Il collegamento di tubi in polietilene a bassa densità (HDPE) in un'unica condotta si realizza con diversi metodi, sia smontabili che permanenti. Una delle opzioni più affidabili è la saldatura dei tubi in HDPE.
Esistono diversi metodi per eseguire lavori di saldatura, ognuno dei quali viene effettuato utilizzando una tecnologia specifica.
- Collegamenti permanenti - saldatura di tubi in HDPE
- Saldatura di testa dei tubi
- Saldatura di testa di una tubazione mediante estrusore ad angolo
- Metodo di saldatura a tasca con raccordi e giunti
- Di cosa hai bisogno per saldare?
- Strumenti e attrezzature
- Raccordi per il collegamento
- tubi in HDPE
- Fasi di lavoro
- Preparazione dei tubi in HDPE prima della saldatura
- Standard per la saldatura di testa
- Eseguiamo noi stessi le saldature di testa
- Controllo qualità delle cuciture
- Raccomandazioni di professionisti
Collegamenti permanenti - saldatura di tubi in HDPE
Il metodo di collegamento permanente è l'unica opzione accettabile per tubi in HDPE di grande diametro. Garantisce un elevato livello di tenuta, che si mantiene anche ad alte temperature.
Il polietilene è facile da saldare perché mantiene una consistenza viscosa e fluida in un ampio intervallo di temperature e ha una bassa viscosità di fusione.
A prescindere dal metodo di creazione di una connessione permanente, su di essa si impongono i seguenti requisiti:
- L'angolo di dislocazione di due tubi collegati non deve superare il 10% rispetto allo spessore delle loro pareti;
- la giunzione deve essere posizionata al di sopra del livello della superficie esterna delle sezioni collegate;
- I cordoni di giunzione devono essere di qualità impeccabile e la loro altezza può variare tra 2,5 e 5 mm (a seconda dello spessore delle pareti).
Esistono tre tipi principali di saldatura: la saldatura di testa, la saldatura a tasca e la saldatura per elettrofusione. Analizziamo più da vicino ciascuna tecnologia.
Saldatura di testa dei tubi
La saldatura di testa è il metodo più diffuso per unire in modo permanente tubi in HDPE. Questa tecnica prevede la giunzione delle estremità di due sezioni dello stesso diametro. Anche lo spessore della parete degli elementi da unire deve essere identico.
Il collegamento delle tubazioni in pressione viene effettuato in ambito industriale utilizzando apparecchiature elettroidrauliche e meccaniche speciali, poiché richiede elevata precisione e accuratezza.
La saldatura manuale è consentita solo su condotte non in pressione.

Caratteristiche della saldatura di testa:
- Il metodo viene utilizzato su tubi con pareti di spessore superiore a 4,5-5 mm e diametro di 50 mm;
- Le operazioni di saldatura vengono eseguite su superfici piane e stabili;
- Se il lavoro viene svolto all'aperto, è necessario chiudere le estremità dei tubi con tappi per evitare correnti d'aria nelle condotte principali; il vento peggiora i parametri di temperatura e interferisce con la qualità del lavoro;
- Le sezioni da collegare devono essere pulite dentro e fuori: qualsiasi detrito o persino polvere impedirà una connessione di alta qualità; anche i morsetti dell'unità di saldatura devono essere puliti;
- Per regolare la temperatura, si consiglia di eseguire 1-2 saldature di prova. Questo vi aiuterà a comprendere i principi e le caratteristiche del processo, soprattutto se non avete esperienza nella saldatura di testa di condotte.
- Prima della molatura, i dischi da taglio devono essere puliti accuratamente e, dopo la molatura, è necessario verificare la conformità delle dimensioni del tubo;
- L'intervallo di temperatura ambiente ottimale per la saldatura di testa è compreso tra -15 e +45 °C.
Procedura di saldatura di testa industriale:
- Prima di iniziare il lavoro, le sezioni da saldare vengono tagliate perpendicolarmente alla superficie su cui verranno posizionate. Le estremità vengono accuratamente pulite, sgrassate e rifilate.
- I tubi vengono fissati in una saldatrice e centrati con cura, controllando che non presentino deformazioni o danni.
- Le estremità dei tubi laminati vengono riscaldate con un dispositivo per ammorbidire il materiale.
- Le estremità fuse vengono avvicinate e pressate insieme ad alta pressione. Il processo continua fino a quando il polietilene non si raffredda.
- Una volta che il giunto si è raffreddato, la macchina viene rimossa.
Dopo la saldatura di testa, la giunzione risulta perfettamente liscia e simmetrica. Il collegamento fornisce una tenuta altrettanto resistente di una tubazione piena. Per completare il processo descritto sono necessarie due persone.
Quando si esegue la saldatura di testa, evitare:
- netta connessione delle estremità fuse;
- Spostamento e torsione dei tubi;
- presenza di lacune;
- improvviso cambiamento di temperatura;
- riscaldamento non uniforme delle aree da unire;
- rapido raffreddamento delle giunzioni nel punto di connessione.
Si raccomanda di saldare tubi in HDPE dello stesso tipo, ma a volte è necessario collegare tubi di tipi diversi.
Tenete presente che una compressione eccessiva crea accumuli maggiori all'interno della tubazione, riducendo le prestazioni delle linee finite. Se la pressione è insufficiente, la saldatura richiede più tempo. Questo periodo di attesa prolungato consente al polietilene riscaldato di raffreddarsi.
