 Polüpropüleenist torude keevitamine on muutunud laialt levinud. Tänu oma madalale hinnale ja paigalduslihtsusele on plasttorud kindlalt ennast tõestanud kui juhtiv valik torustiku- ja küttesüsteemides.
Polüpropüleenist torude keevitamine on muutunud laialt levinud. Tänu oma madalale hinnale ja paigalduslihtsusele on plasttorud kindlalt ennast tõestanud kui juhtiv valik torustiku- ja küttesüsteemides.
Need konstruktsioonid ei ole nii vastupidavad kui nende metallkolleegid, kuid enamik inimesi eelistab plastikut. Paigaldamise lihtsus ja kiirus mängivad valiku tegemisel olulist ja mõnikord otsustavat rolli. Polüpropüleenist (PP) torujuhtme komponentide ühendamiseks kasutatav jootmismeetod võimaldab minutitega ehitada usaldusväärse ja vastupidava konstruktsiooni.
- Kuidas polüpropüleenist torusid õigesti jootma - üldised mõisted
- Kuidas keevitusprotsess toimib?
- Vajalik tööriist
- Ettevalmistustöö
- Keevitatud elementide otste rasvaärastus
- Märgime torukujulise toote paigaldussügavuse
- Kui kaua kuumutada
- Jootmine – algajate juhend jootmiseks
- Temperatuuri standardid
- Kuidas õigesti jootma panna - olulised jootmise nüansid
- Polüfusioonkeevitustööde teostamine
- Elektroonilise liitmikuga jootmine
- Mida keevitamisel vältida
- Paigaldamismeetodid
- Valmistame trükkplaatide võrgu paigutuse
- Kuidas valida polüpropüleenist torude jootmiseks keevitusmasinat
Kuidas polüpropüleenist torusid õigesti jootma - üldised mõisted
Esmapilgul tundub see protsess väga lihtne. Elemendid kuumutatakse, ühendatakse ja kinnitatakse. Kogemus on aga näidanud, et sellised toimingud hõlmavad palju nüansse, mille eiramine viib halva tulemuseni, st halvasti toimiva torujuhtmeni. Algajad peavad teatud aspektidele suurt tähelepanu pöörama.
Peamine probleem on see, et halvasti tehtud tööd saab tuvastada alles pärast seda, kui liin on teatud aja jooksul töötanud. Seetõttu on ise jootmisel oluline järgida teatud reegleid.
Polüpropüleenist torude ja liitmike keevitamine põhineb termofusioonmeetodil. See hõlmab keevitatavate elementide kuumutamist ja kiiret ühendamist. Ühenduse loomiseks vajame spetsiaalset seadet, mida nimetatakse jootekolviks.
Kuidas keevitusprotsess toimib?
Polüpropüleeni difusioonkeevitus hõlmab kahe kuumutatud detaili ühendamist. Seejärel need detailid ühendatakse. Selle tulemuseks on materjalide läbipõimumine (tuntud kui difusioon) liitekohas.
Keevitusaparaat võimaldab töötamise ajal kuumutustemperatuuri täpselt reguleerida. Ühenduse jaoks on soovitatav kasutada samast materjalist elemente.
Vaadake algajatele mõeldud videoõpetust polüpropüleenist torude jootmise kohta.
Paigaldatava süsteemi mõõtmete põhjal valitakse mitu keevitusmeetodit. Nende hulka kuuluvad põkk-keevitus, muhvkeevitus ja sadulkõvajoodis.
Vajalik tööriist
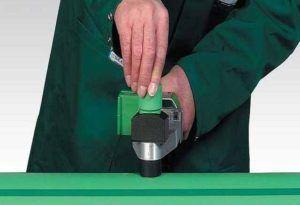
Kvaliteetse ühenduse tagamiseks peate valima spetsiaalse jootekolvi. Seda nimetatakse ka "PP-torude keevituskolviks".
 Polüpropüleenist torude ise keevitamine selle seadmega pole keeruline ja iga algaja saab sellega hakkama. Selle rea tööriistad maksavad kaheksa kuni neliteist tuhat rubla. Sellise seadme ostmine ühekordseks tööks pole aga soovitatav. See pole kuluefektiivne. Parem on rentida see ükskõik milliselt paigaldusfirmalt.
Polüpropüleenist torude ise keevitamine selle seadmega pole keeruline ja iga algaja saab sellega hakkama. Selle rea tööriistad maksavad kaheksa kuni neliteist tuhat rubla. Sellise seadme ostmine ühekordseks tööks pole aga soovitatav. See pole kuluefektiivne. Parem on rentida see ükskõik milliselt paigaldusfirmalt.
