De nos jours, les serres en tubes profilés sont souvent installées dans les résidences secondaires. Elles sont stables, ont une durée de vie plus longue et laissent passer plus de lumière que les serres en bois.
Pour installer une structure en acier profilé, il est nécessaire de la cintrer selon un angle précis. Cela semble impossible sans équipement spécialisé. Dans cet article, nous explorerons différentes méthodes et expliquerons comment cintrer soi-même des profilés carrés en acier, sans cintreuse.
- Quelles difficultés surviennent lors du cintrage d'un tube profilé ?
- Comment la forme et les caractéristiques techniques d'un tube profilé influencent-elles le choix de la méthode de cintrage ?
- Comment cintrer un tube profilé sans cintreuse à tubes
- Comment cintrer avec préchauffage (avec remplissage de sable)
- 7 façons de plier sans chauffer (méthode à froid)
- 3 options alternatives pour le pliage
- Nous cintrons à l'aide d'une cintreuse à tubes.
- Comment cintrer un tube profilé à 90 degrés
- Comment éviter l'ovalisation
- Conseils et recommandations
- Services de pliage
- Dispositifs de pliage
Quelles difficultés surviennent lors du cintrage d'un tube profilé ?
Un tuyau à profil flexible désigne un tuyau partiellement ou totalement cintré. Comme on le sait, Les tubes profilés présentent un haut degré de résistance.Elles ne peuvent donc être pliées que sous pression ou en chauffant la zone à plier. Au cours de ce processus, deux forces agissent sur la pièce :
- compression - à l'intérieur ;
- extensions - à l'extérieur.
C’est précisément dans la direction opposée à ces forces que réside la difficulté du travail lors du bouclage d’un tuyau :
- À différents endroits, le profilé du tube peut réagir différemment au cintrage, ce qui entraînera une perte d'alignement, c'est-à-dire que des sections individuelles de la pièce se trouveront sur des surfaces différentes.
- Le tuyau ne résiste pas toujours à l'étirage et peut se plier ou éclater. Ces problèmes surviennent le plus souvent lorsque le cintrage est mal effectué.
- Le produit peut présenter des plis ressemblant à de la carton ondulée.
- La résistance diminue en cas de surchauffe et la structure est endommagée.
- Les parois latérales sont écrasées – cela se produit en raison d'une pression excessive lorsque la pièce passe à travers la structure de pliage.
Pour éviter ces problèmes, il convient de tenir compte du matériau dont sont faits les tuyaux et de leurs dimensions : épaisseur de paroi, diamètre, angle de courbure.
Comment la forme et les caractéristiques techniques d'un tube profilé influencent-elles le choix de la méthode de cintrage ?
Les tuyaux profilés ne sont pas ronds, ils sont rectangulaires, ovales ou carrésPour les serres situées près d'une maison de campagne, il est recommandé d'utiliser des modèles carrés ou rectangulaires ; leurs parois plates facilitent la fixation de la couverture.

La gamme de profilés est vaste. Ils présentent divers paramètres géométriques, les principaux étant la section transversale et l'épaisseur de paroi. La ductilité est importante car elle détermine le rayon de courbure possible. Il est à noter que les tubes profilés chauffés voient leur ductilité augmenter, ce qui facilite leur cintrage.
Il existe deux méthodes technologiques :
- « Froid » - sans exposition à la température ;
- « Chaud » - la zone est préchauffée.
De plus, les tubes en acier faiblement allié et à base de carbone présentent une élasticité accrue et peuvent reprendre leur forme initiale après avoir été pliés ; ils ne sont donc pas utilisés pour la construction de serres. Les tubes profilés de 2 mm de diamètre sont déconseillés, car leur résistance à la flexion est faible.
Il n'existe pas de normes strictes pour le choix d'une méthode de cintrage des tubes carrés, il n'y a que ovaleCes normes s'appliquent aux tubes soudés à chaud de plus de 100 mm, mais ne s'appliquent pas aux produits profilés.
Les professionnels suggèrent d'utiliser la méthode « à froid » pour les matériaux tubulaires laminés d'un diamètre inférieur à 10 mm, et de les cintrer à chaud pour ceux d'un diamètre de 40 mm et plus.
Il est recommandé d'effectuer un essai de cintrage à domicile : fixez une extrémité du tube profilé dans un étau et placez un tube de diamètre supérieur à l'autre extrémité. Serrez ce support pendant le cintrage. Si le tube se cintre facilement, le chauffage est inutile. Le choix de la méthode de cintrage vous appartient.
Méthodes de cintrage selon le type de matériau du tuyau, pour :
- métal laminé - soudé, avec découpe à l'aide d'une meuleuse ;
- acier - avec chauffage ;
- plastique ou aluminium - peu importe, puisque le matériau est mou.

