos vietoje gali atsirasti lūžis, dėl kurio detalė bus atmesta.
- Ribinė sąlyga yra toks santykis: minimalus spindulys turi būti ne mažesnis kaip du su puse karto didesnis už lenkimo skerspjūvį. Pavyzdžiui, 40 mm storio gaminiui minimalus vidinis spindulys yra 40 x 2,5 = 100 mm.
Prieš lenkdami plieninį profilio vamzdį, turėtumėte prisiminti dar vieną taisyklę.

Gaminys po formavimo linkęs grįžti į pradinę formą. Dėl šios priežasties geriausia jį sulenkti šiek tiek labiau, nei reikalauja šablonas. Jei ruošinį sulenksite šiek tiek labiau, galutinis apvalinimas atitiks šablono specifikacijas.
Prieš pradedant darbą, reikia atsižvelgti į visas šias sąlygas, kitaip tikėtis aukštos kokybės rezultato yra beprasmiška.
Kaip sulenkti profilio vamzdį be vamzdžių lenktuvo
Paprastai statant stogelius ar šiltnamius vasarnamyje, naudojami mažo dydžio profiliniai vamzdžiai. Lenkimo kampo tikslumas nėra labai svarbus, todėl lenkimui tinka improvizuoti įrankiai.
Žinoma, geriau šią procedūrą atlikti atskiroje patalpoje, kurioje yra darbastalis ir įvairūs įrankiai.
Taip pat reikia pasiruošti specialius drabužius; jie apsaugos jus nuo dulkių, drožlių, kibirkščių ir darbo su pūstuvu metu.
Jei lenkiatės namuose, turite atsižvelgti į:
- Lenkimo kiekis.
- Gamybos medžiagos.
- Sienų storis.
- Skyrius.
Valcuotų profilių gaminių deformacija atliekama neviršijant leistinų skerspjūvio ir sienelės storio ribų.
Dirbant būtina užtikrinti, kad skerspjūvis nesuplokštėtų ir neatsirastų vidinių įtrūkimų.

Kaip lenkti su išankstiniu pašildymu (su smėlio užpildu)
Norint pasiekti aukštos kokybės ir tolygų profilio vamzdžio sulenkimą naudojant „karštąjį“ metodą, pirmiausia užpildykite detalę smėliu. Kadangi darbas bus susijęs su karštu metalu, būtina mūvėti drobines pirštines.
Žingsnis po žingsnio kvadratinio gaminio lenkimas atrodo taip:
- Į vieną antgalio galą įkišamas medinis pleištas. Jo ilgis turėtų būti 10 kartų didesnis už pagrindo plotį. Pagrindo plotas lygus dvigubam ruošinio skylės, kurią jis uždengs, plotui.
- Į vamzdį pilamas smulkiagrūdis smėlis, kuris pirmiausia sijojamas ir džiovinamas (iškeptas 150 laipsnių Celsijaus temperatūroje). Profilis užpildomas smėliu piltuvėliu. Siekiant užtikrinti tankų ir tolygų pasiskirstymą, jis pilamas dalimis. Šio proceso metu mediniu plaktuku pabaksnokite detalės sieneles.

