Nå til dags installeres ofte drivhus laget av profilrør i sommerhus. De er stabile, har lengre levetid og slipper gjennom mer lys enn drivhus av tre.
For å installere en konstruksjon laget av profilert stål, må den bøyes i en bestemt vinkel. Det virker umulig å gjøre dette uten spesialutstyr. I denne artikkelen skal vi utforske mulige metoder og forklare hvordan man bøyer firkantet profilert stål hjemme uten en rørbøyer.
- Hvilke vanskeligheter oppstår under prosessen med å bøye et profilrør?
- Hvordan påvirker formen og de tekniske egenskapene til et profilrør valget av bøyemetode?
- Slik bøyer du et profilrør uten en rørbøyer
- Hvordan bøye med forvarming (med sandfyllstoff)
- 7 måter å bøye seg på uten oppvarming (kald metode)
- 3 alternative bøyingsmuligheter
- Vi bøyer med en rørbøyer
- Slik bøyer du et profilrør 90 grader
- Hvordan unngå ovalisering
- Tips og anbefalinger
- Bøyetjenester
- Bøyeinnretninger
Hvilke vanskeligheter oppstår under prosessen med å bøye et profilrør?
Fleksibelt profilrør betyr delvis eller fullstendig bøying. Som kjent, Profilrør har høy styrke, slik at de bare kan bøyes under trykk eller ved å varme opp området som skal bøyes. Under denne prosessen virker to krefter på delen:
- kompresjon - innvendig;
- utvidelser - utvendig.
Det er nettopp i motsatt retning av disse kreftene at vanskeligheten med å jobbe når man runder et rør ligger:
- På forskjellige steder kan profilrøret reagere forskjellig på bøying, noe som vil føre til tap av justering, det vil si at individuelle seksjoner av arbeidsstykket vil være plassert på forskjellige overflater.
- Røret tåler ikke alltid strekkingen og kan bøye seg eller sprekke. Disse problemene oppstår oftest når bøyingen gjøres feil.
- Produktet kan utvikle folder som ligner korrugering.
- Styrkenivået avtar ved overoppheting og konstruksjonen blir skadet.
- Sideveggene knuses - dette skjer på grunn av for høyt trykk når arbeidsstykket passerer gjennom bøyestrukturen.
For å unngå disse problemene bør du ta hensyn til materialet rørene er laget av og størrelsen deres: veggtykkelse, diameter, bøyningsvinkel.
Hvordan påvirker formen og de tekniske egenskapene til et profilrør valget av bøyemetode?
Profilrør er ikke runde, de er rektangulære, ovale eller firkantedeFor drivhus i nærheten av et landsted anbefales det å bruke firkantede eller rektangulære modeller; de har flate vegger, noe som gjør det enklere å feste dekselet.

Utvalget av profiler er stort. De har forskjellige geometriske parametere. De viktigste er tverrsnittsstørrelse og veggtykkelse. Duktilitet er viktig, da dette bestemmer den mulige bøyeradiusen. Det er verdt å merke seg at oppvarmede profilrør øker duktiliteten deres, noe som gjør dem lettere å bøyes.
Det finnes to teknologiske metoder:
- "kald" - uten eksponering for temperatur;
- «varmt» – området er forvarmet.
Videre har lavlegerte og karbonbaserte rør økt elastisitet og kan fjære tilbake når de bøyes, så de brukes ikke til drivhusbygging. Profilrør med en diameter på 2 mm anbefales ikke, da de har lav styrke ved bøyningspunktet.
Det finnes ingen strenge standarder for valg av metode for bøying av firkantede rør, det finnes bare ovalDisse standardene gjelder for varmsveisede rør over 100 mm, men gjelder ikke for profilerte produkter.
Fagfolk foreslår å bruke den "kalde" metoden for valset rørformet materiale med en diameter på mindre enn 10 mm, og bøye det under varme for de med en diameter på 40 mm og over.
Det anbefales å utføre en testbøying hjemme: klem den ene enden av det formede røret fast i en skrustikke, og plasser et rør med større diameter på den andre. Denne "skulderen" bør strammes mens arbeidsstykket bøys. Hvis det bøyer seg lett, er oppvarming unødvendig. Hvilken av disse metodene du skal bruke for å bøye det formede røret hjemme, er opp til deg.
Bøyemetoder i henhold til rørmaterialetype, for:
- valset metall - sveiset, med skjæring ved hjelp av en kvern;
- stål - med oppvarming;
- plast eller aluminium - hvilket som helst alternativ, siden materialet er mykt.

