Plastikowe rury wodociągowe wykonane z polipropylenu cieszą się coraz większą popularnością, m.in. dlatego, że technologia ich montażu jest bardzo prosta i można ją wykonać samodzielnie.
Plastikowe rury wodociągowe wykonane z polipropylenu cieszą się coraz większą popularnością, m.in. dlatego, że technologia ich montażu jest bardzo prosta i można ją wykonać samodzielnie.
Aby tego jednak dokonać, trzeba wiedzieć, jak prawidłowo lutować rury polipropylenowe, bo to jest główna czynność decydująca o trwałości całego systemu.
Montaż rur z tworzyw sztucznych do okablowania wewnętrznego jest stosunkowo prostym, ale pracochłonnym procesem, dlatego najpierw należy dowiedzieć się, jak prawidłowo lutować polipropylen.
- Właściwości polipropylenu
- Które produkty polipropylenowe powinieneś wybrać?
- Sprzęt do instalacji polipropylenu
- Przygotowanie do montażu instalacji wodociągowej z rur polipropylenowych
- Wybór schematu połączeń
- Warunki temperatury pracy
- Jak samodzielnie lutować rury polipropylenowe
- Jak prawidłowo lutować metodą dyfuzyjną – instrukcja krok po kroku
- Jak lutować metodą gniazdową
- Lutowanie metodą końcową
- Jak prawidłowo lutować polipropylen zbrojony
- Spawanie na zimno połączeń polipropylenowych
- Łączenie rur polipropylenowych z elektrokształtkami
- Lutowanie rur w trudno dostępnych miejscach
- Montujemy siodła do instalacji wodno-kanalizacyjnej
- Film instruktażowy jak wybrać spawarkę do polipropylenu
Właściwości polipropylenu
 Polipropylen, jeden z wielu materiałów w rodzinie tworzyw sztucznych, powstaje w wyniku polimeryzacji dwóch gazów, etylenu i propylenu, zmieszanych w określonych proporcjach. W rezultacie powstają granulki, które są następnie wytłaczane w celu uzyskania różnych produktów.
Polipropylen, jeden z wielu materiałów w rodzinie tworzyw sztucznych, powstaje w wyniku polimeryzacji dwóch gazów, etylenu i propylenu, zmieszanych w określonych proporcjach. W rezultacie powstają granulki, które są następnie wytłaczane w celu uzyskania różnych produktów.
Produkty do zaopatrzenia w wodę wykonane są z tworzywa sztucznego PPR, które charakteryzuje się następującymi właściwościami:
- zakres temperatur pracy od -10 do +90 stopni;
- plastik zaczyna się topić w temperaturze 149 stopni;
- ciśnienie nominalne od 1,5 do 2,5 atmosfery.
 Wymienione parametry są odpowiednie dla dostaw zimnej wody, ale zapotrzebowanie na szerszy zakres charakterystyk jest oczywiste. Dlatego też podejmowane są działania technologiczne mające na celu ich poprawę.
Wymienione parametry są odpowiednie dla dostaw zimnej wody, ale zapotrzebowanie na szerszy zakres charakterystyk jest oczywiste. Dlatego też podejmowane są działania technologiczne mające na celu ich poprawę.
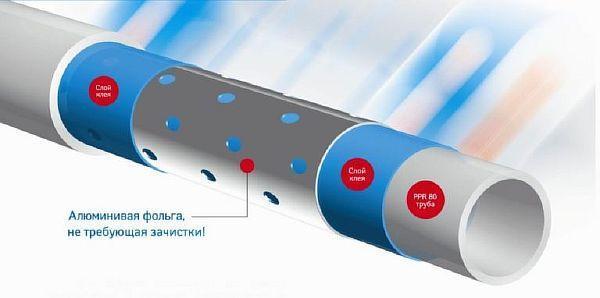
Jedną z metod jest wzmocnienie ścianek włóknem szklanym lub aluminium. Polega to na nałożeniu na gotową rurę warstwy folii z włókna szklanego lub aluminium, a następnie kolejnej warstwy polipropylenu.
Dzięki tej konstrukcji jesteśmy w stanie produkować rury polipropylenowe, które nadają się również do stosowania w instalacjach grzewczych i ciepłej wody użytkowej.

