V dnešní době se na letních chatách často instalují skleníky z profilových trubek. Jsou stabilní, mají delší životnost a propouštějí více světla než dřevěné.
Pro instalaci konstrukce z profilované oceli je nutné ji ohnout pod určitým úhlem. Zdá se nemožné to udělat bez specializovaného vybavení. V tomto článku prozkoumáme možné metody a vysvětlíme, jak ohýbat čtvercové profilované oceli doma bez ohýbačky trubek.
- Jaké potíže vznikají během procesu ohýbání profilové trubky?
- Jak tvar a technické vlastnosti profilové trubky ovlivňují volbu metody ohýbání?
- Jak ohnout profilovou trubku bez ohýbačky trubek
- Jak ohýbat s předehřevem (s pískovým plnivem)
- 7 způsobů ohýbání bez zahřívání (studená metoda)
- 3 alternativní možnosti ohýbání
- Ohýbáme pomocí ohýbačky trubek
- Jak ohnout profilovou trubku o 90 stupňů
- Jak se vyhnout ovalizaci
- Tipy a doporučení
- Ohýbací služby
- Ohýbací zařízení
Jaké potíže vznikají během procesu ohýbání profilové trubky?
Flexibilní profilová trubka znamená její částečné nebo úplné ohybání. Jak je známo, Profilové trubky mají vysoký stupeň pevnosti, takže je lze ohýbat pouze pod tlakem nebo zahřátím ohýbané oblasti. Během tohoto procesu působí na součást dvě síly:
- komprese - uvnitř;
- přístavby - vnější.
Právě v opačném směru těchto sil spočívá obtížnost práce při zaoblování potrubí:
- Na různých místech může profilová trubka reagovat na ohyb odlišně, což povede ke ztrátě vyrovnání, to znamená, že jednotlivé části obrobku budou umístěny na různých površích.
- Trubka ne vždy vydrží proces natahování a může se ohnout nebo prasknout. K těmto problémům nejčastěji dochází, když se ohýbání provádí nesprávně.
- Výrobek může vytvořit záhyby, které připomínají zvlnění.
- Při přehřátí se úroveň pevnosti snižuje a konstrukce je poškozena.
- Boční stěny jsou rozdrceny - k tomu dochází v důsledku nadměrného tlaku, když obrobek prochází ohýbací konstrukcí.
Abyste se těmto problémům vyhnuli, měli byste vzít v úvahu materiál, ze kterého jsou trubky vyrobeny, a jejich velikost: tloušťku stěny, průměr, úhel ohybu.
Jak tvar a technické vlastnosti profilové trubky ovlivňují volbu metody ohýbání?
Profilové trubky nejsou kulaté, jsou obdélníkové, oválné nebo čtvercovéPro skleníky v blízkosti venkovského domu se doporučuje používat čtvercové nebo obdélníkové modely; mají ploché stěny, což usnadňuje připevnění krytu.

Škála profilů je široká. Mají různé geometrické parametry. Hlavními jsou velikost průřezu a tloušťka stěny. Důležitá je tažnost, protože určuje možný poloměr ohybu. Za zmínku stojí, že vyhřívané profilové trubky zvyšují svou tažnost, což usnadňuje jejich ohýbání.
Existují dva technologické postupy:
- „studený“ – bez vystavení teplotě;
- „horké“ – oblast je předehřátá.
Nízkolegované a uhlíkové trubky navíc mají zvýšenou elasticitu a při ohýbání se mohou prohnout, proto se nepoužívají pro stavbu skleníků. Profilové trubky o průměru 2 mm se nedoporučují, protože mají v místě ohybu nízkou pevnost.
Neexistují žádné přísné standardy pro výběr metody ohýbání čtvercových trubek, existují pouze oválTyto normy platí pro za tepla svařované trubky nad 100 mm, ale nevztahují se na profilované výrobky.
Odborníci doporučují použití „studené“ metody pro válcovaný trubkový materiál o průměru menším než 10 mm a ohýbání za tepla pro ty s průměrem 40 mm a větším.
Doporučuje se provést zkušební ohyb doma: jeden konec tvarové trubky upněte do svěráku a na druhý konec umístěte trubku s větším průměrem. Toto „rameno“ by mělo být při ohýbání obrobku utaženo. Pokud se snadno ohýbá, pak není nutné zahřívání. Kterou z těchto metod k ohýbání tvarové trubky doma použijete, je na vás.
Metody ohýbání podle typu materiálu potrubí pro:
- válcovaný kov - svařovaný, s řezáním pomocí brusky;
- ocel - s ohřevem;
- plast nebo hliník - jakákoli možnost, protože materiál je měkký.

