V súčasnosti sa na letných chatkách často inštalujú skleníky vyrobené z profilových rúr. Sú stabilné, majú dlhšiu životnosť a prepúšťajú viac svetla ako drevené.
Na inštaláciu konštrukcie z profilovanej ocele je potrebné ju ohnúť pod určitým uhlom. Zdá sa, že to nie je možné urobiť bez špeciálneho vybavenia. V tomto článku preskúmame možné metódy a vysvetlíme, ako ohýbať štvorcové profilované oceľové rúry doma bez ohýbačky rúrok.
- Aké ťažkosti vznikajú počas procesu ohýbania profilovej rúry?
- Ako tvar a technické vlastnosti profilovej rúry ovplyvňujú výber metódy ohýbania?
- Ako ohnúť profilovú rúru bez ohýbačky rúrok
- Ako ohýbať s predhrevom (s pieskovým plnivom)
- 7 spôsobov ohýbania bez zahrievania (studená metóda)
- 3 alternatívne možnosti ohýbania
- Ohýbame pomocou ohýbačky rúrok
- Ako ohnúť profilovú rúru o 90 stupňov
- Ako sa vyhnúť ovalizácii
- Tipy a odporúčania
- Ohýbacie služby
- Ohýbacie zariadenia
Aké ťažkosti vznikajú počas procesu ohýbania profilovej rúry?
Flexibilná profilová rúra znamená jej čiastočné alebo úplné ohýbanie. Ako je známe, Profilové rúry majú vysoký stupeň pevnosti, takže sa dajú ohýbať iba pod tlakom alebo zahriatím ohýbanej oblasti. Počas tohto procesu pôsobia na súčiastku dve sily:
- kompresia - dovnútra;
- prístavby - zvonku.
Práve v opačnom smere týchto síl spočíva ťažkosť pri práci pri zaoblovaní potrubia:
- Na rôznych miestach môže profilová rúra reagovať na ohyb odlišne, čo povedie k strate zarovnania, to znamená, že jednotlivé časti obrobku budú umiestnené na rôznych povrchoch.
- Potrubie nie vždy vydrží proces naťahovania a môže sa ohnúť alebo prasknúť. Tieto problémy sa najčastejšie vyskytujú, keď sa ohýbanie vykoná nesprávne.
- Na výrobku sa môžu vytvoriť záhyby, ktoré pripomínajú zvlnenie.
- Úroveň pevnosti sa znižuje pri prehriatí a konštrukcia sa poškodí.
- Bočné steny sú rozdrvené - k tomu dochádza v dôsledku nadmerného tlaku, keď obrobok prechádza ohýbacou konštrukciou.
Aby ste sa týmto problémom vyhli, mali by ste zohľadniť materiál, z ktorého sú rúry vyrobené, a ich veľkosť: hrúbku steny, priemer, uhol ohybu.
Ako tvar a technické vlastnosti profilovej rúry ovplyvňujú výber metódy ohýbania?
Profilové rúry nie sú okrúhle, sú obdĺžnikové, oválne alebo štvorcovéPre skleníky v blízkosti vidieckeho domu sa odporúča použiť štvorcové alebo obdĺžnikové modely; majú ploché steny, čo uľahčuje pripevnenie krytu.

Sortiment profilov je široký. Majú rôzne geometrické parametre. Hlavnými sú veľkosť prierezu a hrúbka steny. Dôležitá je ťažnosť, pretože určuje možný polomer ohybu. Stojí za zmienku, že vyhrievané profilové rúry zvyšujú svoju ťažnosť, vďaka čomu sa ľahšie ohýbajú.
Existujú dve technologické metódy:
- „studený“ – bez vystavenia teplote;
- „horúce“ – oblasť je predhriata.
Okrem toho majú nízkolegované a uhlíkové rúry zvýšenú elasticitu a pri ohýbaní sa môžu vrátiť späť, preto sa nepoužívajú na stavbu skleníkov. Profilové rúry s priemerom 2 mm sa neodporúčajú, pretože majú nízku pevnosť v mieste ohybu.
Neexistujú žiadne prísne normy pre výber metódy ohýbania štvorcových rúr, existujú iba oválnyTieto normy sa vzťahujú na rúry zvárané za tepla s priemerom nad 100 mm, ale nevzťahujú sa na profilované výrobky.
Odborníci odporúčajú použiť metódu „za studena“ pre valcovaný rúrkový materiál s priemerom menším ako 10 mm a ohýbať ho za tepla pre tie s priemerom 40 mm a viac.
Odporúča sa vykonať skúšobné ohýbanie doma: jeden koniec tvarovanej rúry upnite do zveráka a na druhý koniec umiestnite rúru s väčším priemerom. Toto „rameno“ by sa malo počas ohýbania obrobku utiahnuť. Ak sa ľahko ohýba, nie je potrebné ho zahrievať. Ktorú z týchto metód použijete na ohýbanie tvarovanej rúry doma, je len na vás.
Metódy ohýbania podľa typu materiálu potrubia pre:
- valcovaný kov - zváraný, s rezaním pomocou brúsky;
- oceľ - s ohrevom;
- plast alebo hliník - akákoľvek možnosť, pretože materiál je mäkký.

