Dandanes se na poletnih kočah pogosto nameščajo rastlinjaki iz profilnih cevi. So stabilni, imajo daljšo življenjsko dobo in prepuščajo več svetlobe kot leseni.
Za namestitev konstrukcije iz profiliranega jekla jo je treba upogniti pod določenim kotom. Zdi se, da je to nemogoče storiti brez specializirane opreme. V tem članku bomo raziskali možne metode in razložili, kako upogniti kvadratno profilirano jeklo doma brez upogibalke cevi.
- Katere težave nastanejo med postopkom upogibanja profilne cevi?
- Kako oblika in tehnične značilnosti profilne cevi vplivajo na izbiro metode upogibanja?
- Kako upogniti profilno cev brez upogibalke cevi
- Kako upogibati s predgrevanjem (s peščenim polnilom)
- 7 načinov upogibanja brez segrevanja (hladna metoda)
- 3 alternativne možnosti za upogibanje
- Upogibamo se s pomočjo upogibalca cevi
- Kako upogniti profilno cev pod kotom 90 stopinj
- Kako se izogniti ovalizaciji
- Nasveti in priporočila
- Storitve krivljenja
- Naprave za upogibanje
Katere težave nastanejo med postopkom upogibanja profilne cevi?
Fleksibilna profilna cev pomeni njeno delno ali popolno upogibanje. Kot je znano, Profilne cevi imajo visoko stopnjo trdnosti, zato jih je mogoče upogniti le pod pritiskom ali s segrevanjem območja, ki ga upogibamo. Med tem postopkom na del delujeta dve sili:
- stiskanje - znotraj;
- podaljški - zunaj.
Prav v nasprotni smeri teh sil leži težava pri delu pri zaokroževanju cevi:
- Na različnih mestih se lahko profilna cev različno odzove na upogibanje, kar bo povzročilo izgubo poravnave, torej bodo posamezni deli obdelovanca nameščeni na različnih površinah.
- Cev ni vedno sposobna prenesti raztezanja in se lahko upogne ali poči. Do teh težav najpogosteje pride, če se upogibanje izvede nepravilno.
- Izdelek lahko razvije gube, ki spominjajo na valovitost.
- Raven trdnosti se zmanjša pri pregrevanju in konstrukcija se poškoduje.
- Stranske stene so zdrobljene - to se zgodi zaradi prekomernega pritiska, ko obdelovanec prehaja skozi upogibno strukturo.
Da bi se izognili tem težavam, morate upoštevati material, iz katerega so izdelane cevi, in njihovo velikost: debelino stene, premer, kot upogiba.
Kako oblika in tehnične značilnosti profilne cevi vplivajo na izbiro metode upogibanja?
Profilne cevi niso okrogle, so pravokotne, ovalne ali kvadratneZa rastlinjake v bližini podeželske hiše je priporočljivo uporabljati kvadratne ali pravokotne modele; imajo ravne stene, zaradi česar je lažje pritrditi kritino.

Paleta profilov je ogromna. Imajo različne geometrijske parametre. Glavna sta velikost prečnega prereza in debelina stene. Pomembna je duktilnost, saj določa možni polmer upogibanja. Omeniti velja, da ogrevane profilne cevi povečajo svojo duktilnost, zaradi česar jih je lažje upogibati.
Obstajata dve tehnološki metodi:
- "hladno" - brez izpostavljenosti temperaturi;
- "vroče" - območje je predhodno segreto.
Poleg tega imajo nizkolegirane cevi in cevi na osnovi ogljika povečano elastičnost in se lahko pri upogibanju upognejo nazaj, zato se ne uporabljajo za gradnjo rastlinjakov. Profilne cevi s premerom 2 mm niso priporočljive, saj imajo na mestu upogibanja nizko trdnost.
Za izbiro metode upogibanja kvadratnih cevi ni strogih standardov, obstajajo le ovalnaTi standardi veljajo za vroče varjene cevi nad 100 mm, ne veljajo pa za profilirane izdelke.
Strokovnjaki predlagajo uporabo "hladne" metode za valjane cevaste materiale s premerom manj kot 10 mm in upogibanje pod vplivom toplote za tiste s premerom 40 mm in več.
Priporočljivo je, da doma opravite poskusno upogibanje: en konec oblikovane cevi vpnite v primež, na drugega pa namestite cev večjega premera. To "ramo" je treba med upogibanjem obdelovanca zategniti. Če se zlahka upogne, potem segrevanje ni potrebno. Katero od teh metod boste uporabili za upogibanje oblikovane cevi doma, je odvisno od vas.
Metode upogibanja glede na vrsto materiala cevi, za:
- valjana kovina - varjena, z rezanjem z brusilnikom;
- jeklo - z ogrevanjem;
- plastika ali aluminij - katera koli možnost, saj je material mehak.