Plasttorude keevitusmasinat müüakse sageli erineva läbimõõduga teflonkattega otsikutega (et oleks võimalik ühendada erineva ristlõikega torusid). Tööks vajame ka järgmist tööriista.
- Torulõikur. See tööriist täiendab ka kirjeldatud seadet.
- Pardel See seade on mõeldud tugevdatud torukujuliste toodete kihtide tugevdamiseks.
- Valitseja.
- Rasvaärastuseks kasutatavad vahendid.
- Paigaldamine.
- Hästi teritatud nuga.
- Marker ja kalts.
- Fail.
Ettevalmistustöö
Pärast lihtsa pistikupesa jootmise protsessi demonstreeriva video vaatamist võite alustada praktiliste sammudega. Töö algstaadiumis on soovitatav torumaterjale visuaalselt kontrollida defektide või kahjustuste suhtes.
Kui kõik on korras, tuleks torude sortimendi ristlõiget võrrelda liitmike läbimõõduga. Need peaksid täpselt sobima.

Järgmisena tuleb rulltoru lõigata vajalike mõõtmetega. Torukujulised tooted tuleb lõigata rangelt risti. Tugevdatud tüüpide puhul puhastatakse pinnad pardliga. Tugevdatud materjali edasine töötlemine on sama, mis tugevdamata materjalide puhul.
Pärast tooriku lõikamist tuleb tulevased vuugikohad viimistleda ja ebatasasused eemaldada. Seda saab teha noaga.
Keevitatud elementide otste rasvaärastus
Kahjuks paljud algajad keevitajad seda nõuet eiravad. Kuigi on võimalik luua vuuk ka ilma selle protseduurita, hoiatavad spetsialistid, et kvaliteet on oluliselt madalam.
Enne polüpropüleenist torude ise keevitamist pühkige liitmiku sisekülg ja toru tooriku väliskülg. See eemaldab abrasiivid ja tolmu, mis võivad kahjustada keevitusseadmete düüside katet.
Düüse endid töödeldakse samamoodi. Enne polüpropüleenist torude keevitamist kontrollitakse neid aga sulanud plasti jääkide suhtes. Kui neid on, tuleb need kohe eemaldada.
Märgime torukujulise toote paigaldussügavuse
See on algajatele ka väga oluline punkt – oskus õigesti märkida torukujulise toote sisestamise sügavus liitmikku. Erineva läbimõõduga liitmikel on erinev keevisõmbluse sügavus. Sel põhjusel saab keevitamist teha alles pärast selle mõõtme mõõtmist joonlaua või nihikuga.
See on vajalik torukujulise komponendi liiga sügavale paigaldamise vältimiseks. Selle hoiatuse eiramine kitseneb vuugi ulatuses, mis võib omakorda viia süsteemi ebaefektiivse tööni. Seetõttu tuleb see arvutus teha äärmise täpsusega.
Vaadake algajatele keevitajatele mõeldud videoõpetust, kuidas õigesti jootma hakata.
Kui kaua kuumutada
 Enne plasttorude keevitamist tuleb keevitusaparaat paigutada mugavasse kohta ja kindlalt kinnitada. Seejärel saab paigaldada düüsid. Alles seejärel saab seadme toiteallikaga ühendada. Seejärel tuleb seadet soojendada, mis võtab umbes kümme minutit.
Enne plasttorude keevitamist tuleb keevitusaparaat paigutada mugavasse kohta ja kindlalt kinnitada. Seejärel saab paigaldada düüsid. Alles seejärel saab seadme toiteallikaga ühendada. Seejärel tuleb seadet soojendada, mis võtab umbes kümme minutit.
Kui soovitud temperatuur on saavutatud, peaks seadme märgutuli kustuma, mis näitab, et seade on tööks valmis.
Kuuma seadme jaoks on soovitatav paigaldada alus, sest kapteni käed peavad kuumutatud osade kinnitamiseks olema vabad.
Jootmine – algajate juhend jootmiseks
Esitatud video demonstreerib selgelt, kuidas polüpropüleenist torusid keevitada. See selgitab kogu protsessi väga detailselt. Tunni eelnev vaatamine aitab teil kiiresti aru saada polüpropüleenist torude keevitamise tehnoloogiast ja näidata, kuidas seda praktikas kasutatakse.
Videos käsitletakse ka iga sammu üksikasjalikult, sealhulgas seda, kuidas konstruktsiooni õigesti keevitada. Esitatavat materjali tuleks hoolikalt uurida, sest see tagab, et edaspidine iseseisev töö ei tekita raskusi.