Radykalną metodą wzmacniania wyrobów polipropylenowych jest nakładanie warstwy metalowej. W tym celu stosuje się folię aluminiową w formie pasków.
Jest on nawijany na przedmiot obrabiany spiralnie na warstwie kleju, a następnie druga warstwa kleju jest nakładana na folię metalową. Zewnętrzna powłoka jest wykonana z tego samego polipropylenu.
Tego typu produkty nadają się do stosowania w systemach zaopatrzenia w wodę o wysokim ciśnieniu do 6 atmosfer.
Które produkty polipropylenowe powinieneś wybrać?
W przypadku niskociśnieniowych sieci zaopatrzenia w zimną wodę, produkty PN16 są najbardziej praktyczne. Z łatwością wytrzymują ciśnienie do 2 atmosfer w temperaturach do +40°C. Jest to wystarczające, aby wytrzymać obciążenia instalacji wodociągowej w domu prywatnym lub systemu nawadniającego w szklarni lub ogrodzie warzywnym.
Bardziej odporne na różnego rodzaju uderzenia są produkty polipropylenowe marki PN20, które uważane są za uniwersalne i można je stosować m.in. do ogrzewania z temperaturą czynnika chłodzącego do 95 stopni.
Jednak najbardziej niezawodne rury do każdego systemu zaopatrzenia w wodę to rury PN25, wzmacniane aluminium lub włóknem szklanym.
Sprzęt do instalacji polipropylenu
Rury wodociągowe z polipropylenu mają specyficzne wymagania montażowe, wynikające z właściwości materiału źródłowego. Przed lutowaniem rur polipropylenowych należy zakupić specjalistyczne narzędzia.
 Zestaw nie jest zbyt rozbudowany, ale zawiera kilka urządzeń, które służą wyłącznie do tego procesu:
Zestaw nie jest zbyt rozbudowany, ale zawiera kilka urządzeń, które służą wyłącznie do tego procesu:
Nożyczki do cięcia wyrobów z polipropylenu. Są niezbędne do zapewnienia idealnie prostopadłego cięcia. Jeśli podczas lutowania powstanie szczelina w spoinie, istnieje ryzyko wycieku.
Golarka to urządzenie służące do czyszczenia powierzchni produktów przed lutowaniem. Bez tego urządzenia lutowanie rur polipropylenowych, nawet wzmocnionych dowolnymi materiałami, jest niemożliwe. Dzieje się tak, ponieważ lutowanie polietylenu odbywa się metodą dyfuzyjną, polegającą na wzajemnym przenikaniu się stopionego materiału.
 Oczywiście aluminium ani włókno szklane nie nadają się do tego celu. Narzędzie to można również wykorzystać do sfazowania końców łączonych elementów pod kątem 45 stopni, aby ułatwić łączenie podczas lutowania.
Oczywiście aluminium ani włókno szklane nie nadają się do tego celu. Narzędzie to można również wykorzystać do sfazowania końców łączonych elementów pod kątem 45 stopni, aby ułatwić łączenie podczas lutowania.
Istnieje wiele rozwiązań konstrukcyjnych tego urządzenia, dlatego kupując narzędzie masz gwarancję szerokiego wyboru.
Lutownica. Podstawowe narzędzie do lutowania rur wodociągowych z polipropylenu. Jej rdzeniem jest płytka, do której mocowane są wymienne tuleje o różnych rozmiarach. Dysze te występują parami – jedna do złączki, druga do rury.