- Iš kitos pusės taip pat įkalamas pleištas.
- Kamščiai turi atitikti profilio vidinius matmenis. Viename iš jų yra išpjauti keturi išilginiai grioveliai, kad išeitų dujos, susidarančios kaitinant smėlį.
- Lenkimo vieta pažymėta kreida.
- Profilio ruošinys tvirtinamas spaustuku. Jei gaminys turi suvirinimo siūlę, ji turėtų būti šone.
- Kreida pažymėta vieta kaitinama dujiniu degikliu iki raudonumo.
- Kvadratinį profilį sulenkite atsargiai, be staigių judesių, bet su jėga. Tai daroma vienu ypu.
- Tada detalėms reikia leisti atvėsti, o rezultatą palyginti su šablonu.
- Jei lenkimas atliktas teisingai, kamščiai išimami ir smėlis išpilamas.
Jei lenkiate kvadratinį vamzdį su suvirinimo siūlėmis, jos turi būti dedamos lenkimo išorėje, o ne vidinėje pusėje, kitaip suvirinimo siūlė išsiskirs.
Šis metodas tinka tik vienkartiniam kampiniam lenkimui. Pakartotinis kaitinimas sumažins metalo stiprumą.
Galima sulenkti vamzdžio gaminį, užpildytą smėliu, jo nekaitinant, tačiau tai yra sudėtingesnis procesas.
7 būdai sulenkti be kaitinimo (šaltasis metodas)
Profilinį vamzdį galite sulenkti naudodami „šaltąją“ techniką, naudodami įvairius įrankius ir be išankstinio pašildymo. Pažvelkime, kaip patiems sulenkti profilinį vamzdį be šildymo.
- Lenkimas su užpildu - vandeniuŠi parinktis yra pigesnė, nereikalauja šildymo ir skirta plonasieniams diuraliuminio ir žalvario vamzdžiams. Ją ypač patogu naudoti žiemą, kai temperatūra nukrenta žemiau nulio.
Procedūra nėra sudėtinga:
- vienas ruošinio galas užsandarintas kamščiu;
- iš kito galo į detalę pilamas vanduo ir ji taip pat užsandarinama;
- profilis išnešamas į lauką ir laikomas šaltyje, kol vanduo užšąla;
- vamzdis lenkiasi, kai jame vanduo užšąla, tai padaryti lengva;
- Produktas įnešamas į šiltą vietą, skystis atitirpinamas ir vanduo nusausinamas.
Šis metodas rekomenduojamas vamzdžiams, pagamintiems iš spalvotųjų metalų, nes jie nėra veikiami korozijos.
2. Su lenkimo plokšte — Šis metodas skirtas kvadratiniams plieniniams arba aliumininiams vamzdžiams lenkti. Plokštė yra panelė, pagaminta iš storo metalo lakšto. Ji privirinama prie stulpo, pritvirtinto ant laikinos platformos. Lenkimas atliekamas keliais etapais.
- gręžkite skyles plokštėje varžtams, jos tarnaus kaip vamzdžio atrama;
- Uždėkite antgalį ant vieno varžto; jis reikalingas lenkimo kampui reguliuoti;
- Siekiant užtikrinti vamzdžių sekcijų, esančių greta lenkimo, išlyginimą, virš jo turėtų būti uždėta metalinė plokštė, pritvirtinta varžtais.
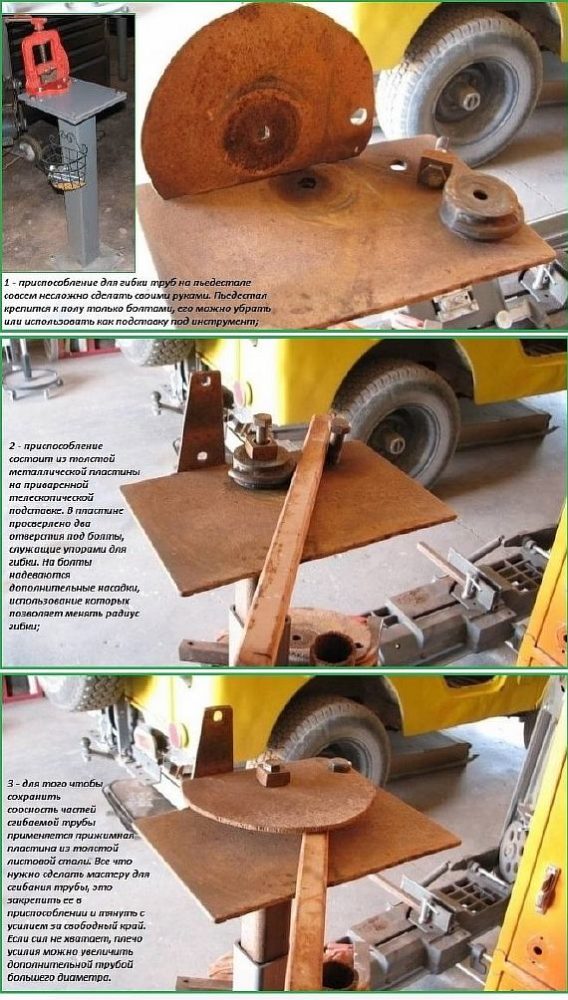
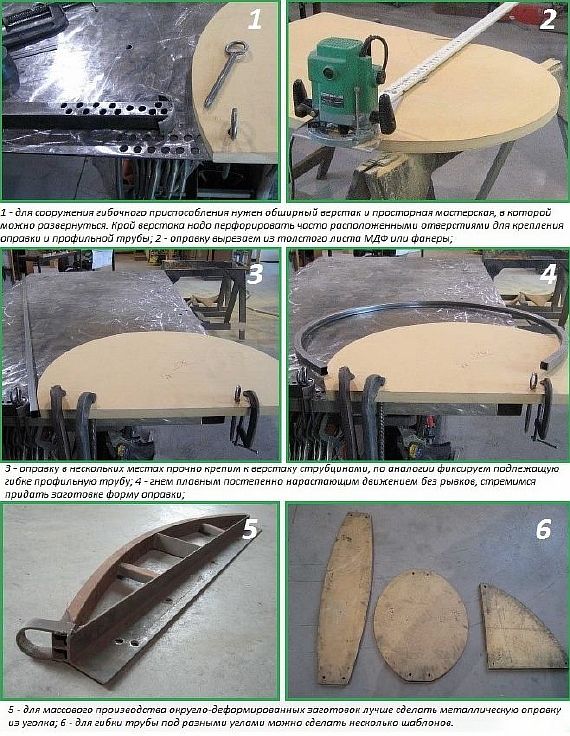
3. Įtvaro lenkimas — Tinka profiliniams vamzdžiams, kurių sienelių aukštis ne didesnis kaip 25 mm. Šią konstrukciją geriausia pastatyti ant darbastalio. Išilgai jos krašto dažnai gręžkite skyles, kad pritvirtintumėte įtvarą ir profilinį vamzdį.
- Lenkimo laipsnis reguliuojamas naudojant šabloną, pagamintą iš faneros arba metalinio kampo. Pritaikius fizinę jėgą, detalė uždedama ant įtvaro, suteikiant jai norimą lenkimo kampą.
4. Naudojant malūnėlį - Šis metodas neleidžia jums padaryti tobulo puslankio, nes lenkimą sudaro keli tiesūs segmentai, jie yra išdėstyti skirtingais kampais.
- Metodas apima skersinių pjūvių (dažniausiai trijų) atlikimą šlifuokliu planuojamo lenkimo vietoje. Kuo mažesnis lenkimo kampas, tuo didesnis pjūvių skaičius.
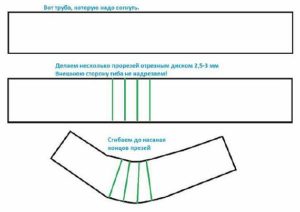
- Tada vamzdį reikia sulenkti pjovimo vietose – tai galima padaryti nenaudojant per didelės jėgos, o pjūviai turi būti suvirinti.
- Jei suvirinimo siūlės bus gerai nupoliruotos, gaminys atrodys gana padoriai, be raukšlių ir nepraras savo stiprumo.
5. Su spyruokle — paprastas lenkimo būdas. Spyruoklė pagaminta iš 2 mm vielos. Ji turi būti sulenkta pagal vamzdyno formą taip, kad kiekviena sekcija būtų 2–3 mm mažesnė už atitinkamos pusės vamzdį, kad ji galėtų lengvai judėti profilyje.
- Paruoštą spyruoklę reikia įdėti į detalę ir sulenkti norimu kampu. Jei pageidaujama, lenkimo tašką galima pašildyti, kad procesas būtų lengvesnis. Kad spyruoklę būtų lengviau išimti iš detalės, prie jos galo pririšama viela.
6. Naudojant ritininį veleną Šis metodas skirtas vamzdžiams, kurių dydis yra nuo 10 iki 25 mm. Norint sulenkti stačiakampį vamzdį, jį reikia įspausti spaustuvais. Tada detalė sulenkiama specialiu voleliu, pritaikant jėgą. Šis įtaisas užtikrina aukštos kokybės lenkimą, tačiau tam reikia fizinės jėgos.
7. Naudojant svirtį - tai medinė arba metalinė rankena, kurios apatinėje dalyje yra antgalis su skylute.
Norint sulenkti ruošinį, jį reikia įkišti į skylę iki lenkimo taško. Tada svirtis patraukiama atgal, ir šis veiksmas sulenkia vamzdį. Šis metodas nėra tikslus, bet tinka šiltnamio profiliams lenkti. Pažiūrėkite, kaip galite patys pasigaminti šiltnamį.

