Mažo tankio polietileno (DTPE) vamzdžių sujungimas į vieną vamzdyną atliekamas įvairiais būdais – tiek nuimamais, tiek nuolatiniais. Vienas patikimiausių variantų yra HDPE vamzdžių suvirinimas.
Yra keli suvirinimo darbų atlikimo būdai, kurių kiekvienas atliekamas naudojant konkrečią technologiją.
- Nuolatinės jungtys - HDPE vamzdžių suvirinimas
- Vamzdžių suvirinimas užpakalinėmis dalimis
- Vamzdynų suvirinimas užpakaliniu kampu naudojant ekstruderį
- Lizdo suvirinimo metodas naudojant jungiamąsias detales ir jungtis
- Ko reikia suvirinimui?
- Įrankiai ir įranga
- Jungiamosios detalės
- HDPE vamzdžiai
- Darbo etapai
- HDPE vamzdžių paruošimas prieš suvirinimą
- Užpakalinio suvirinimo standartai
- Mes patys atliekame suvirinimo darbus
- Siūlių kokybės kontrolė
- Profesionalų rekomendacijos
Nuolatinės jungtys - HDPE vamzdžių suvirinimas
Nuolatinis prijungimo būdas yra vienintelis priimtinas pasirinkimas didelio skersmens HDPE vamzdžiams. Jis užtikrina aukštą sandarumo lygį, kuris gali būti išlaikytas net esant aukštai temperatūrai.
Polietileną lengva suvirinti, nes jis išlaiko klampią, tekančios konsistenciją plačiame temperatūrų diapazone ir turi mažą lydalo klampumą.
Nepriklausomai nuo nuolatinio ryšio kūrimo būdo, jiems keliami šie reikalavimai:
- dviejų sujungtų vamzdžių poslinkio kampas neturėtų viršyti 10% jų sienelių storio;
- jungiamoji siūlė turi būti virš prijungtų sekcijų išorinio paviršiaus lygio;
- Siūlės karoliukai turi būti pagaminti nepriekaištingai kokybiškai, o jų aukštis gali svyruoti nuo 2,5 iki 5 mm (nustatomas pagal sienelių storį).
Yra trys populiariausi suvirinimo tipai: suvirinimas užpakaliniu būdu, suvirinimas lizdu ir elektrofuzinis suvirinimas. Pažvelkime į kiekvieną technologiją atidžiau.
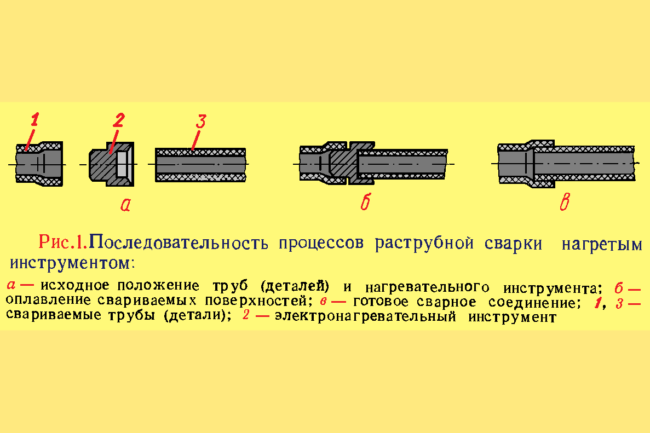
Vamzdžių suvirinimas užpakalinėmis dalimis
Suvirinimas užpakalinėmis jungtimis yra populiariausias HDPE vamzdžių sujungimo būdas. Šis metodas apima dviejų vienodo skersmens sekcijų galų sujungimą. Sujungiamų elementų sienelių storis taip pat turi būti vienodas.
Slėginių vamzdžių prijungimas pramoninėmis sąlygomis atliekamas naudojant specialią elektrohidraulinę ir mechaninę įrangą, nes tam reikalingas didesnis tikslumas ir tikslumas.
Rankinis suvirinimas leidžiamas tik neslėginiuose vamzdynuose.