Les produits métalliques laminés carrés présentent des sections transversales et des épaisseurs de paroi variables. Ces facteurs influencent l'angle de pliage.
Ce problème comporte de nombreuses subtilités techniques. Mais il n'est pas nécessaire de toutes les connaître pour les devoirs. Il est important de prêter attention aux aspects suivants.
- Les produits minces d'une section transversale allant jusqu'à 20 mm doivent être cintrés sans cintreuse à tubes sur une surface 2,5 fois plus longue que la hauteur du tube lui-même.
- Les métaux laminés épais peuvent être pliés sur une zone trois fois plus longue que leur section transversale. Si cette contrainte est négligée, le métal se fissurera en surface ou se déformera en profondeur.
- Le cintrage d'un tube carré présente un danger : il peut provoquer une fracture au niveau de l'opération, ce qui entraîne le rejet de la pièce.
- La condition limite est le rapport suivant : le rayon minimal ne doit pas être inférieur à deux fois et demie la section de pliage. Par exemple, pour un produit de 40 mm d’épaisseur, le rayon intérieur minimal est de 40 × 2,5 = 100 mm.
Avant de cintrer un tube profilé en acier, il faut se souvenir d'une autre règle.

Le produit a tendance à reprendre sa forme initiale après avoir été façonné. C'est pourquoi il est préférable de le plier légèrement plus que ne le prévoit le gabarit. En pliant légèrement plus la pièce, l'arrondi final correspondra aux spécifications du gabarit.
Il est indispensable de tenir compte de toutes ces conditions avant de commencer les travaux, faute de quoi espérer un résultat de qualité est vain.
Comment cintrer un tube profilé sans cintreuse à tubes
Pour la construction d'auvents ou de serres dans les résidences secondaires, on utilise généralement des tubes profilés de petit diamètre. La précision de l'angle de cintrage n'étant pas cruciale, des outils improvisés conviennent parfaitement.
Bien sûr, il est préférable d'effectuer cette opération dans une pièce séparée équipée d'un établi et de divers outils.
Vous devrez également vous munir de vêtements spéciaux ; ils vous protégeront de la poussière, des copeaux, des étincelles et lors de l'utilisation d'un chalumeau.
Si vous effectuez un exercice de flexion à domicile, vous devez tenir compte des éléments suivants :
- Le degré de courbure.
- Matériaux de fabrication.
- L'épaisseur des parois.
- Section.
La déformation des produits profilés laminés est réalisée dans les limites admissibles fixées pour la section transversale et l'épaisseur de paroi.
Lors des travaux, il est nécessaire de veiller à ce que la section transversale ne s'aplatisse pas et qu'aucune fracture interne n'apparaisse.

Comment cintrer avec préchauffage (avec remplissage de sable)
Pour obtenir un cintrage régulier et de qualité sur un tube profilé par la méthode à chaud, commencez par le remplir de sable. Le travail impliquant du métal chaud, le port de gants en toile est indispensable.
Voici comment se déroule le pliage d'un produit carré, étape par étape :
- Une cale en bois est insérée dans la buse à une extrémité. Sa longueur doit être dix fois supérieure à la largeur de la base. La surface de la base est égale au double de la surface de l'orifice qu'elle recouvrira dans la pièce à usiner.
- Du sable fin, préalablement tamisé et séché (cuit à 150 °C), est versé dans le tuyau. Un entonnoir sert à remplir le profil avec le sable. Pour assurer une répartition dense et homogène, le sable est versé par portions. Pendant cette opération, tapotez les parois du tuyau avec un maillet en bois.