Videoõpetus kinnitab täielikult, et keevitusmasina kasutamine pole sugugi keeruline. Algaja vaataja märkab aga, et kõik toimingud järgivad teatud reegleid.
Algajad peaksid kindlasti vaatama seda videoõpetust, kuidas õigesti jootma hakata.
Temperatuuri regulaator on seatud 260 kraadile Celsiuse järgi. Seda temperatuuri peetakse optimaalseks polüpropüleenist toodete sulatamiseks. See on ohutu ka düüside teflonkatte jaoks. Seadmel ei pruugi olla temperatuuri regulaatorit.
See ei tähenda tingimata, et selline keevitusseade ei sobi plastide efektiivseks ühendamiseks. Seda seetõttu, et plastmaterjalide kuumutamiseks üle ettenähtud temperatuuri ei kasutata ühtegi teist temperatuuri. Seetõttu pole vaja sellele küsimusele liiga palju rõhku panna.
Pärast seda algab tegelik jootmine. Liitmik ja toru sisestatakse samaaegselt düüsidele. Tooriku ja liitmiku sisestamine nõuab märkimisväärset jõudu. See on tingitud asjaolust, et iga kütteseadme düüs on koonusekujuline ja sellel on viis kraadi kalle.
Nimiväärtusele vastab ainult pinna sisemine läbimõõt. Torukujuline toorik tuleks sisestada nii kaugele kui võimalik, kuid seda ei tohiks enam vajutada. Liigne surve sellises olukorras võib põhjustada sisemise kühmu tekkimise.
Polüpropüleenist torude ise keevitamine hõlmab kuumutatud polüpropüleenist osade kiiret ühendamist. Samuti on oluline meeles pidada, et valmis konstruktsiooni ei tohiks pöörata ega liigutada enne, kui see on täielikult jahtunud.
Väikese vea parandamiseks kulub vaid paar sekundit. Iga järgnev liikumine võib äsja loodud konstruktsiooni tihedust negatiivselt mõjutada.
Temperatuuri standardid
Nagu juba mainitud, tuleb polüpropüleenist torude keevitamist teostada vastavalt kehtivatele eeskirjadele. Kõik tuleb teha aeglaselt ja õigesti. See kehtib ka temperatuuri kohta. Torustiku paigaldamisel on oluline säilitada mitte ainult polüpropüleenist torude õige keevitustemperatuur, vaid ka õige keevitusaeg.
Iga keevitusaparaadiga on kaasas juhend, milles on üksikasjalikult kirjeldatud erinevate materjalide keevitamiseks vajalik aeg ja temperatuur. Nende juhiste eiramine vähendab sisediameetrit ja veeringlust süsteemis.
Eksperdid soovitavad algajatele ka seda, et oluline poleks valida ainult 265 kraadi temperatuuri. Töötades pöörake tähelepanu järgmistele täiendavatele nüanssidele:
- Torusüsteemi läbimõõt.
- Ümbritseva õhu temperatuur.
- Soojenemisaeg.
Erilist tähelepanu pööratakse välisõhu temperatuurile. Paigaldamise ajal on lühikesed pausid vältimatud, mis tekivad kuumutatud osade eemaldamisel ja kokkuühendamisel.
Madalatel temperatuuridel kiire jahtumise vältimiseks kuumutatakse polüpropüleenist konstruktsiooni veidi pikema aja jooksul. Soovitatav aeg on umbes kolm sekundit. See määratakse siiski igal üksikjuhul eraldi.
Temperatuuristandardite valimisel on oluline arvestada ühendatavate osade läbimõõtudega. See mõjutab ka kuumutamise kestust ja astet.
Seda tööd saab oluliselt lihtsustada spetsiaalsete tabelite abil. Need leiate jootekolvi kasutusjuhendist või meie veebisaidilt.

Kuidas õigesti jootma panna - olulised jootmise nüansid
Kui järgite kehtestatud reegleid, pole polüpropüleenist torude ja liitmike keevitamine keeruline. Isegi algaja või kogenematu käsitööline saab plastikust torustiku või küttesüsteemi hõlpsalt ehitada.
Enne trükkplaadi võrgu ise keevitamist on kõige parem paluda abi kelleltki tuttavalt. Lihtsam on jootmine, kui üks inimene hoiab keevituskolvi ja teine ühendab kuumutatud osi.