Čtvercové válcované kovové výrobky se liší průřezem a velikostí stěny. Tyto faktory ovlivňují úhel ohybu.
Tato problematika má mnoho technických nuancí. Znalost všech však není pro domácí úkol nutná. Je důležité věnovat pozornost následujícím aspektům.
- Tenké výrobky s průřezem do 20 mm musí být ohýbány bez ohýbačky trubek v oblasti, která je 2,5krát delší než výška samotné trubky.
- Silný válcovaný kov lze ohýbat v zóně třikrát delší, než je jeho průřez. Pokud se toto ignoruje, kov praská zvenčí nebo se deformuje zevnitř.
- Ohýbání čtvercové trubky je v jednom ohledu nebezpečné: může způsobit zlomeninu v místě operace, což má za následek odmítnutí dílu.
- Mezní podmínkou je následující poměr: minimální poloměr nesmí být menší než dvaapůlnásobek ohybového průřezu. Například pro výrobek o tloušťce 40 mm je minimální vnitřní poloměr 40 x 2,5 = 100 mm.
Před ohýbáním ocelové profilové trubky byste si měli pamatovat ještě jedno pravidlo.

Výrobek má po tvarování tendenci se vracet do původního tvaru. Z tohoto důvodu je nejlepší jej ohnout o něco více, než vyžaduje vzor. Pokud obrobek ohnete o něco více, konečné zaoblení bude odpovídat specifikacím vzoru.
Všechny tyto podmínky je třeba vzít v úvahu před zahájením práce, jinak je doufání v kvalitní výsledek zbytečné.
Jak ohnout profilovou trubku bez ohýbačky trubek
Při stavbě přístřešků nebo skleníkových konstrukcí v letní chatě se obvykle používají malé profilové trubky. Přesnost úhlu ohybu není kritická, proto jsou pro ohýbání vhodné improvizované nástroje.
Samozřejmě je lepší provádět tento postup v samostatné místnosti, kde je pracovní stůl a různé nástroje.
Také si musíte připravit speciální oblečení; ochrání vás před prachem, hoblinami, jiskrami a při práci s hořákem.
Pokud děláte ohyb doma, je třeba zvážit:
- Množství ohybu.
- Materiály výroby.
- Tloušťka stěn.
- Sekce.
Deformace válcovaných profilových výrobků se provádí v rámci přípustných limitů stanovených pro průřez a tloušťku stěny.
Při práci je nutné dbát na to, aby se průřez nezploštil a nedošlo k vnitřním zlomeninám.

Jak ohýbat s předehřevem (s pískovým plnivem)
Pro dosažení kvalitního a rovnoměrného ohybu profilové trubky při použití „horké“ metody nejprve naplňte kus pískem. Protože práce bude zahrnovat horký kov, je nutné nosit plátěné rukavice.
Ohýbání čtvercového produktu krok za krokem vypadá takto:
- Do trysky se na jednom konci zasune dřevěný klín. Jeho délka by měla být desetinásobkem šířky základny. Plocha základny se rovná dvojnásobku plochy otvoru v obrobku, který bude zakrývat.
- Do trubky se nasype jemnozrnný písek, nejprve se proseje a vysuší (vypálí se při 150 stupních Celsia). K naplnění profilu pískem se používá trychtýř. Pro zajištění hustého a rovnoměrného rozložení se sype po částech. Během tohoto procesu poklepávejte na stěny dílu dřevěnou kladívkem.