- Un coin est également enfoncé de l'autre côté.
- Les bouchons doivent correspondre aux dimensions internes du profil. L'un d'eux comporte quatre rainures longitudinales permettant l'évacuation des gaz produits lors du chauffage du sable.
- L'endroit où plier est marqué à la craie.
- L'ébauche profilée est fixée dans un étau. Si la pièce comporte une soudure, celle-ci doit être placée sur le côté.
- L'endroit marqué à la craie est chauffé au brûleur à gaz jusqu'à ce qu'il devienne rouge.
- Pliez soigneusement le profil carré, sans mouvements brusques, mais avec force. L'opération se fait en une seule fois.
- Il faut ensuite laisser refroidir les pièces et comparer le résultat avec le gabarit.
- Si le cintrage est effectué correctement, les bouchons sont retirés et le sable est évacué.
Si vous cintrez un tube carré avec des soudures, celles-ci doivent être placées à l'extérieur du cintrage, et non à l'intérieur, sinon la soudure se détachera.
Cette méthode ne convient qu'à la réalisation d'un pli d'angle une seule fois. Des chauffages répétés entraîneront une perte de résistance du métal.
Il est possible de cintrer un tuyau rempli de sable sans le chauffer, mais c'est un processus plus complexe.
7 façons de plier sans chauffer (méthode à froid)
Il est possible de cintrer un tube profilé à froid, à l'aide de différents outils et sans préchauffage. Voyons comment cintrer soi-même un tube profilé sans chauffage.
- Courbure avec remplissage - eauCette option est moins coûteuse, ne nécessite aucun chauffage et est conçue pour les tuyaux en duralumin et en laiton de faible épaisseur. Elle est particulièrement pratique en hiver, lorsque les températures descendent en dessous de zéro.
La procédure n'est pas compliquée :
- une extrémité de la pièce est scellée par un bouchon ;
- De l'autre côté, de l'eau est versée dans la partie et celle-ci est également scellée ;
- Le profil est pris à l'extérieur et conservé au froid jusqu'à ce que l'eau gèle ;
- le tuyau se courbe, lorsque l'eau y est gelée, c'est facile ;
- Le produit est placé dans un endroit chaud, le liquide est décongelé et l'eau est égouttée.
Cette méthode est recommandée pour les tuyaux en métaux non ferreux, car ils ne sont pas sujets à la corrosion.
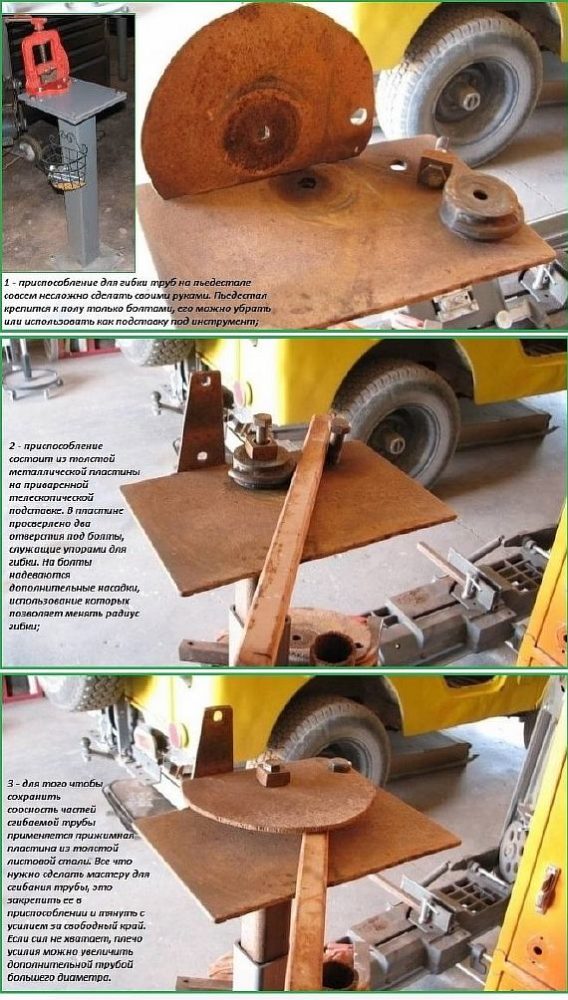
2. Avec plaque de pliage Cette méthode est conçue pour le cintrage de tubes carrés en acier ou en aluminium. La plaque est un panneau constitué d'une tôle épaisse. Elle est soudée à un poteau fixé sur une plateforme improvisée. Le cintrage nécessite plusieurs étapes.
- percer des trous dans la dalle pour les boulons, ils serviront de butée pour le tuyau ;
- Placez une buse sur un boulon ; elle est nécessaire pour ajuster l'angle de courbure ;
- Pour assurer l'alignement des sections de tuyau adjacentes au coude, une plaque métallique fixée par des boulons doit être placée au-dessus.
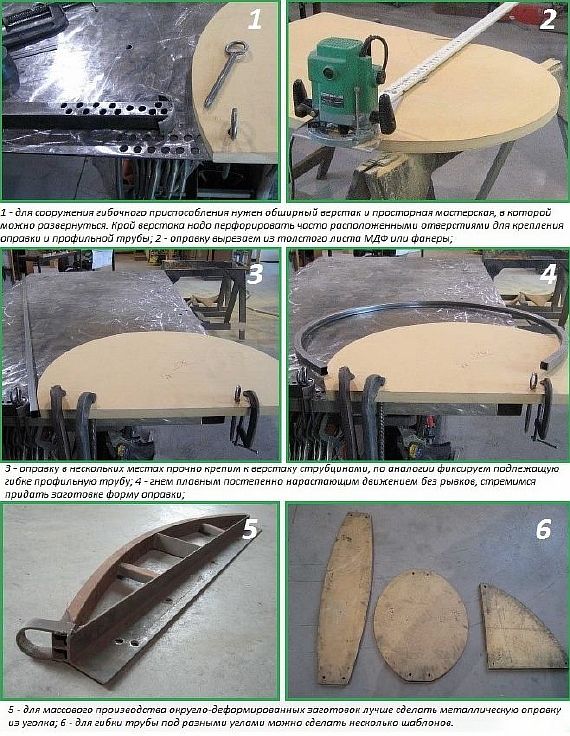
3. cintrage par mandrin — Convient aux tubes profilés d'une hauteur de paroi maximale de 25 mm. Ce modèle est idéalement placé sur un établi. Percez des trous réguliers le long de son bord pour fixer le mandrin et le tube profilé.
- Le degré de cintrage est ajusté à l'aide d'un gabarit en contreplaqué ou en cornière métallique. Par application d'une force, la pièce est positionnée sur le mandrin, ce qui lui confère l'angle de cintrage souhaité.
4. Utiliser un broyeur - Cette méthode ne permet pas de réaliser un demi-cercle parfait, car le coude est composé de plusieurs segments droits, situés à des angles différents.
- Cette méthode consiste à effectuer des passes transversales (généralement trois) à l'aide d'une meuleuse à l'endroit du pli prévu. Plus l'angle de pli est petit, plus le nombre de passes est élevé.
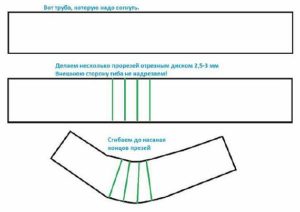
- Ensuite, le tuyau doit être cintré aux points de coupe – cela peut se faire sans appliquer de force excessive – et les coupes doivent être soudées.
- Si les cordons de soudure sont bien polis, le produit aura une apparence tout à fait correcte, sans plis, et conservera sa solidité.
5. Avec un ressort — une technique de cintrage simple. Un ressort est fabriqué à partir d'un fil de 2 mm. Il doit être cintré selon la forme du tuyau de sorte que chaque section soit 2 à 3 mm plus petite que le tuyau du côté correspondant, lui permettant ainsi de coulisser facilement dans le profilé.
- Le ressort fini doit être inséré dans la pièce, puis plié à l'angle souhaité. Si nécessaire, le point de pliage peut être chauffé pour faciliter l'opération. Pour faciliter le retrait du ressort de la pièce, un fil est attaché à son extrémité.
6. Utilisation d'un arbre à rouleaux Cette méthode est conçue pour les tubes de 10 à 25 mm de diamètre. Pour cintrer un tube rectangulaire, il faut le fixer dans un étau. Un rouleau spécial est ensuite utilisé pour cintrer le tube en appliquant une force. Cet outil permet d'obtenir un cintrage de haute qualité, mais exige une certaine force physique.
7. Utiliser un levier - Il s'agit d'une poignée en bois ou en métal, dont la partie inférieure comporte un embout percé d'un trou.
Pour cintrer la pièce, il faut l'insérer dans l'orifice jusqu'au point de cintrage. Ensuite, on tire le levier vers l'arrière, ce qui cintre le tube. Cette méthode manque de précision, mais elle convient au cintrage des profilés de serres. Découvrez comment fabriquer vous-même une serre..