Štvorcové valcované kovové výrobky sa líšia prierezom a veľkosťou steny. Tieto faktory ovplyvňujú uhol ohybu.
Táto problematika má množstvo technických nuáns. Ale poznať ich všetky nie je potrebné na domácu úlohu. Je dôležité venovať pozornosť nasledujúcim aspektom.
- Tenké výrobky s prierezom do 20 mm musia byť ohnuté bez ohýbačky rúrok v oblasti, ktorá je 2,5-krát dlhšia ako výška samotnej rúry.
- Hrubý valcovaný kov sa dá ohnúť v zóne trikrát dlhšej ako je jeho prierez. Ak sa to ignoruje, kov praská zvonku alebo sa deformuje vnútorne.
- Ohýbanie štvorcovej rúry je z jedného hľadiska nebezpečné: môže spôsobiť zlomeninu v mieste operácie, čo má za následok odmietnutie dielu.
- Limitnou podmienkou je nasledujúci pomer: minimálny polomer nesmie byť menší ako dva a pol násobok ohybového prierezu. Napríklad pre výrobok s hrúbkou 40 mm je minimálny vnútorný polomer 40 x 2,5 = 100 mm.
Pred ohýbaním oceľovej profilovej rúry by ste si mali pamätať ešte jedno pravidlo.

Výrobok má po tvarovaní tendenciu vrátiť sa do pôvodného tvaru. Z tohto dôvodu je najlepšie ho ohnúť o niečo viac, ako vyžaduje vzor. Ak obrobok ohnete o niečo viac, konečné zaoblenie bude zodpovedať špecifikáciám vzoru.
Všetky tieto podmienky je potrebné zohľadniť pred začatím práce, inak je nádej na kvalitný výsledok zbytočná.
Ako ohnúť profilovú rúru bez ohýbačky rúrok
Pri stavbe prístreškov alebo skleníkových konštrukcií v letnej chate sa zvyčajne používajú malé profilové rúry. Presnosť uhla ohybu nie je kritická, takže na ohýbanie sú vhodné improvizované nástroje.
Samozrejme, je lepšie vykonať tento postup v samostatnej miestnosti, kde je pracovný stôl a rôzne nástroje.
Taktiež si musíte pripraviť špeciálne oblečenie, ktoré vás ochráni pred prachom, trieskami, iskrami a pri práci s horákom.
Ak robíte ohyb doma, musíte zvážiť:
- Množstvo ohybu.
- Materiály výroby.
- Hrúbka stien.
- Sekcia.
Deformácia valcovaných profilových výrobkov sa vykonáva v rámci prípustných limitov stanovených pre prierez a hrúbku steny.
Pri práci je potrebné zabezpečiť, aby sa prierez nesploštil a aby nedošlo k vnútorným zlomeninám.

Ako ohýbať s predhrevom (s pieskovým plnivom)
Na dosiahnutie kvalitného a rovnomerného ohybu profilovej rúry pri použití „horúcej“ metódy najskôr naplňte kus pieskom. Keďže práca bude zahŕňať horúci kov, je potrebné nosiť plátenné rukavice.
Ohýbanie štvorcového produktu krok za krokom vyzerá takto:
- Do trysky sa na jednom konci zasunie drevený klin. Jeho dĺžka by mala byť 10-násobkom šírky základne. Plocha základne sa rovná dvojnásobku plochy otvoru v obrobku, ktorý bude zakrývať.
- Do rúry sa nasype jemnozrnný piesok, ktorý sa najskôr preoseje a vysuší (vypáli pri teplote 150 stupňov Celzia). Na naplnenie profilu pieskom sa používa lievik. Pre zabezpečenie hustého a rovnomerného rozloženia sa nasype po častiach. Počas tohto procesu sa steny dielu poklepávajú dreveným kladivom.