Suvirinimo ypatybės:
- metodas naudojamas vamzdžiams, kurių sienelės storesnės nei 4,5–5 mm, o skersmuo – 50 mm;
- suvirinimo darbai atliekami ant plokščių ir stabilių paviršių;
- Jei darbai atliekami lauke, vamzdžių galus būtina uždaryti kamščiais, kad pagrindinėse linijose nesusidarytų skersvėjų; vėjas pablogina temperatūros parametrus ir trukdo darbo kokybei;
- Sujungiamos sekcijos turi būti švarios viduje ir išorėje – bet kokios šiukšlės ar net dulkės trukdys kokybiškam sujungimui; suvirinimo įrenginio spaustukai turi būti ne mažiau švarūs;
- Norint reguliuoti temperatūrą, rekomenduojama atlikti 1–2 suvirinimo siūles kaip bandomąjį važiavimą. Tai padės suprasti proceso principus ir ypatybes, jei neturite patirties suvirinant vamzdynus užpakaliniu būdu;
- Prieš šlifavimą pjovimo diskus reikia kruopščiai nuvalyti, o po šlifavimo patikrinti vamzdžių matmenis, ar jie atitinka reikalavimus;
- Optimali aplinkos temperatūra suvirinimui užpakaliniais vamzdžiais yra nuo -15 iki +45 °C.
Pramoninio suvirinimo procedūra:
- Prieš pradedant darbą, suvirinamos sekcijos perpjaunamos statmenai paviršiui, ant kurio jos dedamos. Galai kruopščiai nuvalomi, nuriebalinami ir apipjaustomi.
- Vamzdžiai tvirtinami suvirinimo aparatu ir kruopščiai centruojami, patikrinami, ar nėra deformacijų ir pažeidimų.
- Valcuotų vamzdžių medžiagų galai kaitinami įtaisu, kad medžiaga suminkštėtų.
- Išlydyti galai sujungiami ir presuojami aukštu slėgiu. Procesas tęsiasi tol, kol polietilenas atvėsta.
- Kai jungtis atvėsta, mašina išimama.
Po suvirinimo siūlė yra idealiai lygi ir simetriška. Sujungimas yra tokio pat stiprumo kaip ir vientisas vamzdynas. Aukščiau aprašytam procesui atlikti reikia dviejų žmonių.
Atliekant suvirinimą užpakaliniu būdu, venkite:
- aštrus išlydytų galų sujungimas;
- judantys ir sukamieji vamzdžiai;
- spragų buvimas;
- staigus temperatūros pokytis;
- netolygus jungiamų sričių šildymas;
- greitas jungčių aušinimas jungties taške.
Rekomenduojama suvirinti tos pačios rūšies HDPE vamzdžių medžiagas, tačiau kartais reikia sujungti skirtingų rūšių vamzdžius.
Turėkite omenyje, kad per didelis suspaudimas sukuria didesnius nuosėdų susidarymo vamzdyne rezultatus, o tai sumažina gatavų linijų našumą. Jei slėgis nepakankamas, suvirinimas užtrunka ilgiau. Šis ilgas laukimo laikotarpis leidžia įkaitintam polietilenui atvėsti.
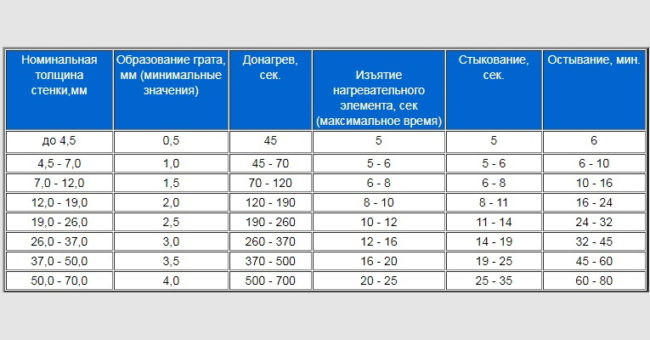
Pradedant suvirinimo darbus, būtina suderinti suvirinimo parametrus su lentele, kurioje pateikiamos rekomenduojamos jėgos ir slėgiai skirtingiems vamzdynams.
HDPE suvirinimo parametrų lentelė:
Vamzdynų suvirinimas užpakaliniu kampu naudojant ekstruderį
Ekstruzinio suvirinimo metu sukuriama jungtis, kurios nelegiruotos medžiagos stiprumas yra 70 % ar daugiau. Šis metodas naudojamas tik tos pačios medžiagos komponentams suvirinti.