3 options alternatives pour le pliage
Il existe plusieurs méthodes alternatives simples pour cintrer un tube profilé au rayon requis :
- Forgeage — en frappant avec un marteau lourd. Cela nécessite une enclume à sommet arrondi. La pièce à usiner doit être fixée à l'enclume à l'aide de serre-joints. Ensuite, frappez la pièce sans appliquer une force excessive pour éviter de l'aplatir.
- Selon les modèles Il vous faut une surface en asphalte ou en béton sur laquelle vous tracerez le contour de la future arche. Ensuite, enfoncez les barres d'armature en fixant le profilé à la première. Au fur et à mesure du cintrage, soudez l'ébauche à l'armature, puis, une fois terminé, coupez les barres à la meuleuse.
- Location sous oppression — Cela nécessite un véhicule à roues latérales. Le profilé est placé dans une rainure en acier ou en béton préalablement préparée, puis la roue roule sur la pièce. L'alignement axial doit être contrôlé à l'aide de guides métalliques.
Nous cintrons à l'aide d'une cintreuse à tubes.
Si l'on utilise des tubes profilés de grand diamètre pour construire une serre, les cintrer manuellement sera difficile. Nous vous recommandons de vous familiariser avec avec des instructions pour fabriquer soi-même une cintreuse de tubes standard, sa conception comprend une roue motrice (qui se déplace le long des bords en courbant le tuyau à l'angle souhaité), un châssis, un convoyeur et des éléments de serrage.
Une cintreuse de tubes peut être :
- Machine manuelle – conçue pour les travaux de petite envergure. La pièce est placée sur un convoyeur et maintenue par un rouleau. La roue est actionnée par une manivelle, ce qui permet le pliage.
- Électrique — cet équipement est recommandé pour les tubes de forte section. L'appareil est alimenté électriquement et la roue est entraînée par un moteur électrique, ce qui élimine le besoin de main-d'œuvre. Son principe de fonctionnement est similaire au précédent : le tube est acheminé sur un convoyeur et, lors de son passage dans la zone de serrage, il est cintré.