- Z druhé strany se také zatlouká klín.
- Zátky musí odpovídat vnitřním rozměrům profilu. Jedna z nich má vyříznuté čtyři podélné drážky, které umožňují únik plynu vznikajícího při zahřívání písku.
- Místo, které se má ohnout, je označeno křídou.
- Profilový polotovar je upnut ve svěráku. Pokud má výrobek svar, měl by být na boku.
- Místo označené křídou se zahřívá plynovým hořákem do červena.
- Čtvercový profil ohněte opatrně, bez prudkých pohybů, ale silou. To se provede jedním tahem.
- Díly se poté musí nechat vychladnout a výsledek se porovná se šablonou.
- Pokud je ohyb proveden správně, zátky se odstraní a písek se vysype.
Pokud ohýbáte čtvercovou trubku se svarovými spoji, musí být umístěny na vnější straně ohybu, nikoli na vnitřní, jinak se svar rozpadne.
Tato metoda je vhodná pouze pro jednorázové provedení rohového ohybu. Opakované zahřívání způsobí ztrátu pevnosti kovu.
Je možné ohýbat trubkový produkt naplněný pískem bez jeho zahřívání, ale je to složitější proces.
7 způsobů ohýbání bez zahřívání (studená metoda)
Profilovou trubku můžete ohýbat „za studena“, pomocí různých nástrojů a bez předehřívání. Podívejme se, jak si profilovou trubku ohnout sami bez ohřevu.
- Ohyb s náplní - vodaTato možnost je levnější, nevyžaduje žádné vytápění a je určena pro tenké duralové a mosazné trubky. Je obzvláště vhodná pro použití v zimě, kdy teploty klesají pod bod mrazu.
Postup není složitý:
- jeden konec obrobku je utěsněn zátkou;
- z druhého konce se do dílu nalije voda a ten se také utěsní;
- profil se vynese ven a uchovává se v chladu, dokud voda nezamrzne;
- trubka se ohýbá, když v ní zamrzne voda, je to snadné;
- Produkt se přenese na teplé místo, tekutina se rozmrazí a voda se scedí.
Tato metoda se doporučuje pro potrubí vyrobené z neželezných kovů, protože nepodléhají korozi.
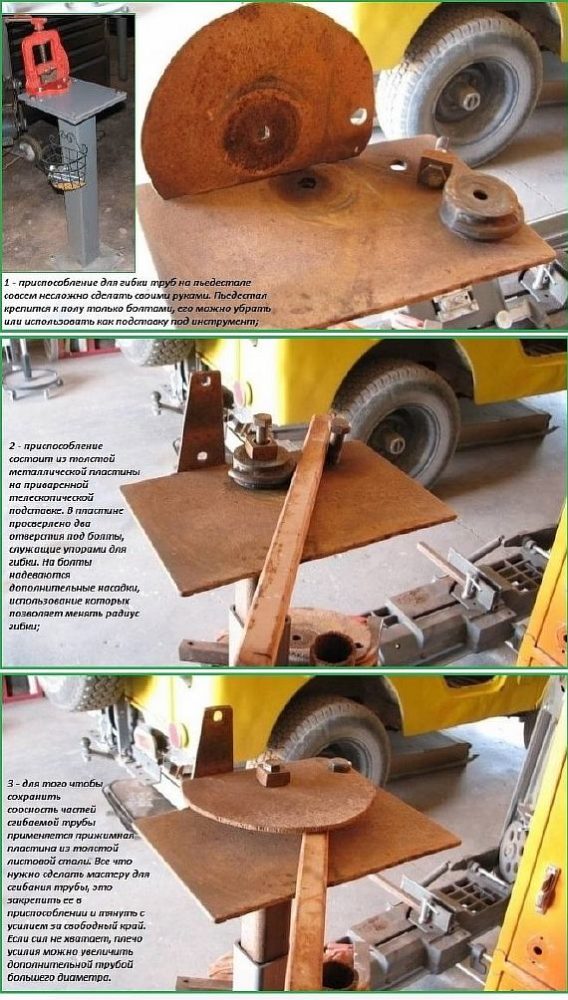
2. S ohýbací deskou — Tato metoda je určena pro ohýbání čtvercových ocelových nebo hliníkových trubek. Plech je panel vyrobený z tlustého kovového plechu. Je přivařen k sloupku namontovanému na provizorní plošině. Ohýbání vyžaduje několik kroků.
- vyvrtejte do desky otvory pro šrouby, které budou sloužit jako zarážka pro potrubí;
- Na jeden šroub nasaďte trysku; je to nutné k nastavení úhlu ohybu;
- Aby bylo zajištěno vyrovnání částí potrubí, které sousedí s ohybem, měla by být nad ním umístěna kovová deska zajištěná šrouby.
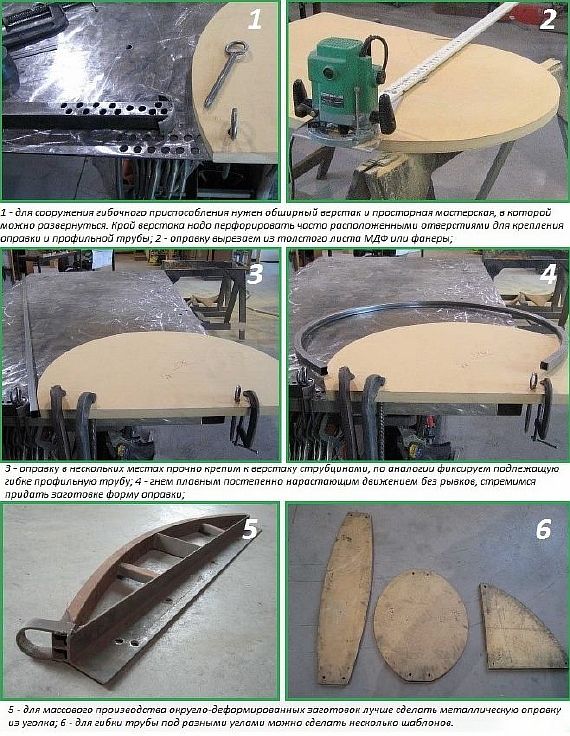
3. Ohýbání trnu — Vhodné pro profilové trubky s výškou stěny maximálně 25 mm. Tuto konstrukci je nejlepší umístit na pracovní stůl. Pro upevnění trnu a profilové trubky vyvrtejte podél jejího okraje časté otvory.
- Stupeň ohybu se nastavuje pomocí šablony vyrobené z překližky nebo kovového úhelníku. Aplikací fyzické síly se díl umístí na trn, čímž se dosáhne požadovaného úhlu ohybu.
4. Použití brusky - Tato metoda neumožňuje vytvořit dokonalý půlkruh, protože ohyb se skládá z několika rovných segmentů, které jsou umístěny v různých úhlech.
- Metoda spočívá v provedení příčných řezů (obvykle tří) bruskou v místě plánovaného ohybu. Čím menší je úhel ohybu, tím větší je počet řezů.
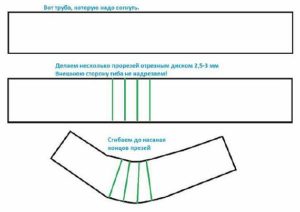
- Poté je třeba trubku v místech řezu ohnout - to lze provést bez použití nadměrné síly a řezy by měly být svařeny.
- Pokud jsou svarové švy dobře vyleštěné, bude výrobek vypadat docela slušně, bez záhybů a neztratí svou pevnost.
5. S pružinou — jednoduchá technika ohýbání. Z 2mm drátu se vyrobí pružina. Musí být ohnuta do tvaru potrubí tak, aby každý úsek byl o 2–3 mm menší než trubka na odpovídající straně, což umožňuje snadný pohyb v profilu.
- Hotová pružina by měla být vložena do dílu a poté ohnuta do požadovaného úhlu. V případě potřeby lze místo ohybu zahřát, aby se proces usnadnil. Pro snazší vyjmutí pružiny z dílu se na její konec přiváže drát.
6. Použití válečkové hřídele Tato metoda je určena pro trubky o průměru od 10 do 25 mm. Pro ohnutí obdélníkové trubky je nutné ji upnout ve svěráku. Poté se k ohnutí dílu použije speciální válec, který vyvíjí sílu. Toto zařízení vytváří vysoce kvalitní ohyb, ale vyžaduje fyzickou sílu.
7. Použití páky - je to dřevěná nebo kovová rukojeť, v jejíž spodní části je tryska s otvorem.
Pro ohnutí obrobku je nutné jej zasunout do otvoru až k bodu ohybu. Poté se páka zatáhne zpět a tímto pohybem se trubka ohne. Tato metoda není přesná, ale je vhodná pro ohýbání profilů skleníků. Podívejte se, jak si můžete skleník postavit svépomocí.