Ekstruzinis suvirinimas atliekamas naudojant šią įrangą:
- kaitinimo elementas;
- varžtas;
- oro tiekimo sistema;
- granulių laikymo dėžė ir batas, kuris spaudžia priedą.
Darbo atlikimo ypatybės ir tvarka:
- Išvalykite vamzdžius, nuriebalinkite juos ir patikrinkite, ar nėra defektų.
- Suteikite suvirinamų elementų galams reikiamą formą.
- Suvirinamuosius paviršius pašildykite karštu oru iš ekstruderio.
- Uždėkite ekstruderyje sulydytą užpildo metalą (granules arba vielą) ant jungties, kontroliuodami jos judėjimą trintuvu. Sukurtas slėgis suvirina užpildo metalą prie vamzdžio medžiagos.
Ekstruzinio suvirinimo siūlės turi būti aušinamos be jėgos. Ši suvirinimo technologija naudojama montuojant gravitacinius vamzdynus. Sienelės storis turi būti ne mažesnis kaip 6 mm, kitaip gaminys gali deformuotis.

Lizdo suvirinimo metodas naudojant jungiamąsias detales ir jungtis
Lizdinis suvirinimas leidžia sujungti skirtingo skersmens vamzdžių sekcijas. Jungtis atliekama įstatant mažesnį vamzdį į didesnio skersmens pagrindinį vamzdį. Jungtis tvirtinama movomis, sukuriant sandarų ir patikimą sujungimą.
Procedūra tokia pati kaip ir suvirinant užpakaliniu būdu. Skiriasi tik naudojami įrankiai.
Jungiantis HDPE vamzdžių su jungiamosiomis detalėmis/movomis suvirinimas naudoti:
- vamzdžių pjaustytuvai;
- kalibratoriai;
- šlifavimo staklės;
- suvirinimo įranga su antgaliais.
Taip pat gali prireikti T formos jungčių alkūnėms suformuoti. Vamzdžio šiluminis plėtimasis užtikrina sandarų jungčių sandarumą.
Lizdo suvirinimo procedūra:
- Išardykite jungiamąjį elementą.
- Nuvalykite sujungiamų dalių galus ir nušlifuokite juos.
- Atlikite kalibravimą, kad gautumėte simetriškus apskritimus.
- Įkiškite švarius ir nuriebalintus galus į jungtį, prijunkite prie suvirinimo aparato ir įkaitinkite.
Dėl to dalys sulydomos į vieną paviršių. Lizdinis suvirinimas naudojamas komponentams, kurių sienelių storis yra iki 5 mm. Tai ypač patogu vamzdynų atkarpoms, kur sunku pasiekti sandūrinio suvirinimo įrangą.
Ko reikia suvirinimui?
Suvirinimo darbai apima aukštųjų technologijų procesus, kuriems reikalinga specializuota įranga, tiek pirminė, tiek antrinė.
Renkantis įrankius ir suvirinimo įrenginius, atsižvelkite į suvirinimo metodą ir HDPE vamzdžių parametrus.
Įrankiai ir įranga
Dirbant su HDPE, visi įrenginių kaitinimo elementai turi būti nelimpantys. Tai panaikina poreikį valyti po suvirinimo. Visuose įrenginiuose paprastai yra valdymo indikatoriai ir termostatai.
Pagrindinė suvirinimo įranga:
- rankinis suvirinimas lizdo metodui;
- užpakalinių jungčių staklės;
- tvirtinimo detalės;
- šildymo elementai;
- Spaustukas yra stovas, naudojamas daiktams laikyti vietoje, kai jie apdorojami arba sandariai suspaudžiami.
Beveik visi polietileno suvirinimo įrenginiai yra lengvi ir lengvai valdomi, o jų kaitinimo elementus lengva pakeisti.
Suvirinimo įrenginiai naudojami:
- Mechaninis;
- Automatinis;
- Hidraulinis.
Kaitinimo elementai yra apvalios plokštės, padengtos PTFE sluoksniu. Jie turi temperatūros ir maitinimo indikatorių, taip pat saugiklį. Temperatūrą galima nustatyti specialiu reguliatoriumi.