Lors de l'utilisation de cet appareil, les angles du tuyau, à l'intérieur comme à l'extérieur, subissent une pression égale, ce qui garantit un cintrage de haute qualité et évite tout risque d'éclatement.
Comment cintrer un tube profilé à 90 degrés
Les tuyaux profilés avec un coude à 90 degrés n'ont pas d'angles vifs et sont esthétiquement agréables.
Tout d'abord, il vous faut préparer les outils : une machine à souder, une meuleuse d'angle et des disques.
Examinons étape par étape le processus de cintrage d'un profilé.
- Le point de pliage est marqué sur la pièce, et des lignes transversales sont tracées sur tous les côtés. La moitié de la largeur est mesurée, et sa valeur est notée sur la première ligne et sur toutes les lignes transversales.

- Les rayons de courbure sont tracés à l'aide d'un compas ou d'un autre objet rond. Ces lignes sont tracées de part et d'autre, et la zone à enlever est également marquée.

- On pratique des entailles d'un côté, entre les deux marques. Ensuite, on retire les deux morceaux latéraux.

- La pièce est légèrement repliée vers l'arrière, puis vers l'intérieur. On obtient ainsi un angle droit à l'intérieur et un angle arrondi à l'extérieur.


- À l'aide d'une machine à souder, la partie cintrée est saisie des deux côtés, puis toutes les coutures sont soudées.

- Les scories sont éliminées et les joints sont traités avec un disque de meulage à lamelles.