Kvadratni valjani kovinski izdelki se razlikujejo po prečnem prerezu in velikosti stene. Ti dejavniki vplivajo na kot upogibanja.
Pri tem vprašanju obstaja veliko inženirskih nians. Vendar poznavanje vseh ni potrebno za domačo nalogo. Pomembno je biti pozoren na naslednje vidike.
- Tanke izdelke s prečnim prerezom do 20 mm je treba upogniti brez upogibalke cevi na območju, ki je 2,5-krat daljše od višine same cevi.
- Debelo valjano kovino je mogoče upogniti v območju, ki je trikrat daljše od njenega prečnega prereza. Če se to ne upošteva, bo kovina navzven razpokala ali se navznoter deformirala.
- Upogibanje kvadratne cevi je nevarno iz enega vidika: lahko povzroči zlom na mestu operacije, zaradi česar je del zavrnjen.
- Omejitveni pogoj je naslednje razmerje: najmanjši polmer ne sme biti manjši od dvakratnika in pol upogibnega prereza. Na primer, za izdelek debeline 40 mm je najmanjši notranji polmer 40 x 2,5 = 100 mm.
Preden upognete jekleno profilno cev, si zapomnite še eno pravilo.

Izdelek se po oblikovanju ponavadi vrne v prvotno obliko. Zaradi tega ga je najbolje upogniti nekoliko bolj, kot zahteva vzorec. Če obdelovanec nekoliko bolj upognete, bo končno zaokroževanje ustrezalo specifikacijam vzorca.
Vse te pogoje je treba upoštevati pred začetkom dela, sicer je upanje na visokokakovosten rezultat neuporabno.
Kako upogniti profilno cev brez upogibalke cevi
Običajno se pri gradnji nadstreškov ali rastlinjakov v poletni koči uporabljajo majhne profilne cevi. Natančnost kota upogibanja ni kritična, zato so za upogibanje primerna improvizirana orodja.
Seveda je bolje, da ta postopek izvedete v ločenem prostoru, kjer je delovna miza in različna orodja.
Pripraviti morate tudi posebna oblačila; zaščitila vas bodo pred prahom, ostružki, iskrami in pri delu z gorilnikom.
Če se lotevate ovinka doma, morate upoštevati:
- Količina upogiba.
- Materiali izdelave.
- Debelina sten.
- Oddelek.
Deformacija valjanih profilnih izdelkov se izvaja v dovoljenih mejah, določenih za prečni prerez in debelino stene.
Pri delu je treba zagotoviti, da se prečni prerez ne splošči in da ne pride do notranjih zlomov.

Kako upogibati s predgrevanjem (s peščenim polnilom)
Za doseganje visokokakovostnega in enakomernega upogibanja profilne cevi pri uporabi "vroče" metode najprej napolnite kos s peskom. Ker bo delo vključevalo vročo kovino, je treba nositi platnene rokavice.
Korak za korakom, upogibanje kvadratnega izdelka izgleda takole:
- V šobo se na enem koncu vstavi lesen klin. Njegova dolžina mora biti 10-krat večja od širine podnožja. Površina podnožja je enaka dvakratni površini luknje v obdelovancu, ki jo bo pokril.
- V cev se nasuje drobnozrnat pesek, ki ga najprej presejemo in posušimo (pečemo pri 150 stopinjah Celzija). Za polnjenje profila s peskom se uporablja lijak. Za zagotovitev goste in enakomerne porazdelitve se pesek nasuje po delih. Med tem postopkom se stene dela potrkajo z lesenim kladivom.