Suvirinimo gaminiams, kurių skersmuo didesnis nei 400 mm, naudojami šie įtaisai:
- užpakalinė jungtis;
- lizdo jungtis;
- elektrofuzijos jungtis.
Universalūs hidrauliniai įrenginiai yra ypač vertingi. Jie leidžia sukurti kelis suvirinimo siūlus per minimalų laiką, nes įranga turi visas reikalingas funkcijas.
Papildomi hidraulinių įrenginių įrankiai:
- pozicionieriai;
- oksido nuosėdų šalinimo elementai;
- šlifavimo įrankis;
- pjūklai - atskirti greitkelius;
- niveliavimo įtaisas;
- HDPE lenkimai.
Virinant bet kuriuo iš aukščiau išvardytų metodų, būtina naudoti visą įrankių komplektą. Nesilaikant bet kurios įrangos, jungtis gali būti nekokybiška arba netgi sugedusi.
Jungiamosios detalės
Suvirinimo jungiamosios detalės – tai komponentai, skirti sujungti vamzdžius, įskaitant skirtingo skersmens vamzdžius, taip pat atšakoms ir posūkiams vamzdynuose sukurti. Jungiamosios detalės taip pat gali būti naudojamos sujungti valcuotus vamzdžius, pagamintus iš skirtingų medžiagų.
Šio tipo elementai yra šie:
- Suvirinta ir išlieta. Jie prie vamzdžių jungiami specializuotais suvirinimo aparatais. Paprastai jie naudojami vamzdynų posūkiuose ir lenkimuose. Taip sukuriamas tvirtas sujungimas, kurio stiprumas prilygsta kietos medžiagos sujungimui.
Šios jungiamosios detalės yra nebrangios, patvarios ir prieinamos plačiame asortimente. Sujungus sistemą, jos nereikia išardyti. Gamintojai siūlo tokias jungiamąsias detales kaip kryžmės, reduktoriai, trišakiai ir elementai su įvairiais kampais. - Elektrofuzinės jungtys. Jie gali vienu metu sujungti kelis vamzdžius. Juos sudaro polietileno korpusas, kuriame yra vielinis kaitinimo elementas. Į šias jungtis įstatomi vamzdžiai, kurie išsilydo aukštoje temperatūroje, sukurdami patikimą, hermetišką jungtį.
Taip pat yra suspaudžiamų jungčių, tačiau jos netinka suvirinimui. Šie polietileno komponentai su sandarikliais naudojami nuimamoms jungtims sukurti be suvirinimo. Jie užtikrina vidutinį sandarumo lygį.

HDPE vamzdžiai
HDPE (žemo slėgio polietileno) vamzdžiai gaminami esant žemam slėgiui, mažesniam nei 2 MPa. Pagaminta medžiaga yra mažo tankio, todėl yra lengva, todėl juos lengviau montuoti ir prijungti.
HDPE savybės:
- Elastingumas. Jie geba temptis, pašalindami plyšimus dėl deformacijų, kurios gali atsirasti esant aukštai temperatūrai arba mechaniniam įtempimui, pavyzdžiui, esant slėgiui, kuris atsiranda susidarant ledo kamščiams.
- Lankstumas. HDPE vamzdžius galima sulenkti be jokių problemų, o tai labai svarbu kuriant sudėtingos konfigūracijos vamzdynus.
- Patikimumas. HDPE yra patvarus ir atsparus agresyviai aplinkai, įskaitant alyvas. Jis nerūdija ir gerai sugeria hidraulinius smūgius.
Yra keletas tokių vamzdžių tipų:
- Šalto vandens tiekimui. Jie turi išilginę mėlyną juostelę. Jų vidinės sienelės lygios, jose nesikaupia druskos ar nuosėdos.
- Dujos. Jie pasižymi dideliu pralaidumu, ilgu tarnavimo laiku ir gali atlaikyti aukštą slėgį. Juos žymi geltona išilginė juostelė.
- Šildymui ir karšto vandens tiekimui. Jie sutvirtinti stiklo pluoštu ir pagaminti iš didelio tempimo stiprumo polietileno.
- Gofruotas dvigubas sluoksnis. Tai vamzdžiai su movomis, skirti vandens drenažui ir kanalizacijai. Jie yra labai patvarūs, lengvai montuojami ir atsparūs agresyviai aplinkai.