Łączone elementy montuje się na wymiennym narzędziu. Urządzenie uruchamia się za pomocą rączki, w której znajduje się również regulator temperatury. Czas nagrzewania łączonych elementów wynosi 6 sekund lub więcej.
Zalecenia dotyczące tego parametru podano w specyfikacji lutownicy. Elementy są podgrzewane do temperatury topnienia i trzymane razem przez maksymalnie 30 sekund. W tym czasie materiał stygnie, aż do utwardzenia.
Zazwyczaj w zestawie narzędzi znajduje się także śrubokręt do instalowania wymiennego narzędzia, marker do zaznaczania i taśma miernicza do wykonywania pomiarów.
Przygotowanie do montażu instalacji wodociągowej z rur polipropylenowych
Można śmiało powiedzieć, że dobre przygotowanie instalacji elektrycznej do montażu w dużej mierze decyduje o jej funkcjonalności i trwałości.
Ponadto jednym z głównych celów tych działań jest obliczenie rzeczywistego zapotrzebowania na elementy zaopatrzenia w wodę.
Wybór schematu połączeń
Obecnie stosuje się dwa główne schematy instalacji rurowej:
Trójnik — w tym systemie każdy odbiorca wody jest podłączony do centralnej rury połączonej z pionem. W tym celu stosuje się trójniki.
Wadą tego schematu jest fakt, że, że gdy są otwarte jednocześnie kilka kranów, ciśnienie w rurze doprowadzającej gwałtownie spada a przepływ wody w każdym z nich maleje. Szczególnie narażone są punkty poboru wody położone daleko od pionu.
Drugim negatywnym aspektem jest to, że jeśli zajdzie potrzeba przeprowadzenia rutynowych napraw, cały system zaopatrzenia w wodę musi zostać na ten czas wyłączony.

Systemy trójnikowe stosowane są w mieszkaniach i małych domach prywatnych. Ich zaletami są łatwość montażu i stosunkowo niskie zużycie materiałów.
Schemat okablowania kolektoraTa metoda tworzenia sieci wodociągowej polega na poprowadzeniu rury doprowadzającej od pionu do środka topograficznego systemu wodociągowego i zakończeniu jej zainstalowaniem grzebienia.
Rozdzielacz to krótka rura z gwintowanymi króćcami, na których zamontowany jest zawór kulowy. Tworzy on jednostkę dystrybucyjną, z której woda jest przesyłana do punktów poboru.
Dzięki temu możliwe jest indywidualne odcięcie poboru wody w dowolnym punkcie. Reszta systemu nadal działa normalnie, z tym samym przepływem wody.

Warunki temperatury pracy
Producenci wyrobów hydraulicznych deklarują maksymalną temperaturę czynnika chłodzącego 95 stopni Celsjusza. Jednak właściwości fizyczne materiału nieco odbiegają od tej wartości.
Polipropylen zaczyna mięknąć w temperaturze około 140 stopni Celsjusza i topi się w temperaturze 175 stopni Celsjusza. Biorąc pod uwagę te parametry, można stwierdzić, że materiał ten nadaje się do wszystkich systemów grzewczych, z wyjątkiem parowych.
Temperatura robocza w rurociągach parowych wynosi dokładnie 175 stopni.
Wydawałoby się, że co może być lepszego? Ale cechą charakterystyczną tego materiału jest to, że zmienia się w zależności od temperatury. W temperaturze 135 stopni zaczyna mięknąć.Przewody zaczynają zwisać, stają się cieńsze i w końcu pękają.
Producenci rur polipropylenowych oficjalnie deklarują znacznie niższą dopuszczalną temperaturę, chcąc ubezpieczyć swoje produkty i uczynić je trwalszymi.
Należy zauważyć, że w prawidłowo wyposażonym domu z odpowiednią izolacją termiczną ścian, taka temperatura robocza jest w zupełności wystarczająca.
Warto zaznaczyć, że w systemach grzewczych wskazane jest stosowanie rur polipropylenowych zbrojonych, które posiadają szereg zalet:
- Stabilna rozszerzalność liniowa elementów instalacyjnych pod wpływem obciążeń termicznych i mechanicznych. Wytrzymują ciśnienie do 10 atmosfer bez zauważalnych zmian.
- Trwałość rurociągu zbrojonego, poddanego stałemu ciśnieniu w podwyższonej temperaturze, jest kilkukrotnie dłuższa niż rurociągu niewzmocnionego.
- Temperatura topnienia obu produktów jest taka sama, ale w tych samych warunkach rura bez zbrojenia ulegnie załamaniu, podczas gdy zbrojona nie.
Jak samodzielnie lutować rury polipropylenowe
Proces lutowania wyrobów polipropylenowych jest prosty i dlatego znalazł szerokie zastosowanie w instalacjach ciepłej i zimnej wody oraz w systemach grzewczych.
Istnieją jednak pewne niuanse, które musisz znać i brać pod uwagę w swojej pracy.
Jak prawidłowo lutować metodą dyfuzyjną – instrukcja krok po kroku
Proces lutowania polega na stopieniu powierzchni elementu do określonej głębokości. Po połączeniu dwóch elementów w tym stanie i pozostawieniu ich do ostygnięcia, materiał powraca do stanu pierwotnego i przyjmuje pierwotną strukturę.