3 alternativní možnosti ohýbání
Existuje několik alternativních jednoduchých metod pro ohýbání profilové trubky na požadovaný poloměr:
- Kování — údery těžkým kladivem. To vyžaduje kovadlinu se zaobleným vrcholem. Obrobek musí být k kovadlině připevněn svorkami. Poté do obrobku udeřte bez použití nadměrné síly, abyste zabránili jeho zploštění.
- Podle vzorů — Potřebujete asfaltový nebo betonový povrch, na kterém byste měli vyznačit obrys budoucího oblouku. Poté zatlučte výztužné tyče a připevněte profil k první. Při ohýbání svařte polotovar s výztuží a po dokončení tyče nařežte bruskou.
- Pronájem pod útlakem — To vyžaduje vozidlo s bočně namontovanými koly. Profil se umístí do připravené ocelové nebo betonové drážky a kolo se převaluje po obrobku. Axiální vyrovnání by mělo být řízeno pomocí kovových vodítek.
Ohýbáme pomocí ohýbačky trubek
Pokud se k stavbě skleníku použijí profilové trubky s velkým průměrem, bude jejich ruční ohýbání obtížné. Doporučujeme vám seznámit se s s návodem, jak si svépomocí vyrobit standardní ohýbačku trubek, jeho konstrukce se skládá z hnacího kola (pohybuje se podél okrajů a ohýbá trubku v požadovaném úhlu), rámu, dopravníku a upínacích prvků.
Ohýbačka trubek může být:
- Ruční – určeno pro práci v malém měřítku. Obrobek je umístěn na dopravníku a upnut válečkem. Kolo se otáčí rukojetí, čímž dochází k ohýbání.
- Elektrické – toto zařízení se doporučuje pro silnější profilové trubky. Zařízení je poháněno elektricky a kolo je poháněno elektromotorem, což eliminuje potřebu ruční práce. Princip fungování je podobný jako u předchozího: profil je přiváděn do dopravníku a při průchodu upínací zónou se ohýbá.