Firkantede valsede metallprodukter varierer i tverrsnitt og veggstørrelse. Disse faktorene påvirker bøyevinkelen.
Det finnes en rekke tekniske nyanser knyttet til dette problemet. Men det er ikke nødvendig å kunne dem alle for å gjøre lekser. Det er viktig å være oppmerksom på følgende aspekter.
- Tynne produkter med et tverrsnitt på opptil 20 mm må bøyes uten rørbøyer i et område som er 2,5 ganger lengre enn selve rørets høyde.
- Tykt valset metall kan bøyes i en sone som er tre ganger lengre enn tverrsnittet. Hvis dette ignoreres, vil metallet sprekke utvendig eller deformeres innvendig.
- Å bøye et firkantrør er farlig på én måte: det kan forårsake brudd på operasjonsstedet, noe som resulterer i at delen blir avvist.
- Begrensningsbetingelsen er følgende forhold: minimumsradiusen må ikke være mindre enn to og en halv ganger bøyetverrsnittet. For eksempel, for et 40 mm tykt produkt, er minimum innvendig radius 40 x 2,5 = 100 mm.
Før du bøyer et stålprofilrør, bør du huske én regel til.

Produktet har en tendens til å gå tilbake til sin opprinnelige form etter å ha blitt formet. Derfor er det best å bøye det litt mer enn mønsteret krever. Hvis du bøyer arbeidsstykket litt mer, vil den endelige avrundingen samsvare med mønsterets spesifikasjoner.
Alle disse forholdene må tas i betraktning før arbeidet starter, ellers er det nytteløst å håpe på et resultat av høy kvalitet.
Slik bøyer du et profilrør uten en rørbøyer
Vanligvis brukes små profilrør når man bygger overbygg eller drivhuskonstruksjoner på en sommerhytte. Nøyaktigheten til bøyningsvinkelen er ikke kritisk, så improviserte verktøy er egnet for bøying.
Selvfølgelig er det bedre å utføre denne prosedyren i et eget rom der det er en arbeidsbenk og diverse verktøy.
Du må også forberede spesielle klær; det vil beskytte deg mot støv, spon, gnister og når du arbeider med en blåsebrenner.
Hvis du gjør en bøy hjemme, må du vurdere:
- Mengden bøyning.
- Produksjonsmaterialer.
- Veggenes tykkelse.
- Del.
Deformasjonen av valsede profilprodukter utføres innenfor de tillatte grensene som er satt for tverrsnitt og veggtykkelse.
Under arbeid er det nødvendig å sørge for at tverrsnittet ikke flater ut og at det ikke oppstår indre brudd.

Hvordan bøye med forvarming (med sandfyllstoff)
For å oppnå en jevn bøyning av høy kvalitet på et profilrør når du bruker den "varme" metoden, fyll først stykket med sand. Siden arbeidet vil involvere varmt metall, er det nødvendig å bruke lerretshansker.
Steg for steg ser det slik ut å bøye et firkantet produkt:
- En trekile settes inn i dysen i den ene enden. Lengden skal være 10 ganger bredden på basen. Basens areal er lik det dobbelte av arealet av hullet i arbeidsstykket den skal dekke.
- Finkornet sand helles i røret, siktes først og tørkes (bakes ved 150 grader Celsius). En trakt brukes til å fylle profilen med sand. For å sikre en tett og jevn fordeling helles den i porsjoner. Under denne prosessen bankes veggene på delen med en trehammer.