Wykonanie połączenia obejmuje następujące operacje technologiczne:
- Przytnij rurę do wymaganej długości za pomocą specjalnych nożyczek.
- Sfazować pod kątem 45 stopni na obu końcach.
- Wyczyść i odtłuść powierzchnie przeznaczone do spawania na zewnątrz przedmiotu obrabianego oraz wewnątrz złączki.
- Zamontuj na lutownicy dysze o wymaganym rozmiarze.
- Włącz lutownicę i podgrzewaj łączone elementy przez czas podany w instrukcji.
- Wyjmij części z lutownicy i połącz je w żądanej pozycji. Przytrzymaj je w tej pozycji, aż całkowicie ostygną.
Należy zwrócić szczególną uwagę na czas nagrzewania. Aby zapewnić wysoką jakość połączenia, pod stopionym tworzywem sztucznym musi znajdować się solidna podstawa. Pozwoli to na współosiowe dopasowanie elementów. Jeśli elementy zostaną przegrzane, a tworzywo sztuczne zmięknie na całej swojej grubości, ich połączenie będzie niemożliwe; po prostu się zapadną.
Dlatego producenci narzędzi zalecają oddzielne odstępy czasu dla każdego rozmiaru.

Poniższa tabela pokazuje, ile czasu potrzeba na ukończenie każdego etapu montażu na wysokim poziomie. Jak widać, warunki są dość rygorystyczne.
Jeśli lutujesz samodzielnie, ważne jest, aby przed rozpoczęciem pracy wykonać kilka połączeń próbnych, aby ocenić trwałość materiałów tymczasowych.
Ważne jest również, aby zwrócić uwagę na dokładność ustawienia osiowego podczas łączenia części. Pozostanie tylko kilka sekund na inspekcję i korektę.
Jak lutować metodą gniazdową
Ta metoda łączenia służy do łączenia elementów w celu przedłużenia odcinków prostych. W tym celu stosuje się złączkę.
Lutowanie metodą końcową
 Częściej nazywa się to spawaniem. Zasada działania pozostaje ta sama: stopienie materiału, ściśnięcie obu końców w specjalnym mechanizmie i schłodzenie. Ta metoda łączenia jest stosowana do elementów o średnicy powyżej 63 milimetrów.
Częściej nazywa się to spawaniem. Zasada działania pozostaje ta sama: stopienie materiału, ściśnięcie obu końców w specjalnym mechanizmie i schłodzenie. Ta metoda łączenia jest stosowana do elementów o średnicy powyżej 63 milimetrów.
Spawanie doczołowe tą technologią może być z powodzeniem stosowane w terenie. Jak równomiernie spawać rury polipropylenowe?
W tym celu konieczne jest przeprowadzenie wstępnej obróbki mechanicznej końców, zapewniającej całkowitą równoległość łączonych końców.
Jak prawidłowo lutować polipropylen zbrojony
Warstwa wzmacniająca wzmacnia strukturę rury polipropylenowej. Tworzy ona pewną barierę uniemożliwiającą łączenie poszczególnych elementów. Wkładka wzmacniająca zapobiega dyfuzji materiału, co prowadzi do niestabilności połączenia.
Jedynym sposobem na zapewnienie solidnego połączenia jest usunięcie warstwy wzmacniającej. Usuwanie warstwy zewnętrznej i wzmacniającej odbywa się za pomocą specjalnego narzędzia zwanego strzygarką.
Po oczyszczeniu warstwy wierzchniej należy dokładnie usunąć zadziory i oczyścić powierzchnię z zanieczyszczeń, po czym można przystąpić do lutowania, wykorzystując technologię opisaną powyżej.
Aby zrozumieć, w jakiej temperaturze należy lutować polipropylen zbrojony, należy wziąć pod uwagę, że jego struktura nie różni się od struktury zwykłych rur, a warunki lutowania są takie same.
Spawanie na zimno połączeń polipropylenowych
 Ten dwuskładnikowy klej epoksydowy zyskał popularność dzięki swojej skuteczności. Łatwość użycia jest atrakcyjna – wystarczy ugnieść niewielką ilość kleju i nałożyć ją na klejone powierzchnie. Mieszanka utwardza się w ciągu około 10 minut, a pełne wiązanie następuje po około godzinie.