Při použití tohoto zařízení jsou rohy trubky, jak uvnitř, tak i vně, vystaveny stejnému tlaku, takže ohyb je vysoce kvalitní a nepraská.
Jak ohnout profilovou trubku o 90 stupňů
Profilové trubky s otočením o 90 stupňů nemají ostré rohy a vypadají esteticky příjemně.
Nejprve si musíte připravit nástroje - svářečku, úhlovou brusku a kotouče.
Podívejme se na proces ohýbání profilu krok za krokem.
- Bod ohybu je na obrobku vyznačen a na všech stranách jsou vyznačeny příčné čáry. Změří se polovina šířky a její velikost je vyznačena na první čáře a na všech příčných čarách.

- Poloměrové čáry se kreslí pomocí kružítka nebo jiného kulatého předmětu. Tyto čáry se kreslí na obou stranách a označí se také oblast, která se má odstranit.

- Mezi dvěma značkami se na jedné straně provedou řezy. Poté se odstraní dva boční díly.

- Obrobek se mírně ohne dozadu a poté dovnitř. Výsledkem je pravý úhel na vnitřní straně a zaoblený úhel na vnější straně.


- Pomocí svařovacího stroje se ohýbaná část uchopí na obou stranách a poté se všechny švy svaří.

- Struska se odstraní a švy se opracují lamelovým brusným kotoučem.