Darbo etapai
Siekiant užtikrinti, kad PDN vamzdžių suvirinimo procesas vyktų be vėlavimų ir būtų gautas aukštos kokybės suvirinimas, užtikrinantis ilgalaikį vamzdyno veikimą, būtina veikti tam tikra tvarka.
HDPE vamzdžių paruošimas prieš suvirinimą
Prieš pradedant suvirinimą, reikia atlikti keletą parengiamųjų veiksmų. Jei tai padarysite teisingai, suvirinimo metu nereikės jaudintis dėl trūkstamų įrankių, defektų taisymo ar kitų problemų.
Pasirengimas suvirinimui:
- Įsigykite ir pristatykite į suvirinimo vietą HDPE vamzdžius, tvirtinimo detales, spaustukus ir kitas dalis pagal suvirinamų elementų skersmenį.
- Sutvarkyti ir išvalyti vietą suvirinimo įrangai pastatyti.
- Suvirinamų jungiamųjų detalių ir vamzdžių galus apdorokite mechaniniu būdu.
Suvirinimo įrangai reikia skirti ypatingą dėmesį. Ją reikia patikrinti, ar ji tinkamai veikia, ir paruošti naudoti.
Kaip paruošti suvirinimo įrangą:
- Patikrinkite visus suvirinimo aparato komponentus. Patikrinkite įžeminimo ir elektros laidų veikimą, taip pat patikrinkite pjovimo peilių aštrumą ant galinio paviršiaus.
- Paruoškite elektros generatorių. Pripildykite jį degalų ir patikrinkite, ar jis veikia.
- Nuvalykite visus įrangos komponentus – grandiklius, obliavimo stakles ir šildytuvus – nuo bet kokių nešvarumų. Pašalinkite visus prilipusio polietileno pėdsakus ir tada nuriebalinkite visus paviršius tirpikliu.
- Patikrinkite alyvos lygį suvirinimo aparato hidraulinėje sistemoje ir slankiojančio spaustuko veikimą. Sutepkite judančias įrangos dalis specialiais tepalais.
- Patikrinkite, kaip veikia valdymo ir matavimo prietaisai.
Užpakalinio suvirinimo standartai
Iki šiol Rusijoje kilo painiava dėl HDPE suvirinimo reguliavimo sistemos, nes vienu metu galiojo keli dokumentai.
Nuo 2013 m. galioja GOST standartai suvirinimo įrangai ir technologijoms. Tai nereiškia, kad importuota, žemos kokybės suvirinimo įranga buvo išmesta ar jos pirkimas nutrauktas, tačiau Rusijos gamintojai buvo skatinami gerinti savo įrangos kokybę.
Dabartinis GOST 55276 R 55276-2012 (Plastikiniai vamzdžiai ir jungiamosios detalės) leido suvienodinti HDPE suvirinimo technologiją Rusijoje.
Į ką atkreipti dėmesį:
- GOST R 55276. Kartu su įprastine žemo slėgio suvirinimo technologija, ji įteisina aukšto slėgio HDPE suvirinimą, anksčiau praktikuotą tik Jungtinėse Amerikos Valstijose. Šis režimas reikalauja specializuotos įrangos galimybių, tačiau žymiai sutrumpina suvirinimo ciklo laiką.
- GOST R 55276. Jis nėra ypač tinkamas statybvietėms, nes skirtas ne patiems atlikėjams – suvirintojams, o technologams – HDPE suvirinimo technologinių schemų kūrėjams.
- GOST R 55276. Tai neapima senų vidaus ir užsienio reglamentų nustatytų apribojimų. Tai pirmiausia susiję su aplinkos temperatūros diapazonu nuo +5 iki +45 °C, atsižvelgiant į tai, kad Rusijoje vamzdynų suvirinimo darbai turi būti atliekami esant nuliui.
Kitas neatitikimas yra vamzdžių sienelių storio apribojimas iki 70 mm, o šiandien gaminamų vamzdžių sienelės yra 90 mm ar daugiau.