Vaata videot: Jootmine ja algajate levinud vead
Vaatamata paljudele nüanssidele, mida tuleb käsitleda, ei ole selliste tegevuste jaoks vaja eriteadmisi ja igaüks saab seda ise kodus teha.
Polüfusioonkeevitustööde teostamine
Kui vajalikud osad ja tööriistad on ette valmistatud, võite alustada keevitamist. Nõuetekohase keevitamise tagamiseks vaadake videot ja järgige algajatele mõeldud juhiseid.
- Asetage liitmik töötemperatuurini kuumutatud otsikule. Selle soojenemine võtab tavapärasest kauem aega, kuna selle seinad on paksemad kui polüpropüleenist torudel.
- Asetage plasttoru keevitusmasina teisele otsikule alles pärast seda, kui liitmik on hakanud kuumenema.
- Nüüd oodake, kuni mõlemad osad soojenevad vajaliku temperatuurini.
- Pärast seda tuleb need ühendada. Kui need ei sobi tihedalt kokku, tuleb neid keevitamise ajal 10 kraadi pöörata.
- Kvaliteetse ühenduse tagamiseks tuleb arvutada jootmisaeg. Selleks kasutage spetsiaalset tabelit; jootmisaeg sõltub läbimõõdust.
- Kui elemendid on kuumenenud, tuleb need eemaldada ja ühendada sujuva liigutusega, sisestades toru liitmikku vastavalt eelnevalt paigutatud märgistusele.
- Hoidke mõlemat osa mõnda aega tihedalt suletuna, kuni ühendusõmblus jahtub, nagu videos näidatud.
Pange tähele, et kvaliteetse keevitamise jaoks tuleb luua täpsed ühendused ilma plastmaterjali liigse sulamiseta. Liigne polüpropüleen vähendab torujuhtme juhtivust selle läbimõõdu vähenemise tõttu. See näitab, et polüpropüleenist torud on valesti keevitatud.
Elektroonilise liitmikuga jootmine
Elektrofusioonaparaadi jootmiseks ettevalmistamise protsess on täpselt sama mis polüfusioonaparaadil. Jootmismeetod ise on aga veidi erinev.
- On vaja ette valmistada etteantud pikkusega tükid.
- Kontrollige kõiki osi kahjustuste suhtes.
- Valmistage ette keevitusmasin.
- Kogu pind tuleb oksüdatsioonist puhastada. Samuti tuleb rasvast puhastada kõik ühendatavad osad.
- Nüüd, toru liitmikku sisestamisel, tehke ehitusmarkeriga märk.
- Elektriline liitmik ühendatakse jootekolbiga spetsiaalsete juhtmete abil.
- Keevitamise alustamiseks sisestage toru elektriliitmikku.
- Lülitage lüliti asendisse "Sees" ja kõik juhtub automaatselt.
- Jootmise lõppu näitavad liitmikul olevad spetsiaalsed märgid, kust polüpropüleen välja tuleb.
Kui keevisõmblus on valmis, peab ühenduskoht läbima loomuliku jahtumise. Kui kõik osad on jahtunud ja kogu protsess on õigesti läbi viidud, on ühendus väga kindel.
Mida keevitamisel vältida
Liitmike ja plastkonstruktsiooni osade ühendamisel tuleb need tihedalt kokku sobitada, et vältida üle 1 mm suuruste vahede tekkimist. Vastasel juhul tekib sisemiste piirajate ja otsa vahele vahe, mis mõjutab negatiivselt kogu süsteemi edasist tööd.
Vaata algajatele mõeldud videoõpetust
Osade ühendamisel ärge rakendage ebavajalikku jõudu, kuna see põhjustab toru sisemise piiriku ja selle otsa vahele ebatasasuse tekkimise, mis takistab selles olevate vedelike juhtivust.
Paigaldamismeetodid
PP-süsteemide paigutus on paigaldamise ajal esimene kaalutlus. See nõuab otsust, kas peita torustik seinte sisse või paigaldada see avatult. See on eriti oluline väikeste korterite puhul, kuna torud võtavad palju ruumi.
Avatud paigaldus on pealiini paigaldamine seina või põranda kohale.

Võimaluse korral peidetakse konstruktsioon dekoratiivse konstruktsiooni alla. Selle olukorra eelised on järgmised:
- Võimalus paigaldada torusid mis tahes materjalist.
- Lihtsad paigaldusjuhised.
- Lihtne paigutus.
- Madal hind.
- Torustikusüsteemi pideva jälgimise võimalus.
Selliste disainilahenduste puudused on järgmised:
- Esinduslik välimus.