- Z druhej strany sa tiež zatĺka klin.
- Zátky musia zodpovedať vnútorným rozmerom profilu. Jedna z nich má štyri pozdĺžne drážky vyrezané do profilu, aby mohol unikať plyn vznikajúci pri zahrievaní piesku.
- Miesto, ktoré sa má ohnúť, je označené kriedou.
- Profilový polotovar je upnutý vo zveráku. Ak má výrobok zvar, mal by byť na boku.
- Miesto označené kriedou sa zahrieva plynovým horákom do červena.
- Štvorcový profil ohnite opatrne, bez náhlych pohybov, ale silou. Toto sa robí jedným ťahom.
- Potom sa musia diely nechať vychladnúť a výsledok sa porovnať so šablónou.
- Ak je ohyb vykonaný správne, zátky sa odstránia a piesok sa vysype.
Ak ohýbate štvorcovú rúru so zvarmi, musia byť umiestnené na vonkajšej strane ohybu, nie na vnútornej, inak sa zvar rozpadne.
Táto metóda je vhodná iba na jednorazové vytvorenie rohového ohybu. Opakované zahrievanie spôsobí stratu pevnosti kovu.
Je možné ohýbať rúrkový výrobok naplnený pieskom bez jeho zahrievania, ale je to zložitejší proces.
7 spôsobov ohýbania bez zahrievania (studená metóda)
Profilovú rúru môžete ohýbať „za studena“, pomocou rôznych nástrojov a bez predhrievania. Pozrime sa, ako si sami ohnúť profilovú rúru bez zahrievania.
- Ohyb s výplňou - vodaTáto možnosť je lacnejšia, nevyžaduje vykurovanie a je určená pre tenkovrstvové duralové a mosadzné rúry. Je obzvlášť vhodná na použitie v zime, keď teploty klesnú pod bod mrazu.
Postup nie je zložitý:
- jeden koniec obrobku je utesnený zátkou;
- z druhého konca sa do dielu naleje voda a tá sa tiež utesní;
- profil sa vyberie von a uchováva sa v chlade, kým voda nezamrzne;
- potrubie sa ohýba, keď v ňom zamrzne voda, je to jednoduché;
- Produkt sa prinesie na teplé miesto, tekutina sa rozmrazí a voda sa vypustí.
Táto metóda sa odporúča pre rúry vyrobené z neželezných kovov, pretože nie sú náchylné na koróziu.
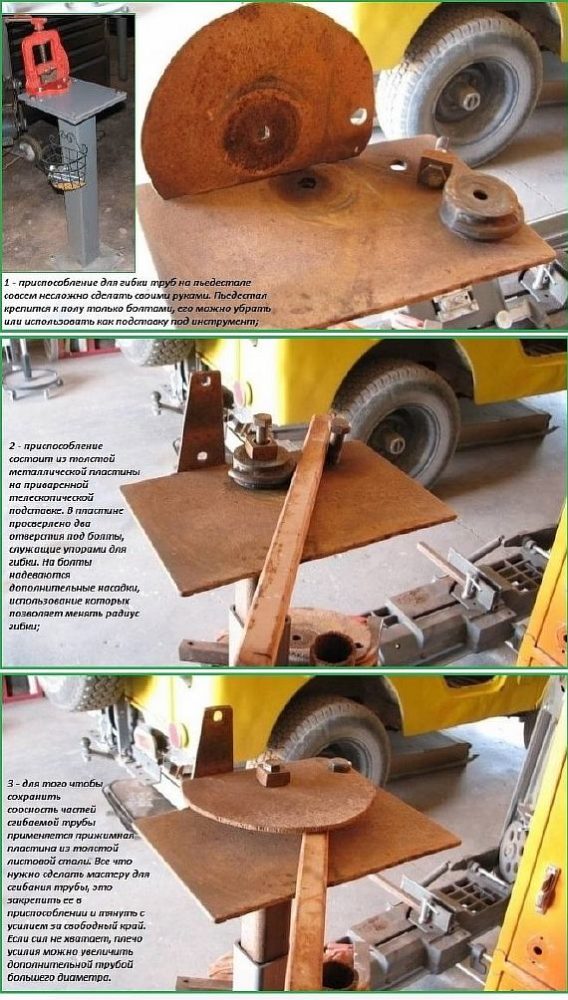
2. S ohýbacou doskou — Táto metóda je určená na ohýbanie štvorcových oceľových alebo hliníkových rúrok. Doska je panel vyrobený z hrubého kovového plechu. Je privarený k stĺpiku namontovanému na provizórnej plošine. Ohýbanie si vyžaduje niekoľko krokov.
- vyvŕtajte otvory v doske pre skrutky, budú slúžiť ako zarážka pre potrubie;
- Nasaďte trysku na jednu skrutku; je potrebné nastaviť uhol ohybu;
- Aby sa zabezpečilo zarovnanie častí potrubia, ktoré susedia s ohybom, mala by sa nad ním umiestniť kovová doska upevnená skrutkami.
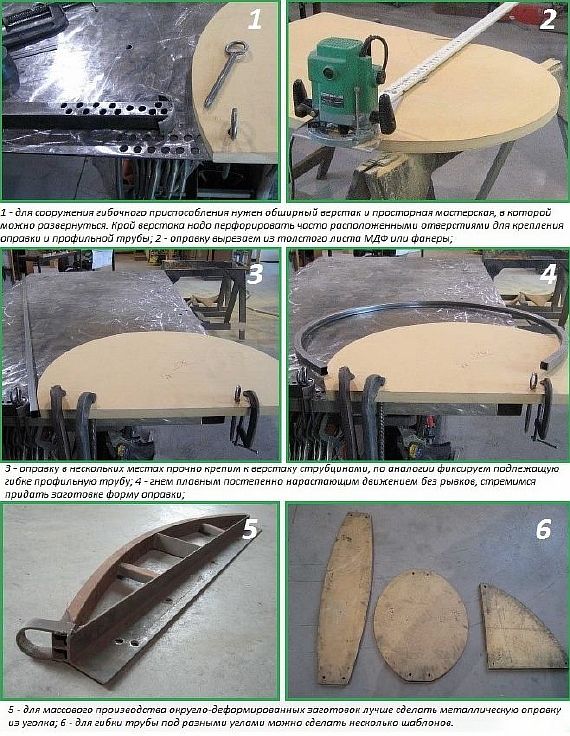
3. Ohýbanie tŕňa — Vhodné pre profilové rúry s výškou steny maximálne 25 mm. Túto konštrukciu je najlepšie umiestniť na pracovný stôl. Pozdĺž jej okraja vyvŕtajte časté otvory na upevnenie tŕňa a profilovej rúry.
- Stupeň ohybu sa nastavuje pomocou šablóny vyrobenej z preglejky alebo kovového uholníka. Aplikáciou fyzickej sily sa diel umiestni na tŕň, čím sa dosiahne požadovaný uhol ohybu.
4. Použitie brúsky - Táto metóda vám neumožňuje vytvoriť dokonalý polkruh, pretože ohyb sa skladá z niekoľkých rovných segmentov, ktoré sú umiestnené v rôznych uhloch.
- Metóda spočíva vo vytvorení priečnych rezov (zvyčajne troch) brúskou v mieste plánovaného ohybu. Čím menší je uhol ohybu, tým väčší je počet rezov.
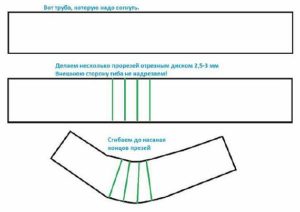
- Potom je potrebné rúru v miestach rezu ohnúť - to sa dá urobiť bez použitia nadmernej sily a rezy by sa mali zvariť.
- Ak sú zvarové švy dobre vyleštené, výrobok bude vyzerať celkom slušne, bez záhybov a nestratí svoju pevnosť.
5. S pružinou — jednoduchá technika ohýbania. Pružina sa vyrába z 2 mm drôtu. Musí sa ohnúť do tvaru potrubia tak, aby každá časť bola o 2 – 3 mm menšia ako potrubie na príslušnej strane, čo umožňuje jej ľahký pohyb v profile.
- Hotová pružina by sa mala vložiť do dielu a potom ohnúť do požadovaného uhla. V prípade potreby je možné miesto ohybu zahriať, aby sa proces uľahčil. Na uľahčenie vybratia pružiny z dielu sa na jej koniec priviaže drôt.
6. Použitie valčekového hriadeľa Táto metóda je určená pre rúry s priemerom od 10 do 25 mm. Na ohnutie obdĺžnikovej rúry je potrebné ju upnúť vo zveráku. Na ohnutie dielu sa potom použije špeciálny valec, ktorý aplikuje silu. Toto zariadenie vytvára vysoko kvalitný ohyb, ale vyžaduje si fyzickú silu.
7. Použitie páky - je to drevená alebo kovová rukoväť, v spodnej časti ktorej je tryska s otvorom.
Na ohnutie obrobku ho treba zasunúť do otvoru až po bod ohybu. Potom sa páka potiahne dozadu a týmto pohybom sa rúra ohne. Táto metóda nie je presná, ale je vhodná na ohýbanie profilov skleníkov. Pozrite sa, ako si môžete sami postaviť skleník.