Ten dwuskładnikowy klej epoksydowy zyskał popularność dzięki swojej skuteczności. Łatwość użycia jest atrakcyjna – wystarczy ugnieść niewielką ilość kleju i nałożyć ją na klejone powierzchnie. Mieszanka utwardza się w ciągu około 10 minut, a pełne wiązanie następuje po około godzinie.
Właściwości fizyczne kleju nie pozwalają na jego stosowanie na rurach ciepłej wody ani instalacjach grzewczych. Nadaje się wyłącznie do instalacji wodno-kanalizacyjnych.
Łączenie rur polipropylenowych z elektrokształtkami
Ta metoda montażu jest szeroko stosowana w przemyśle. Do wykonywania połączeń używa się złączek elektrotechnicznych. Element grzejny jest montowany w korpusie elementu podczas produkcji.
 System montuje się bez lutowania, ale każda złączka jest podłączona do sieci elektrycznej. Zasilanie jest włączane dopiero po zakończeniu okablowania.
System montuje się bez lutowania, ale każda złączka jest podłączona do sieci elektrycznej. Zasilanie jest włączane dopiero po zakończeniu okablowania.
Pod wpływem prądu elementy grzejne topią stykające się elementy do wymaganej temperatury, a wyłącznik automatycznie się wyłącza. Po ostygnięciu elementów cała sieć lub jej część lokalna jest gotowa do pracy.
Zastosowanie tej metody instalacji znacząco zwiększa wydajność i eliminuje czynnik ludzki podczas pracy. Dzięki temu jakość połączeń jest spójna w całej sieci wodociągowej.
Technologia ta pozwala na wysokiej jakości montaż elementów rurociągów w miejscach trudno dostępnych.
Lutowanie rur w trudno dostępnych miejscach
Podczas montażu skomplikowanej instalacji hydraulicznej lub grzewczej, dostęp do miejsca lutowania może być utrudniony. Jak lutować rury polipropylenowe w trudno dostępnych miejscach?
Podczas przygotowań cała sieć musi zostać podzielona na pojedyncze węzły, które można połączyć na stole warsztatowym. Gotowe odgałęzienia są następnie spawane do systemu w dwóch lub trzech punktach. Następujące sekcje można uznać za trudne w montażu:
- rurociągi umieszczone pod sufitem;
- w miejscach, gdzie nie ma możliwości umieszczenia lutownicy.
Najlepszym sposobem na uniknięcie trudności w tym przypadku jest zapobieganie ich powstawaniu. Aby to zrobić, należy dokładnie przemyśleć kolejność montażu, wykonując złożone elementy na stole warsztatowym, a nie ręcznie. Jeśli to niemożliwe, lepiej skorzystać z instalacji elektrycznej.
Zazwyczaj tego typu trudności wynikają z błędów projektowych. Sprawna instalacja jest kluczowym wymogiem dla projektanta.
Montujemy siodła do instalacji wodno-kanalizacyjnej
Ten element rurociągu służy do utworzenia dodatkowego odgałęzienia, a potrzeba jego montażu pojawia się zazwyczaj podczas napraw istniejących układów dystrybucyjnych.
Aby to zrobić potrzebujesz:
- Rzemieślnik musi wywiercić otwór o wymaganej średnicy w ściance istniejącej rury, usunąć zadziory i sfazować go.

- Łączone ze sobą elementy podgrzewane są przy użyciu lutownicy, z wykorzystaniem tradycyjnej technologii.

- Siodło (element mocujący) ściśle przylega do otworu w rurze.

Taka metoda tworzenia dodatkowych odgałęzień w systemie wodociągowym wykonanym z rur polipropylenowych pozwala na ciągłą rozbudowę sieci przy minimalnym nakładzie pracy.
Wiedza o tym, jak prawidłowo lutować polipropylen, pozwoli na łatwą instalację rurociągów o dowolnej długości i stopniu skomplikowania.