Mes patys atliekame suvirinimo darbus
Naudodami specializuotą suvirinimo aparatą, galite patys suvirinti HDPE vamzdžius. Sujungimas atliekamas suminkštinant polietileną ir suformuojant tvirtą siūlę. Tai paprasčiausias variantas ir tinka tik vienodo skersmens vamzdžiams, tačiau net ir tam reikia tam tikrų įgūdžių ir gebėjimų.
HDPE vamzdynų suvirinimą užpakalinėmis jungtimis turi atlikti kvalifikuotas suvirintojas, kitaip bus sunku pasiekti jungties tikslumą ir patikimumą.
Rankinio suvirinimo procedūra:
- Paruoškite įrangą, apžiūrėkite suvirinimo aparatą, patikrinkite jo veikimą.
- Vamzdžius nupjaukite šiek tiek ilgesniais gabalėliais, palikdami kelis milimetrus polietileno suvirinimo siūlei suformuoti.
- Nuvalykite galus, kad kraštai būtų idealiai lygūs ir užtikrintų gerą kontaktą.
- Įdėkite vamzdžių medžiagas į suvirinimo aparatą ir centruokite jas.
- Tarp suvirinamų detalių įdėkite kaitinimo elementą. Kaitinkite galus, kol jie išsilydys – kaitinimo laikas priklauso nuo medžiagos kokybės ir detalių sienelių storio.
- Nuimkite kaitinimo elementą ir nedelsdami suspauskite galus. Suspaudimui reikalinga jėga ir slėgis sukuriami svirtimi arba hidrauline pavara.
- Palaukite, kol polietileno vamzdžiai atvės. Patikrinkite suvirinimo kokybę, kad įsitikintumėte, jog nėra medžiagos sankaupų ar skersmens pokyčių.
Jei reikia suvirinti didelio skersmens gaminius, rekomenduojama naudoti automatinį suvirinimo aparatą, kuris tiksliai centruos ir sujungs sekcijas.
Siūlių kokybės kontrolė
Baigus suvirinimą, siūlės vizualiai tikrinamos dėl kokybės. Yra GOST standartai, reglamentuojantys suvirintų jungčių kokybės charakteristikas.
Reikalavimai:
- suvirinimo siūlės turi būti vienodos per visą ilgį suvirintų sekcijų išorinių paviršių lygyje;
- Leidžiami suvirinimo siūlių išsikišimai virš jungiamų paviršių, siūlės aukštis:
- kurio sienelės storis yra 5 mm - išsikišimas yra ne didesnis kaip 2,5 mm;
- 6–20 mm storio atveju maksimalus siūlės aukštis yra 5 mm;
- Jungtis turi būti tiksliai centruota; jei aptinkamas jungiamų paviršių poslinkis, jis neturi viršyti 10 % jungiamų vamzdžių sienelės storio.
Profesionalų rekomendacijos
Patyrę suvirintojai, dirbantys su HDPE vamzdžiais, pataria būti itin atsargiems suvirinimo metu ir stebėti jungčių kokybę. Jungčių sandarumas ir vamzdynų ilgaamžiškumas priklauso nuo suvirinimo tikslumo.
Profesionalų patarimai:
- Įsitikinkite, kad vamzdžio skerspjūvis neatrodo kaip elipsė – tai žymiai sumažins suvirinimo kokybę;
- Plastikinių vamzdžių valcavimo medžiagos turi būti tvirtai laikomos, kol išsilydę kraštai visiškai sukietės;
- suvirinimo siūlė turi būti vienoda, virš suvirinamų elementų paviršių išsikišusi siūlės forma; siūlės aukštis turi atitikti standartus (nurodytus aukščiau esančioje lentelėje);
- Tvirtinimo detalės su veržlėmis turi būti pritvirtintos ne daugiau kaip iki projektinės ribos, nes per didelė jėga gali pažeisti vamzdį;
- Prieš pradėdami darbą, būtinai išstudijuokite HDPE suvirinimo instrukcijas ir susipažinkite su proceso parametrais.
HDPE vamzdžiai yra moderni, prieinama medžiaga, leidžianti tiesti vamzdynus įvairiems tikslams ir konfigūracijoms. Naudojant specializuotą suvirinimo įrangą, šie gaminiai gali būti naudojami patikimiems vamzdynams kurti tiek pramoniniu, tiek rankiniu būdu.