- En kile slås også inn fra den andre siden.
- Pluggene må samsvare med profilens innvendige mål. En av dem har fire langsgående spor skåret inn i seg for å slippe ut gassen som produseres når sanden varmes opp.
- Stedet som skal bøyes er markert med kritt.
- Profilemnet klemmes fast i en skrustikke. Hvis produktet har en sveis, skal den være på siden.
- Stedet som er merket med kritt varmes opp med en gassbrenner til det er rødt.
- Bøy den firkantede profilen forsiktig, uten brå bevegelser, men med kraft. Dette gjøres i ett skjær.
- Deretter må delene avkjøles, og resultatet må sammenlignes med malen.
- Hvis bøyingen er riktig utført, fjernes pluggene og sanden helles ut.
Hvis du bøyer et firkantrør med sveiser, må de plasseres på utsiden av bøyen, ikke på innsiden, ellers vil sveisen løsne.
Denne metoden er kun egnet for å lage en hjørnebøyning én gang. Gjentatt oppvarming vil føre til at metallet mister styrke.
Det er mulig å bøye et rørprodukt fylt med sand uten å varme det opp, men dette er en mer kompleks prosess.
7 måter å bøye seg på uten oppvarming (kald metode)
Du kan bøye et profilrør ved hjelp av den "kalde" teknikken, bruke forskjellige verktøy og uten forvarming. La oss se på hvordan du bøyer et profilrør selv uten oppvarming.
- Bøy med fylling - vannDette alternativet er rimeligere, krever ingen oppvarming og er designet for tynne duraluminium- og messingrør. Det er spesielt praktisk å bruke om vinteren når temperaturen faller under frysepunktet.
Prosedyren er ikke komplisert:
- den ene enden av arbeidsstykket er forseglet med en plugg;
- fra den andre enden helles vann inn i delen, og den forsegles også;
- profilen tas ut og oppbevares i kulden til vannet fryser;
- røret bøyer seg, når vannet er frosset i det er dette enkelt;
- Produktet bringes til et varmt sted, væsken tines og vannet helles av.
Metoden anbefales for rør laget av ikke-jernholdige metaller, da de ikke er utsatt for korrosjon.
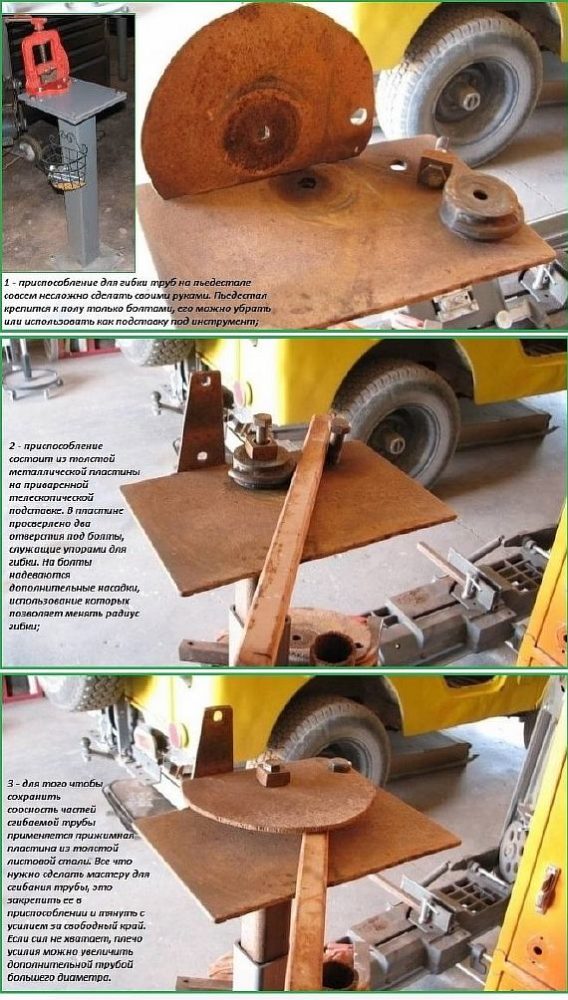
2. Med bøyeplate — Denne metoden er utviklet for bøying av firkantede stål- eller aluminiumsrør. Platen er et panel laget av en tykk metallplate. Den sveises til en stolpe montert på en provisorisk plattform. Bøyingen krever flere trinn.
- bor hull i platen for bolter, de vil tjene som et stopp for røret;
- Plasser en dyse på en bolt; den er nødvendig for å justere bøyevinkelen;
- For å sikre justeringen av rørseksjonene som ligger inntil bøyen, bør en metallplate festet med bolter plasseres over den.
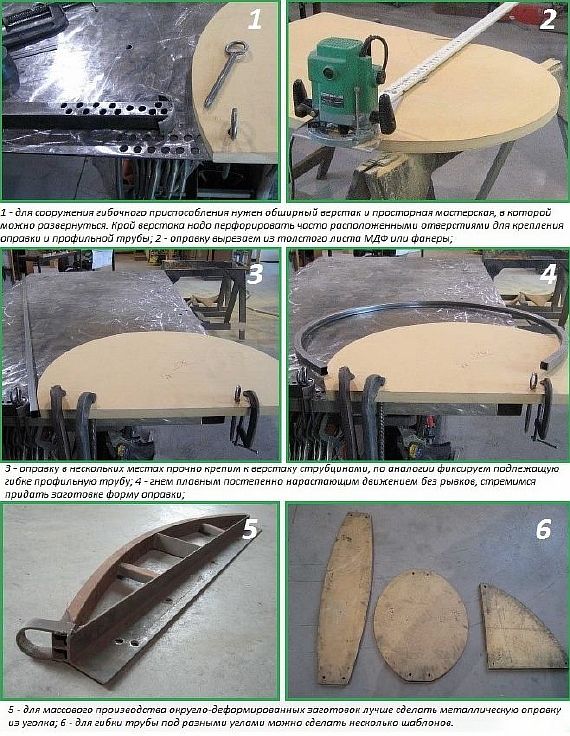
3. Dornbøying — Passer for profilrør med en vegghøyde på ikke mer enn 25 mm. Denne utførelsen plasseres best på en arbeidsbenk. Bor hyppige hull langs kanten for å feste doren og profilrøret.
- Bøyegraden justeres ved hjelp av en mal laget av kryssfiner eller metallvinkel. Ved å påføre fysisk kraft plasseres delen på doren, slik at den får ønsket bøyevinkel.
4. Bruk av en kvern - Denne metoden lar deg ikke lage en perfekt halvsirkel, siden bøyningen består av flere rette segmenter, de er plassert i forskjellige vinkler.
- Metoden innebærer å lage tverrsnitt (vanligvis tre) med en slipemaskin på stedet for den planlagte bøyningen. Jo mindre bøyvinkelen er, desto større antall snitt.
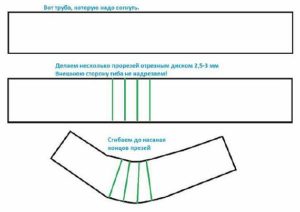
- Deretter må røret bøyes ved kuttpunktene – dette kan gjøres uten å bruke for mye kraft, og kuttene bør sveises.
- Hvis sveisesømmene er godt polerte, vil produktet se ganske anstendig ut, uten folder, og vil ikke miste sin styrke.
5. Med en fjær — en enkel bøyeteknikk. En fjær er laget av 2 mm tråd. Den må bøyes til rørledningens form slik at hver seksjon er 2–3 mm mindre enn røret på den tilsvarende siden, slik at den kan bevege seg lett innenfor profilen.
- Den ferdige fjæren skal settes inn i delen og deretter bøyes til ønsket vinkel. Om ønskelig kan bøyepunktet varmes opp for å forenkle prosessen. For å gjøre det enklere å fjerne fjæren fra delen, knyttes en ståltråd til enden.
6. Bruk av en rulleaksel Denne metoden er utviklet for rør med en størrelse fra 10 til 25 mm. For å bøye et rektangulært rør må det klemmes fast i en skrustikke. Deretter brukes en spesiell rulle til å bøye delen ved å påføre kraft. Denne enheten produserer en bøyning av høy kvalitet, men krever fysisk styrke.
7. Bruk av en spak - det er et tre- eller metallhåndtak, i den nedre delen er det en dyse med et hull.
For å bøye arbeidsstykket må det settes inn i hullet opp til bøyepunktet. Deretter trekkes spaken tilbake, og denne handlingen bøyer røret. Denne metoden er ikke presis, men den er egnet for bøying av drivhusprofiler. Se hvordan du kan lage et drivhus selv.