- Z druge strani se zabije tudi klin.
- Čepi se morajo ujemati z notranjimi dimenzijami profila. Eden od njih ima vrezane štiri vzdolžne utore, ki omogočajo uhajanje plina, ki nastane pri segrevanju peska.
- Mesto, ki ga je treba upogniti, je označeno s kredo.
- Profilni obdelovanec je vpet v primež. Če ima izdelek varjenje, mora biti na strani.
- Mesto, označeno s kredo, segrevamo s plinskim gorilnikom do rdeče barve.
- Kvadratni profil previdno upognite, brez nenadnih gibov, vendar s silo. To storite v enem zamahu.
- Nato je treba dele pustiti, da se ohladijo, rezultat pa primerjati s predlogo.
- Če je upogib pravilno izveden, se čepi odstranijo in pesek se izlije.
Če upogibate kvadratno cev z varjenimi spoji, jih morate namestiti na zunanjo stran ovinka, ne na notranjo, sicer se bo var razpadel.
Ta metoda je primerna le za enkratno izdelavo vogalnih krivin. Ponavljajoče segrevanje bo povzročilo izgubo trdnosti kovine.
Cevni izdelek, napolnjen s peskom, je mogoče upogniti brez segrevanja, vendar je to bolj zapleten postopek.
7 načinov upogibanja brez segrevanja (hladna metoda)
Profilno cev lahko upognete s "hladno" tehniko, z uporabo različnih orodij in brez predgrevanja. Poglejmo si, kako sami upogniti profilno cev brez ogrevanja.
- Upogib z nadevom - vodaTa možnost je cenejša, ne zahteva ogrevanja in je zasnovana za tanke duraluminijske in medeninaste cevi. Še posebej priročna je za uporabo pozimi, ko temperature padejo pod ledišče.
Postopek ni zapleten:
- en konec obdelovanca je zatesnjen s čepom;
- z drugega konca se v del vlije voda in se tudi zapre;
- profil se vzame ven in hrani na mrazu, dokler voda ne zmrzne;
- cev se upogne, ko je voda v njej zamrznjena, je to enostavno;
- Izdelek se prenese na toplo mesto, tekočina se odtali in voda se odcedi.
Metoda je priporočljiva za cevi iz barvnih kovin, saj niso podvržene koroziji.
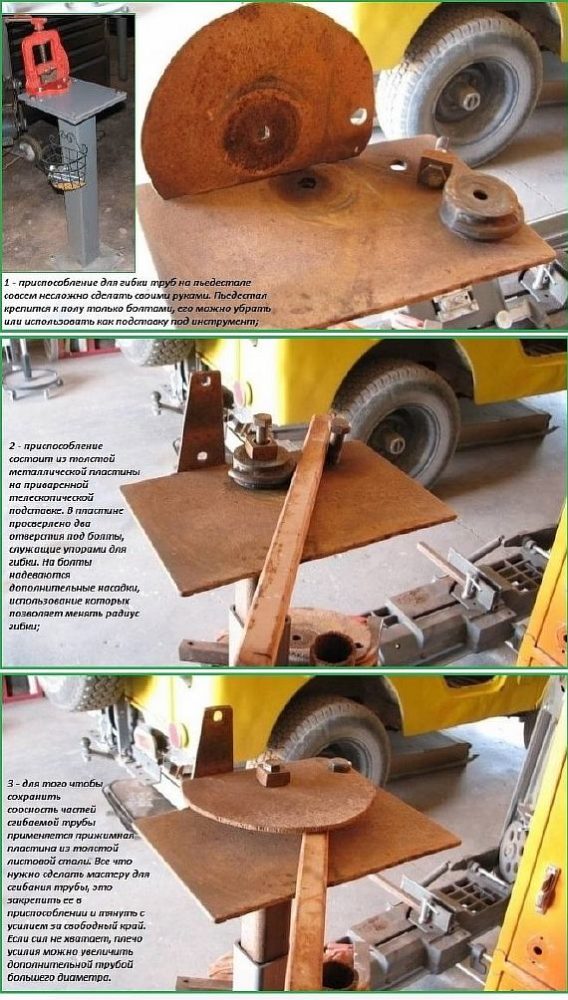
2. Z upogibno ploščo — Ta metoda je zasnovana za upogibanje kvadratnih jeklenih ali aluminijastih cevi. Plošča je plošča iz debele kovinske pločevine. Privarjena je na drog, nameščen na improvizirani ploščadi. Upogibanje zahteva več korakov.
- v plošči izvrtajte luknje za vijake, ki bodo služile kot omejevalnik za cev;
- Na en vijak namestite šobo; potrebna je za nastavitev kota upogibanja;
- Za zagotovitev poravnave odsekov cevi, ki mejijo na ovinek, je treba nad njim namestiti kovinsko ploščo, pritrjeno z vijaki.
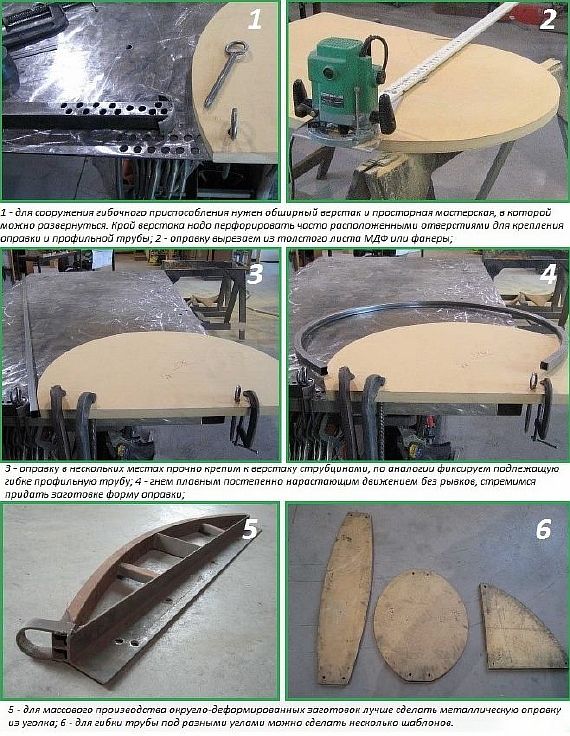
3. Upogibanje trna — Primerno za profilne cevi z višino stene največ 25 mm. To zasnovo je najbolje namestiti na delovno mizo. Za pritrditev trna in profilne cevi je treba vzdolž roba izvrtati pogoste luknje.
- Stopnja upogibanja se nastavi s šablono iz vezanega lesa ali kovinskega kotnika. Z uporabo fizične sile se del namesti na trn, kar mu daje želeni kot upogibanja.
4. Uporaba mlinčka - Ta metoda vam ne omogoča, da naredite popoln polkrog, saj je ovinek sestavljen iz več ravnih segmentov, ki se nahajajo pod različnimi koti.
- Metoda vključuje izdelavo prečnih rezov (običajno treh) z brusilnikom na mestu načrtovanega upogiba. Manjši kot je kot upogiba, večje je število rezov.
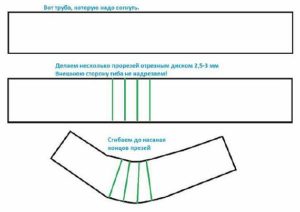
- Nato je treba cev upogniti na mestih reza - to je mogoče storiti brez uporabe prekomerne sile, reze pa je treba zvariti.
- Če so varjeni šivi dobro polirani, bo izdelek videti precej spodobno, brez gub in ne bo izgubil svoje trdnosti.
5. Z vzmetjo — preprosta tehnika upogibanja. Vzmet je izdelana iz 2 mm žice. Upogniti jo je treba v obliko cevovoda, tako da je vsak odsek 2–3 mm manjši od cevi na ustrezni strani, kar omogoča enostavno premikanje znotraj profila.
- Končano vzmet je treba vstaviti v del in jo nato upogniti do želenega kota. Po želji lahko mesto upogibanja segrejemo, da olajšamo postopek. Za lažje odstranjevanje vzmeti iz dela je na njen konec privezana žica.
6. Uporaba valjčne gredi Ta metoda je zasnovana za cevi velikosti od 10 do 25 mm. Za upogibanje pravokotne cevi jo je treba vpeti v primež. Nato se za upogibanje dela uporabi poseben valjček, ki pri tem uporabi silo. Ta naprava ustvari visokokakovosten upogib, vendar zahteva fizično moč.
7. Uporaba vzvoda - gre za lesen ali kovinski ročaj, v spodnjem delu katerega je šoba z luknjo.
Za upogibanje obdelovanca ga je treba vstaviti v luknjo do točke upogibanja. Nato se vzvod potegne nazaj in s tem se cev upogne. Ta metoda ni natančna, vendar je primerna za upogibanje profilov rastlinjakov. Oglejte si, kako lahko sami naredite rastlinjak.