Tato metoda je vhodná pro ohýbání profilu jakékoli velikosti vlastníma rukama.
Jak se vyhnout ovalizaci
Při ohýbání za studena je třeba zohlednit určité jemnosti, aby se zachoval průřez profilu. Za tímto účelem se instalují omezovače:
- vnitřní - neumožňuje zúžení potrubí;
- vnější - neumožňuje roztahování bočních stěn.
Jako omezovač se doporučuje použít pevný materiál, který dobře drží tvar.
Při stavbě skleníku z profilové trubky není nutné dodržovat přesný poloměr ohybu, takže není třeba utrácet peníze za drahý stroj.
Každý kutil ho bude mít po ruce. S jeho pomocí si můžete na dacha vytvořit docela slušný skleník.
Tipy a doporučení
Při procvičování flexibility je třeba vzít v úvahu řadu okolností:
- Při nákupu profilu se ujistěte, že všechny mají stejnou velikost, třídu oceli a patří do stejné dodací šarže;
- při použití svařovaných profilů orientujte stranu se švem směrem k vnitřnímu poloměru, jinak se může zlomit;
- Při práci s bruskou nezapomeňte používat ochranné pomůcky, jako jsou brýle nebo maska;
- Je třeba vzít v úvahu, že koncové části nelze vždy ohnout na požadovanou velikost, proto je třeba při výpočtu délky obrobku zohlednit jejich délku a po dokončení tvarování dílu je nutné tyto kusy odříznout;
- Je nutné provést antikorozní úpravu kovu a v budoucnu v ní pravidelně pokračovat.
Ohýbací služby
Taková služba se nemohla stát samostatnou oblastí rozvoje podnikání, protože v průmyslové verzi zahrnuje použití poměrně složitého technologického vybavení.
Na trhu jsou k dispozici také ohýbací služby, které nabízejí jak poloměrové ohýbání, tak i obloukové ohýbání. Toto rozlišení je dáno tím, že každá operace vyžaduje specifické vybavení. V prvním případě se jedná o ohýbačku trubek, zatímco ve druhém případě o tříválcový válcovací stroj.
Je třeba uznat, že ceny za provádění takových operací jsou docela rozumné:
- cena jednoho rohového ohybu je 30 rublů;
- Jeden lineární metr klenutého rozpětí bude také stát 30 rublů.
Ve srovnání s náklady na kov a dodávky materiálů v Moskevské oblasti je to prakticky nic.
Ohýbací zařízení
Konstrukce konstrukce závisí na průměrech, které je třeba zpracovat.

Pro válcované trubkové materiály o průměru do 20 mm lze vyrobit jednoduché zařízení sestávající z ocelových čepů zasunutých do betonové desky. Trubka vložená mezi čepy se ohne na požadované rozměry.
Ale když průměr přesáhne 20 mm, je třeba pro stavbu vyvinout složitější konstrukce.
Alternativně je dvojice válečků se zaoblenými bočními plochami upevněna na stabilní, odolný podklad. Poloměr této válečkové plochy musí odpovídat průměru válcovaného trubkového výrobku, který má být ohýbán.

Obrobek se vloží mezi válečky a jeho konec se zajistí. Druhý konec se připevní k navijáku, který se poté aktivuje. Když úhel na trubce dosáhne požadované hodnoty, naviják se zastaví.
Celý proces vytváření této ohýbačky trubek musí být rozdělen do následujících fází.
- Ozubená kola a ložiska musí být upevněny k hřídelím. Ozubená kola se zajišťují perem. Doporučuje se zakoupit ložiska kompletní s ložiskovými podpěrami.
- Ozubená kola a řetěz pasují na jakékoli auto.
- Pomocí svářečky se základna svaří a k ní se přišroubuje přítlačná hřídel.
- Dále se přivaří pružinové matice a plošina pro ně.
- Nosné hřídele jsou přišroubovány dole.
- Probíhá výstavba napínacího řetězu.
- V závěrečné fázi je rukojeť připevněna k hřídeli (doporučuje se použít rukojeť, která se otáčí).
Toto zařízení rychle provádí deformaci průchodem válcovaného trubkového produktu skrz něj.