Cette méthode convient pour cintrer soi-même un profilé de n'importe quelle taille.
Comment éviter l'ovalisation
Lors du cintrage à froid, certaines subtilités doivent être prises en compte afin de préserver la section transversale du profilé. À cette fin, des butées sont installées :
- interne - ne permet pas au pipeline de se rétrécir ;
- Externe – elle ne permet pas la dilatation des parois latérales.
Il est recommandé d'utiliser un matériau rigide comme limiteur ; il conserve bien sa forme.
Lors de la construction d'une serre à partir d'un tube profilé, il n'est pas nécessaire de maintenir un rayon de courbure précis, il n'est donc pas nécessaire de dépenser de l'argent pour une machine coûteuse.
N'importe quel bricoleur en aura un sous la main. Grâce à lui, vous pourrez créer une serre tout à fait convenable pour votre datcha.
Conseils et recommandations
Lorsqu'on pratique la flexibilité, il faut tenir compte d'un certain nombre de circonstances :
- Lors de l'achat d'un profilé, assurez-vous qu'ils soient tous de même taille, de même qualité d'acier et qu'ils appartiennent au même lot de livraison ;
- Lors de l'utilisation de profilés soudés, orientez le côté avec la soudure vers le rayon intérieur, sinon il risque de se casser ;
- Lorsque vous utilisez une meuleuse, n’oubliez pas d’utiliser un équipement de protection tel que des lunettes ou un masque ;
- Il convient de tenir compte du fait que les extrémités ne peuvent pas toujours être pliées à la dimension requise ; par conséquent, lors du calcul de la longueur de la pièce, leur longueur doit être prise en compte et ces pièces doivent être coupées une fois la formation de la pièce terminée ;
- Il est nécessaire de procéder à un traitement anticorrosion du métal et de le renouveler régulièrement à l'avenir.
Services de pliage
Un tel service ne pouvait que devenir un axe de développement commercial à part entière, puisqu'il implique, dans sa version industrielle, l'utilisation d'équipements technologiques assez complexes.
Des services de cintrage sont également proposés, offrant le cintrage à rayon et le cintrage en arc. Cette distinction s'explique par le fait que chaque opération requiert un équipement spécifique : une cintreuse de tubes pour le cintrage à rayon et une rouleuse à trois rouleaux pour le cintrage en arc.
Il faut admettre que les prix pratiqués pour de telles opérations sont tout à fait raisonnables :
- Le coût d'un pli d'angle est de 30 roubles ;
- Un mètre linéaire de portée cintrée coûtera également 30 roubles.
Comparé au coût du métal et de la livraison des matériaux dans la région de Moscou, c'est pratiquement rien.
Dispositifs de pliage
La conception de la structure dépend des diamètres à manipuler.

Pour les tubes laminés d'un diamètre maximal de 20 mm, on peut réaliser un dispositif simple composé de goupilles en acier insérées dans une dalle de béton. Le tube, placé entre les goupilles, est cintré aux dimensions requises.
Mais lorsque le diamètre dépasse 20 mm, des structures plus complexes doivent être développées pour la construction.
Une autre solution consiste à fixer deux rouleaux à faces latérales arrondies sur un support stable et robuste. Le rayon de courbure de ces rouleaux doit correspondre au diamètre du produit tubulaire laminé à cintrer.

La pièce est insérée entre les rouleaux et son extrémité est fixée. L'autre extrémité est reliée au treuil, qui est ensuite mis en marche. Lorsque l'angle du tuyau atteint la valeur souhaitée, le treuil s'arrête.
L'ensemble du processus de fabrication de cette cintreuse de tubes doit être divisé en plusieurs étapes.
- Les engrenages et les roulements doivent être fixés aux arbres. Les engrenages sont fixés à l'aide d'une clavette. Il est recommandé d'acheter les roulements avec leurs supports.
- Les engrenages et la chaîne s'adaptent à toutes les voitures.
- À l'aide d'une machine à souder, la base est soudée et l'arbre de pression y est vissé.
- Ensuite, les écrous à ressort et leur support sont soudés.
- Les tiges de support sont vissées par le bas.
- Une chaîne de tension est en cours de construction.
- À l'étape finale, la poignée est fixée à la tige (il est recommandé d'utiliser une poignée rotative).
Cet appareil effectue rapidement la déformation en faisant passer un produit tubulaire laminé à travers lui.