3 alternativne možnosti za upogibanje
Obstaja več alternativnih preprostih metod za upogibanje profilne cevi do zahtevanega polmera:
- Kovanje — udarjanje s težkim kladivom. Za to je potrebno nakovalo z zaobljenim vrhom. Obdelovanec mora biti pritrjen na nakovalo s sponkami. Nato udarite po obdelovancu brez prekomerne sile, da se ne splošči.
- Glede na vzorce — Potrebujete asfaltno ali betonsko površino, na kateri označite obris bodočega loka. Nato zabijte armaturne palice in profil pritrdite na prvo. Med upogibanjem privarite obdelovanec na armaturo in ko končate, palice odrežite z brusilnikom.
- Najem pod zatiranjem — Za to je potrebno vozilo s stransko nameščenimi kolesi. Profil se namesti v pripravljen jekleni ali betonski utor, kolo pa se kotali po obdelovancu. Aksialno poravnavo je treba nadzorovati s kovinskimi vodili.
Upogibamo se s pomočjo upogibalca cevi
Če se za gradnjo rastlinjaka uporabljajo profilne cevi velikega premera, jih bo težko ročno upogniti. Priporočamo, da se seznanite z z navodili, kako sami izdelati standardni upogibnik cevi, njegova zasnova je sestavljena iz pogonskega kolesa (premika se vzdolž robov in upogiba cev pod želenim kotom), okvirja, transporterja in vpenjalnih elementov.
Upogibnik cevi je lahko:
- Ročni – zasnovan za manjša dela. Obdelovanec se položi na transporter in ga vpne valj. Kolo se vrti z ročajem, kar povzroči postopek upogibanja.
- Električna – oprema je priporočljiva za debelejše profilne cevi. Naprava je električno napajana, kolo pa poganja elektromotor, kar odpravlja potrebo po ročnem delu. Načelo delovanja je podobno prejšnjemu: profil se dovaja v tekoči trak in ko prehaja skozi vpenjalno območje, se upogne.