- Kasuliku ruumi märkimisväärne kaotus. See on eriti valus väikese ruumi puhul, kus paar lisasentimeetrit tähendab lisaruumi torustiku jaoks.
Varjatud paigaldus on konstruktsioon, mida iseloomustab esteetiline välimus, kuna põhiliin kulgeb läbi seina või põranda.

See valik võimaldab teil vältida kasuliku ruumi raiskamist. Siiski on sellel ka puudusi, sealhulgas:
- võimalus osta valtsitud torusid ainult teatud materjalidest;
- töömahukas ettevalmistustöö. Keerulisem paigaldus;
- remondi teostamise võimatus ilma konstruktsiooni lammutamata ja hävitamata.
Valmistame trükkplaatide võrgu paigutuse
Kui torustiku paigutusmeetod on kindlaks määratud ja torustiku seadmete mõõtmed teada, saame projekteerida korterisse või majja paigaldatava süsteemi paigutuse.
Plaan näitab seadmete paigaldamise täpseid asukohti. Kõik mõõtmised tuleb teha äärmise täpsusega. Enne keevitamise alustamist tutvuge järgmiste juhistega. Need reeglid on lihtsad:
- Torutooted ei tohi ristuda.
- Kanalisatsioon ja veevarustus paigaldatakse võimalikult lähedale.
- Kogu süsteem peaks olema lihtne.
- Vertikaalselt paiknevad oksad on varustatud painduvate voolikutega.
- Professionaalsed torulukksepad nimetavad PP-seeriat kõige sobivamaks valikuks igat tüüpi peajuhtmete paigaldamiseks. Nende toodete peamine omadus on lihtne paigaldamine, täpsemalt jootmine, mida saab teha ka ise.
Kuidas valida polüpropüleenist torude jootmiseks keevitusmasinat
 Keevitusmasina valimine pole keeruline, kui hoolikalt uurida spetsialistide soovitusi. Kuni 63 mm läbimõõduga peatoru keevitamisel on soovitatav kasutada ühendusmuhve ja muhvliiteid. Kui ühendatavad osad on suuremad kui 63 mm, on polüpropüleenist torude puhul parem kasutada põkk-keevituse meetodit.
Keevitusmasina valimine pole keeruline, kui hoolikalt uurida spetsialistide soovitusi. Kuni 63 mm läbimõõduga peatoru keevitamisel on soovitatav kasutada ühendusmuhve ja muhvliiteid. Kui ühendatavad osad on suuremad kui 63 mm, on polüpropüleenist torude puhul parem kasutada põkk-keevituse meetodit.
Keevitame kuni 40 mm läbimõõduga torusid polüpropüleenist torude keevitusmasinaga. Kui peatoru ristlõige on suurem kui 49 mm, aitab elementide omavaheliseks kinnitamiseks kasutada tsentreerimisseadisega seadet.
Polüpropüleenist torujuhtmete keevitusseadmed jagunevad tavapäraselt järgmisteks tüüpideks:
- Mehaaniline. Neid seadmeid kasutatakse suuremahuliste torujuhtmete jaoks.
- Manuaalne. Seda tüüpi seade sobib ideaalselt isetegemiseks. Need suudavad ühendada kuni 125 mm läbimõõduga liine.
Keevitusmasina valik peaks põhinema ehitatava süsteemi eripäradel. Samuti on oluline, et komplekt sisaldaks düüside komplekti. See võimaldab teil töötada erineva mahuga torujuhtmetega.
Lisaks eelnevale peaks algaja käsitööline olema teadlik odavate tööriistade vältimise olulisusest. Nende otsakud on tavaliselt kaetud madala kvaliteediga kattega. Seetõttu on sellise seadmega võimatu kvaliteetset konstruktsiooni keevitada.
Kodune meistrimees peaks valima spetsiaalse väikese keevitusseadme. Sellest piisab majapidamise pealiini vajaduste rahuldamiseks.
Polüpropüleenist torude ise keevitamine pole keeruline ülesanne, kui olete kogu protseduuri selgeks õppinud ja teil on soov tööga tegeleda. Iga elektriline keevitusmasin on suureks abiks. Ja vajalike lisatarvikute komplekti ostmine aitab teil märkimisväärselt raha ja aega kokku hoida.



Olen nii tänulik! Tänan teid väga selle materjali eest! Te olite ainus koht, kust ma leidsin konkreetset teavet plasttorude kohta! Tänan teid veel kord! Püsige terved! Otsisin plastseadmete paigaldajat. Leidsin kõik paigaldajate tööd. See on minu esimene kord kommentaari postitada ja esimene kord siin olla.