3 alternative bøyingsmuligheter
Det finnes flere alternative enkle metoder for å bøye et profilrør til ønsket radius:
- Smiing — slå med en tung hammer. Dette krever en ambolt med avrundet topp. Arbeidsstykket må festes til ambolten med klemmer. Slå deretter på arbeidsstykket uten å bruke for mye kraft for å unngå å flate det ut.
- I henhold til mønstre — Du trenger en asfalt- eller betongoverflate hvor du skal markere omrisset av den fremtidige buen. Deretter slår du inn armeringsjernene og fester profilen til den første. Når du bøyer, sveiser du emnet til armeringen, og når du er ferdig, kutter du jernene med en slipemaskin.
- Utleie under undertrykkelse — Dette krever et kjøretøy med sidemonterte hjul. Profilen plasseres i et forberedt spor av stål eller betong, og hjulet rulles over arbeidsstykket. Aksialjusteringen bør kontrolleres ved hjelp av metallføringer.
Vi bøyer med en rørbøyer
Hvis profilrør med stor diameter brukes til å bygge et drivhus, vil det være vanskelig å bøye dem manuelt. Vi anbefaler at du gjør deg kjent med med instruksjoner om hvordan du lager en standard rørbøyer selv, designen består av et drivhjul (det beveger seg langs kantene og bøyer røret i ønsket vinkel), en ramme, et transportbånd og klemmeelementer.
En rørbøyer kan være:
- Manuell – designet for småskalaarbeid. Arbeidsstykket plasseres i et transportbånd og klemmes fast av en rulle. Hjulet roteres av et håndtak, noe som resulterer i bøyeprosessen.
- Elektrisk – utstyret anbefales for tykkere profilrør. Enheten er elektrisk drevet, og hjulet drives av en elektrisk motor, noe som eliminerer behovet for manuelt arbeid. Driftsprinsippet ligner det forrige: profilen mates inn i et transportbånd, og når den passerer gjennom klemmesonen, bøyes den.