Pri uporabi te naprave so vogali cevi, tako znotraj kot zunaj, pod enakim pritiskom, zato je upogib kakovosten in ne poči.
Kako upogniti profilno cev pod kotom 90 stopinj
Profilne cevi z 90-stopinjskim zavojem nimajo ostrih vogalov in so estetsko prijetne.
Najprej morate pripraviti orodja - varilni stroj, kotni brusilnik in diske.
Oglejmo si postopek upogibanja profila korak za korakom.
- Točka upogibanja je označena na obdelovancu, na vseh straneh pa so označene prečne črte. Izmeri se polovica širine, njena velikost pa je označena na prvi črti in na vseh prečnih črtah.

- Polmerne črte se narišejo s šestilom ali drugim okroglim predmetom. Te črte se narišejo na obeh straneh, označeno pa je tudi območje, ki ga je treba odstraniti.

- Med obema oznakama se na eni strani naredijo rezi. Nato se odstranita oba stranska dela.

- Obdelovanec se rahlo upogne nazaj, nato pa navznoter. Rezultat je pravi kot na notranji strani in zaobljen kot na zunanji strani.


- Z varilnim strojem se upogibni del prime na obeh straneh, po katerem se vsi šivi zvarijo.

- Žlindra se odstrani, šivi pa se obdelajo z lamelnim brusilnim diskom.