3 alternatyvūs lenkimo variantai
Yra keli alternatyvūs paprasti profilio vamzdžio lenkimo iki reikiamo spindulio būdai:
- Kalimas — daužyti sunkiu plaktuku. Tam reikia priekalo su užapvalinta viršūne. Ruošinį prie priekalo reikia pritvirtinti spaustukais. Tada daužykite į ruošinį nenaudodami per didelės jėgos, kad jis nesuplotų.
- Pagal šablonus — Jums reikės asfalto arba betono paviršiaus, ant kurio reikėtų pažymėti būsimos arkos kontūrą. Toliau įkalkite armatūros strypus, pritvirtindami profilį prie pirmojo. Lenkdami privirinkite ruošinį prie armatūros, o baigę darbą, strypus nupjaukite šlifuokliu.
- Nuoma priespaudos sąlygomis — Tam reikalinga transporto priemonė su šone sumontuotais ratais. Profilis įdedamas į paruoštą plieninį arba betoninį griovelį, o ratas ridenamas ant ruošinio. Ašinis išlyginimas turėtų būti kontroliuojamas metalinėmis kreipiančiomis.
Mes lenkiame naudodami vamzdžių lenktuvą
Jei šiltnamiui statyti naudojami didelio skersmens profilio vamzdžiai, juos bus sunku sulenkti rankiniu būdu. Rekomenduojame susipažinti su su instrukcijomis, kaip patiems pasigaminti standartinį vamzdžių lankstiklį, jo konstrukciją sudaro varantysis ratas (jis juda išilgai kraštų, lenkdamas vamzdį norimu kampu), rėmas, konvejeris ir tvirtinimo elementai.
Vamzdžių lenktuvas gali būti:
- Rankinis – skirtas nedidelio masto darbams. Ruošinys dedamas ant konvejerio ir tvirtinamas voleliu. Ratas sukasi rankena, todėl vyksta lenkimo procesas.
- Elektrinis – įranga rekomenduojama storesnio profilio vamzdžiams. Įrenginys varomas elektra, o ratą varo elektros variklis, todėl nereikia rankinio darbo. Veikimo principas panašus į ankstesnįjį: profilis tiekiamas į konvejerį ir, eidamas per prispaudimo zoną, yra sulenkiamas.