3 alternatívne možnosti ohýbania
Existuje niekoľko alternatívnych jednoduchých metód na ohýbanie profilovej rúry na požadovaný polomer:
- Kovanie — údery ťažkým kladivom. Na to je potrebná nákova so zaobleným vrchom. Obrobok musí byť upevnený k nákove pomocou svoriek. Potom udrite do obrobku bez použitia nadmernej sily, aby ste predišli jeho splošteniu.
- Podľa vzorov — Potrebujete asfaltový alebo betónový povrch, na ktorom by ste mali vyznačiť obrys budúceho oblúka. Potom zatĺcť výstužné tyče a pripevniť profil k prvej. Pri ohýbaní zvarte polotovar k výstuži a po dokončení tyče narežte brúskou.
- Prenájom pod útlakom — Vyžaduje si to vozidlo s bočne namontovanými kolesami. Profil sa umiestni do pripravenej oceľovej alebo betónovej drážky a koleso sa prevalí po obrobku. Axiálne zarovnanie by sa malo kontrolovať pomocou kovových vodítok.
Ohýbame pomocou ohýbačky rúrok
Ak sa na stavbu skleníka použijú profilové rúry s veľkým priemerom, bude ťažké ich ručne ohýbať. Odporúčame vám oboznámiť sa s s návodom, ako si svojpomocne vyrobiť štandardnú ohýbačku rúrok, jeho konštrukcia pozostáva z hnacieho kolesa (pohybuje sa pozdĺž okrajov a ohýba rúru v požadovanom uhle), rámu, dopravníka a upínacích prvkov.
Ohýbačka rúrok môže byť:
- Manuálne – určené pre prácu v malom rozsahu. Obrobok sa umiestni do dopravníka a upnie valčekom. Koleso sa otáča rukoväťou, čím sa dosiahne proces ohýbania.
- Elektrické – zariadenie sa odporúča pre hrubšie profilové rúry. Zariadenie je poháňané elektrinou a koleso je poháňané elektromotorom, čím sa eliminuje potreba manuálnej práce. Princíp fungovania je podobný predchádzajúcemu: profil sa privádza do dopravníka a pri prechode upínacou zónou sa ohýba.