Ta metoda je primerna za upogibanje profila katere koli velikosti z lastnimi rokami.
Kako se izogniti ovalizaciji
Pri hladnem upogibanju je treba upoštevati posebnosti, da se ohrani prečni prerez profila. V ta namen so nameščeni omejevalniki:
- notranji - ne dopušča zožitve cevovoda;
- zunanji - ne dopušča širjenja stranskih sten.
Priporočljivo je uporabiti tog material kot omejevalnik, saj dobro drži obliko.
Pri gradnji rastlinjaka iz profilne cevi ni treba vzdrževati natančnega polmera upogibanja, zato ni treba porabiti denarja za drag stroj.
Vsak mojster ga bo imel pri roki. Z njim lahko ustvarite kar spodoben rastlinjak za svojo podeželsko hišo.
Nasveti in priporočila
Pri vadbi gibljivosti morate upoštevati številne okoliščine:
- Pri nakupu profila se prepričajte, da so vsi enake velikosti, razreda jekla in pripadajo isti dobavni seriji;
- pri uporabi varjenih profilov usmerite stran s šivom proti notranjemu polmeru, sicer se lahko zlomi;
- Pri delu z brusilnikom ne pozabite uporabljati zaščitne opreme, kot so očala ali maska;
- Upoštevati je treba, da končnih odsekov ni vedno mogoče upogniti na zahtevano velikost, zato je treba pri izračunu dolžine obdelovanca upoštevati njihovo dolžino in takšne kose odrezati po končanem oblikovanju dela;
- Potrebno je izvesti protikorozijsko obdelavo kovine in to redno početi tudi v prihodnje.
Storitve krivljenja
Takšna storitev ne bi mogla postati ločeno področje razvoja poslovanja, saj v industrijski različici vključuje uporabo precej zapletene tehnološke opreme.
Na trgu so na voljo tudi storitve upogibanja, ki ponujajo tako radialno kot ločno upogibanje. Ta razlika je posledica dejstva, da vsaka operacija zahteva specifično opremo. V prvem primeru gre za upogibalnik cevi, v drugem pa za trivaljni valjčni stroj.
Treba je priznati, da so cene za izvajanje takšnih operacij precej razumne:
- stroški enega vogalnega ovinka znašajo 30 rubljev;
- En linearni meter obokanega razpona bo stal tudi 30 rubljev.
V primerjavi s stroški kovine in dostave materialov v moskovski regiji to praktično ni nič.
Naprave za upogibanje
Zasnova konstrukcije je odvisna od premerov, ki jih je treba obdelati.

Za valjane cevaste materiale s premerom do 20 mm je mogoče izdelati preprosto napravo, ki jo sestavljajo jekleni zatiči, vstavljeni v betonsko ploščo. Cev, vstavljena med zatiče, se upogne na zahtevane dimenzije.
Ko pa premer preseže 20 mm, je treba za gradnjo razviti bolj zapletene strukture.
Druga možnost je, da se na stabilno, močno podlago pritrdi par valjev z okroglimi stranskimi ploskvami. Polmer te valjčne ploskve se mora ujemati s premerom valjanega cevastega izdelka, ki ga je treba upogniti.

Obdelovanec se vstavi med valje in njegov konec se pritrdi. Drugi konec se pritrdi na vitel, ki se nato aktivira. Ko kot na cevi doseže želeno vrednost, se vitel ustavi.
Celoten postopek izdelave tega upogibalca cevi je treba razdeliti na naslednje faze.
- Zobniki in ležaji morajo biti pritrjeni na gredi. Zobniki so pritrjeni s ključem. Priporočljivo je, da ležaje kupite skupaj z nosilci.
- Zobniki in veriga ustrezajo vsakemu avtomobilu.
- Z varilnim strojem se podstavek privari in nanj se privije tlačna gred.
- Nato so privarjene vzmetne matice in ploščad zanje.
- Podporne gredi so privijačene na dnu.
- Gradi se napenjalna veriga.
- V končni fazi je ročaj pritrjen na gred (priporočljivo je uporabiti ročaj, ki se vrti).
Ta naprava hitro izvede deformacijo tako, da skoznjo spusti valjani cevni izdelek.