Naudojant šį prietaisą, vamzdžio kampai, tiek viduje, tiek išorėje, patiria vienodą slėgį, todėl lenkimas yra aukštos kokybės ir nesprogsta.
Kaip sulenkti profilio vamzdį 90 laipsnių kampu
Profiliniai vamzdžiai su 90 laipsnių posūkiu neturi aštrių kampų ir atrodo estetiškai.
Pirmiausia reikia paruošti įrankius – suvirinimo aparatą, kampinį šlifuoklį ir diskus.
Pažvelkime į profilio lenkimo procesą žingsnis po žingsnio.
- Ant ruošinio pažymimas lenkimo taškas, o iš visų pusių pažymimos skersinės linijos. Išmatuojama pusė pločio, o jos dydis pažymimas pirmoje linijoje ir visose skersinėse linijose.

- Spindulio linijos brėžiamos kompasu arba kitu apvaliu objektu. Šios linijos brėžiamos iš abiejų pusių, o taip pat pažymima šalinama sritis.

- Įpjovos daromos vienoje pusėje tarp dviejų žymių. Tada nuimamos abi šoninės dalys.

- Ruošinys šiek tiek atlenkiamas atgal, tada į vidų. Rezultatas yra stačias kampas viduje ir suapvalintas kampas išorėje.


- Naudojant suvirinimo aparatą, lenkimo sekcija suimama iš abiejų pusių, po to visos siūlės suvirinamos.

- Šlakas pašalinamas, o siūlės apdorojamos šlifavimo disku.