Pri použití tohto zariadenia sú rohy potrubia, vnútorné aj vonkajšie, vystavené rovnakému tlaku, takže ohyb je vysoko kvalitný a nepraskne.
Ako ohnúť profilovú rúru o 90 stupňov
Profilové rúry s 90-stupňovým otočením nemajú ostré rohy a vyzerajú esteticky príjemne.
Najprv si musíte pripraviť nástroje - zváračku, uhlovú brúsku a kotúče.
Pozrime sa na proces ohýbania profilu krok za krokom.
- Bod ohybu je vyznačený na obrobku a na všetkých stranách sú vyznačené priečne čiary. Meria sa polovica šírky a jej veľkosť je vyznačená na prvej čiare a na všetkých priečnych čiarach.

- Polomerové čiary sa kreslia pomocou kompasu alebo iného okrúhleho predmetu. Tieto čiary sa kreslia na oboch stranách a označí sa aj oblasť, ktorá sa má odstrániť.

- Medzi dvoma značkami sa na jednej strane urobia rezy. Potom sa odstránia dva bočné kusy.

- Obrobok sa mierne ohne dozadu a potom dovnútra. Výsledkom je pravý uhol na vnútornej strane a zaoblený uhol na vonkajšej strane.


- Pomocou zváracieho stroja sa ohýbaná časť uchopí na oboch stranách a potom sa všetky švy zvaria.

- Troska sa odstráni a švy sa opracujú lamelovým brúsnym kotúčom.