Når du bruker denne enheten, opplever rørets hjørner, både innvendig og utvendig, likt trykk, slik at bøyningen er av høy kvalitet og ikke sprekker.
Slik bøyer du et profilrør 90 grader
Profilrør med 90-graders sving har ingen skarpe hjørner og ser estetisk tiltalende ut.
Først må du klargjøre verktøyene - en sveisemaskin, en vinkelsliper og skiver.
La oss se på prosessen med å bøye en profil trinn for trinn.
- Bøyepunktet er markert på arbeidsstykket, og krysslinjer er markert på alle sider. Halve bredden måles, og størrelsen er markert på den første linjen og på alle krysslinjer.

- Radiuslinjer tegnes med et kompass eller en annen rund gjenstand. Disse linjene tegnes på begge sider, og området som skal fjernes er også markert.

- Det lages kutt på den ene siden mellom de to merkene. Deretter fjernes de to sidestykkene.

- Arbeidsstykket bøyes litt bakover, deretter innover. Resultatet er en rett vinkel på innsiden og en avrundet vinkel på utsiden.


- Ved hjelp av en sveisemaskin gripes bøyeseksjonen på begge sider, hvoretter alle sømmer sveises.

- Slaggen fjernes og skjøtene bearbeides med en lamellslipeskive.