Šis metodas tinka bet kokio dydžio profilio lenkimui savo rankomis.
Kaip išvengti ovalizacijos
Atliekant šaltąjį lenkimą, norint išlaikyti profilio skerspjūvį, reikia atsižvelgti į subtilybes. Šiuo tikslu įrengiami ribotuvai:
- vidinis - neleidžia vamzdynui susiaurėti;
- išorinis - neleidžia šoninėms sienoms išsiplėsti.
Rekomenduojama naudoti standžią medžiagą kaip ribotuvą, ji gerai išlaiko savo formą.
Statant šiltnamį iš profilio vamzdžio, nereikia išlaikyti tikslaus lenkimo spindulio, todėl nereikia leisti pinigų brangiai mašinai.
Bet kuris meistras turės tokį po ranka. Su juo galite sukurti gana gerą šiltnamį savo dachui.
Patarimai ir rekomendacijos
Lavinant lankstumą, reikia atsižvelgti į keletą aplinkybių:
- Pirkdami profilį, įsitikinkite, kad jie visi yra vienodo dydžio, plieno rūšies ir priklauso tai pačiai tiekimo partijai;
- naudojant suvirintus profilius, pusę su siūle nukreipkite į vidinį spindulį, kitaip ji gali sulūžti;
- Dirbdami su šlifuokliu, nepamirškite naudoti apsauginių priemonių, tokių kaip akiniai ar kaukė;
- Reikėtų atsižvelgti į tai, kad galinės sekcijos ne visada gali būti sulenktos iki reikiamo dydžio, todėl, skaičiuojant ruošinio ilgį, reikia atsižvelgti į jų ilgį ir tokius gabalus reikia nupjauti, kai detalės formavimas bus baigtas;
- Būtina atlikti metalo antikorozinį apdorojimą ir toliau tai daryti reguliariai ateityje.
Lenkimo paslaugos
Tokia paslauga negalėjo tapti atskira verslo plėtros sritimi, nes pramoninėje versijoje ji apima gana sudėtingos technologinės įrangos naudojimą.
Rinkoje taip pat siūlomos lenkimo paslaugos, siūlančios tiek spindulio, tiek lanko formos lenkimą. Šis skirtumas daromas todėl, kad kiekvienai operacijai reikalinga specifinė įranga. Pirmuoju atveju tai vamzdžių lenktuvas, o antruoju – trijų valcų valcavimo staklės.
Reikia pripažinti, kad tokių operacijų kainos yra gana priimtinos:
- vieno kampo lenkimo kaina yra 30 rublių;
- Vienas linijinis arkinio tarpatramio metras taip pat kainuos 30 rublių.
Palyginti su metalo ir medžiagų pristatymo kaina Maskvos regione, tai praktiškai niekas.
Lenkimo įtaisai
Konstrukcijos konstrukcija priklauso nuo skersmenų, kuriuos reikia apdoroti.

Valcuotoms vamzdinėms medžiagoms, kurių skersmuo iki 20 mm, galima pagaminti paprastą įtaisą, kurį sudaro plieniniai kaiščiai, įkišti į betoninę plokštę. Vamzdis, įkištas tarp kaiščių, sulenkiamas iki reikiamų matmenų.
Tačiau kai skersmuo viršija 20 mm, statybai reikia sukurti sudėtingesnes konstrukcijas.
Arba prie stabilaus, tvirto pagrindo pritvirtinama pora volelių su apvaliais šoniniais paviršiais. Šio volelio paviršiaus spindulys turi atitikti lenkiamo valcuoto vamzdinio gaminio skersmenį.

Ruošinys įkišamas tarp ritinėlių ir jo galas pritvirtinamas. Kitas galas pritvirtinamas prie gervės, kuri vėliau įjungiama. Kai vamzdžio kampas pasiekia norimą vertę, gervė sustabdoma.
Visas šio vamzdžių lenktuvo kūrimo procesas turi būti suskirstytas į šiuos etapus.
- Krumpliaračiai ir guoliai turi būti pritvirtinti prie velenų. Krumpliaračiai tvirtinami raktu. Rekomenduojama įsigyti guolius su guolių atramomis.
- Pavaros ir grandinė tinka bet kokiam automobiliui.
- Naudojant suvirinimo aparatą, pagrindas suvirinamas ir prie jo prisukamas slėgio velenas.
- Toliau privirinamos spyruoklinės veržlės ir jų platforma.
- Atraminiai velenai yra prisukami apačioje.
- Konstruojama įtempimo grandinė.
- Paskutiniame etape rankena pritvirtinama prie veleno (rekomenduojama naudoti besisukantį rankeną).
Šis prietaisas greitai atlieka deformaciją, praleisdamas per jį valcuotą vamzdžio gaminį.