Táto metóda je vhodná na ohýbanie profilu akejkoľvek veľkosti vlastnými rukami.
Ako sa vyhnúť ovalizácii
Pri ohýbaní za studena je potrebné zohľadniť jemnosti, aby sa zachoval prierez profilu. Na tento účel sa inštalujú obmedzovače:
- vnútorný - neumožňuje zúženie potrubia;
- vonkajšie - neumožňuje rozširovanie bočných stien.
Ako obmedzovač sa odporúča použiť pevný materiál, ktorý si dobre drží tvar.
Pri stavbe skleníka z profilovej rúry nie je potrebné dodržiavať presný polomer ohybu, takže nie je potrebné míňať peniaze na drahý stroj.
Každý kutil ho bude mať po ruke. S jeho pomocou si môžete vytvoriť celkom slušný skleník pre svoju chalupu.
Tipy a odporúčania
Pri precvičovaní flexibility je potrebné zohľadniť niekoľko okolností:
- Pri kúpe profilu sa uistite, že všetky majú rovnakú veľkosť, triedu ocele a patria do rovnakej dodacej dávky;
- pri použití zváraných profilov orientujte stranu so švom smerom k vnútornému polomeru, inak sa môže zlomiť;
- Pri práci s brúskou nezabudnite používať ochranné prostriedky, ako sú okuliare alebo maska;
- Treba vziať do úvahy, že koncové časti nie je vždy možné ohnúť na požadovanú veľkosť, preto sa pri výpočte dĺžky obrobku musí zohľadniť ich dĺžka a takéto kusy sa musia po dokončení vytvorenia dielu odrezať;
- Je potrebné vykonať antikoróznu úpravu kovu a v budúcnosti v nej pravidelne pokračovať.
Ohýbacie služby
Takáto služba sa nemohla stať samostatnou oblasťou rozvoja podnikania, pretože v priemyselnej verzii zahŕňa použitie pomerne zložitého technologického vybavenia.
Na trhu sú k dispozícii aj ohýbacie služby, ktoré ponúkajú ohýbanie polomerov aj oblúkov. Toto rozlíšenie je dané tým, že každá operácia si vyžaduje špecifické vybavenie. V prvom prípade ide o ohýbačku rúrok, zatiaľ čo v druhom prípade o trojvalcový valcovací stroj.
Treba uznať, že ceny za vykonávanie takýchto operácií sú celkom rozumné:
- cena jedného rohového ohybu je 30 rubľov;
- Jeden lineárny meter klenutého rozpätia bude tiež stáť 30 rubľov.
V porovnaní s nákladmi na kov a dodávku materiálov v Moskovskej oblasti to prakticky nie je nič.
Ohýbacie zariadenia
Konštrukcia konštrukcie závisí od priemerov, s ktorými je potrebné manipulovať.

Pre valcované rúrkové materiály s priemerom do 20 mm je možné vyrobiť jednoduché zariadenie pozostávajúce z oceľových čapov zasunutých do betónovej dosky. Rúra vložená medzi čapy sa ohne na požadované rozmery.
Ale keď priemer presiahne 20 mm, je potrebné vyvinúť zložitejšie konštrukcie pre stavbu.
Alternatívne sa dvojica valčekov so zaoblenými bočnými plochami upevní na stabilný, odolný podklad. Polomer tejto valčekovej plochy musí zodpovedať priemeru valcovaného rúrkového výrobku, ktorý sa má ohýbať.

Obrobok sa vloží medzi valčeky a jeho koniec sa zaistí. Druhý koniec sa pripevní k navijaku, ktorý sa potom aktivuje. Keď uhol na rúre dosiahne požadovanú hodnotu, navijak sa zastaví.
Celý proces výroby tohto ohýbača rúrok musí byť rozdelený do nasledujúcich fáz.
- Ozubené kolesá a ložiská musia byť upevnené na hriadeľoch. Ozubené kolesá sa zaisťujú kľúčom. Odporúča sa zakúpiť ložiská spolu s ložiskovými podperami.
- Ozubené kolesá a reťaz pasujú do každého auta.
- Pomocou zváracieho stroja sa základňa zvarí a k nej sa priskrutkuje prítlačný hriadeľ.
- Ďalej sa privaria pružinové matice a plošina pre ne.
- Nosné hriadele sú priskrutkované v spodnej časti.
- Vytvára sa napínacia reťaz.
- V záverečnej fáze je rukoväť pripevnená k hriadeľu (odporúča sa použiť rukoväť, ktorá sa otáča).
Toto zariadenie rýchlo vykonáva deformáciu prechodom valcovaného potrubného produktu cez neho.