Denne metoden er egnet for å bøye en profil av alle størrelser med egne hender.
Hvordan unngå ovalisering
Ved kaldbøying er det noen finesser som må tas i betraktning for å opprettholde profilens tverrsnitt. For dette formålet er det installert begrensere:
- intern - tillater ikke at rørledningen smalner;
- utvendig - det tillater ikke at sideveggene utvider seg.
Det anbefales å bruke et stivt materiale som begrenser; det holder formen godt.
Når man bygger et drivhus fra et profilrør, er det ikke nødvendig å opprettholde en presis bøyeradius, så det er ikke nødvendig å bruke penger på en dyr maskin.
Enhver altmuligmann vil ha en for hånden. Ved å bruke den kan du lage et ganske anstendig drivhus til dachaen din.
Tips og anbefalinger
Når du trener fleksibilitet, må du ta hensyn til en rekke omstendigheter:
- Når du kjøper en profil, sørg for at de alle har samme størrelse, stålkvalitet og tilhører samme leveringsparti;
- Når du bruker sveisede profiler, orienter siden med sømmen mot den indre radiusen, ellers kan den brekke;
- Når du arbeider med en kvern, ikke glem å bruke verneutstyr som briller eller maske;
- Det bør tas i betraktning at endeseksjonene ikke alltid kan bøyes til ønsket størrelse, derfor må lengden tas i betraktning når man beregner lengden på arbeidsstykket, og slike deler må kuttes av etter at delen er dannet.
- Det er nødvendig å utføre korrosjonsbeskyttelse av metallet og fortsette å gjøre det regelmessig i fremtiden.
Bøyetjenester
En slik tjeneste kunne ikke unngå å bli et eget område for forretningsutvikling, siden det i en industriell versjon innebærer bruk av ganske komplekst teknologisk utstyr.
Bøyetjenester er også tilgjengelige på markedet, og tilbyr både radiusbøying og buebøying. Dette skillet gjøres fordi hver operasjon krever spesifikt utstyr. I førstnevnte tilfelle er det en rørbøyer, mens i sistnevnte er det en trevalsemaskin.
Det må innrømmes at prisene for å utføre slike operasjoner er ganske rimelige:
- kostnaden for ett hjørnebøy er 30 rubler;
- En lineær meter med buet spenn vil også koste 30 rubler.
Sammenlignet med kostnadene for metall og levering av materialer i Moskva-regionen, er dette praktisk talt ingenting.
Bøyeinnretninger
Strukturens utforming avhenger av diametrene som må håndteres.

For valsede rørformede materialer med en diameter på opptil 20 mm kan det lages en enkel innretning bestående av stålpinner som settes inn i en betongplate. Røret, som settes inn mellom pinnene, bøyes til de nødvendige dimensjonene.
Men når diameteren overstiger 20 mm, må mer komplekse strukturer utvikles for konstruksjon.
Alternativt kan et par ruller med runde sideflater festes til en stabil, kraftig base. Radien til denne rulleflaten må samsvare med diameteren til det rullede rørformede produktet som skal bøyes.

Arbeidsstykket settes inn mellom rullene, og enden festes. Den andre enden festes til vinsjen, som deretter aktiveres. Når vinkelen på røret når ønsket verdi, stoppes vinsjen.
Hele prosessen med å lage denne rørbøyeren må deles inn i følgende trinn.
- Gir og lagre må festes til akslingene. Gir sikres med en nøkkel. Det anbefales å kjøpe lagre komplett med lagerstøtter.
- Gir og kjede passer til alle biler.
- Ved hjelp av en sveisemaskin sveises basen og trykkakselen skrus fast til den.
- Deretter sveises fjærmutterne og plattformen til dem på.
- Støtteakslene er skrudd fast i bunnen.
- En spenningskjede blir konstruert.
- På siste trinn festes håndtaket til skaftet (det anbefales å bruke et håndtak som roterer).
Denne enheten utfører raskt deformasjon ved å føre et valset rørprodukt gjennom den.