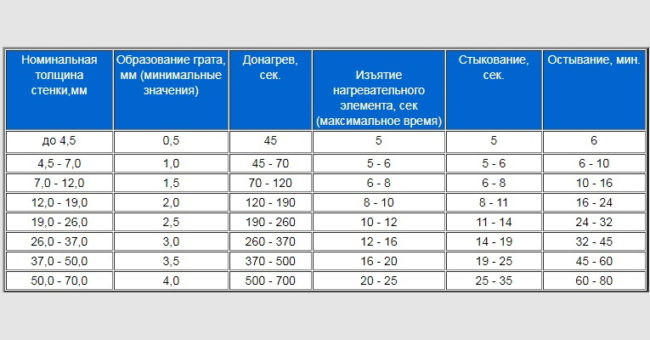
Prima di iniziare i lavori di saldatura, è necessario coordinare i parametri di saldatura con la tabella, che riporta le forze e le pressioni raccomandate per le diverse tubazioni.
Tabella dei parametri per la saldatura di testa del polietilene ad alta densità (HDPE):
Saldatura di testa di una tubazione mediante estrusore ad angolo
La saldatura per estrusione crea un giunto con una resistenza pari o superiore al 70% di quella del materiale non legato. Questo metodo viene utilizzato esclusivamente per saldare componenti dello stesso materiale.
La saldatura per estrusione viene eseguita utilizzando le seguenti attrezzature:
- elemento riscaldante;
- vite;
- sistema di alimentazione dell'aria;
- un contenitore per i granuli e una scarpa che preme sull'additivo.
Caratteristiche e procedura per l'esecuzione del lavoro:
- Pulisci i tubi, sgrassali e controlla che non presentino difetti.
- Dare alle estremità degli elementi da saldare la forma richiesta.
- Riscaldare le superfici da saldare con aria calda proveniente da un estrusore.
- Il materiale d'apporto (granuli o filo) fuso nell'estrusore viene alimentato sul giunto, controllandone il movimento tramite una slitta. La pressione generata salda il materiale d'apporto al tubo.
Le saldature a estrusione devono raffreddarsi senza forzature. Questa tecnologia di saldatura viene utilizzata nell'installazione di condotte a gravità. Lo spessore della parete deve essere di almeno 6 mm, altrimenti il prodotto potrebbe deformarsi.

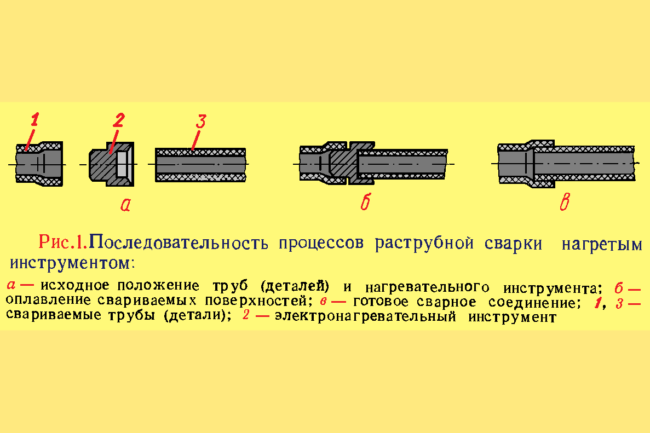
Metodo di saldatura a tasca con raccordi e giunti
La saldatura a tasca permette di unire sezioni di tubi di diverso diametro. Il collegamento si realizza inserendo un tubo di diametro inferiore in un tubo principale di diametro maggiore. La giunzione viene fissata mediante raccordi, creando un collegamento saldo e sicuro.
La procedura è la stessa della saldatura di testa. Cambiano solo gli strumenti utilizzati.
Quando si collega Saldatura di tubi in HDPE con raccordi/giunti utilizzo:
- taglia tubi;
- calibratori;
- macchine per smussatura;
- Attrezzatura per saldatura con ugelli.
Potrebbero essere necessari anche raccordi a T per creare curve. La dilatazione termica del tubo garantisce una tenuta ermetica tra i raccordi.
Procedura di saldatura a tasca:
- Smontare l'elemento di collegamento.
- Pulire le estremità delle sezioni da unire e smussarle.
- Eseguire la calibrazione per ottenere cerchi simmetrici.
- Inserire le estremità pulite e sgrassate nel raccordo, collegarlo alla saldatrice e riscaldare.
Di conseguenza, le parti vengono fuse in un'unica superficie. La saldatura a tasca viene utilizzata per componenti con spessori di parete fino a 5 mm. È particolarmente adatta per le sezioni di tubazioni dove l'accesso alle attrezzature per la saldatura di testa è difficoltoso.
Di cosa hai bisogno per saldare?
I lavori di saldatura implicano processi altamente tecnologici che richiedono attrezzature specializzate, sia primarie che secondarie.
Nella scelta degli utensili e dei dispositivi di saldatura, è necessario considerare il metodo di saldatura e i parametri dei tubi in HDPE.
Strumenti e attrezzature
Lavorare con l'HDPE richiede che tutti gli elementi riscaldanti delle unità siano antiaderenti. Ciò elimina la necessità di pulizia dopo la saldatura. Tutte le unità sono generalmente dotate di indicatori di controllo e termostati.
Attrezzatura base per la saldatura:
- Saldatura manuale con metodo a bussola;
- macchina per giunzione testa a testa;
- componenti di montaggio;
- elementi riscaldanti;
- Un morsetto è un supporto utilizzato per tenere fermi gli oggetti mentre vengono lavorati o pressati saldamente insieme.
Quasi tutte le saldatrici per polietilene sono leggere e facili da usare, e i loro elementi riscaldanti sono facilmente sostituibili.
Vengono utilizzate le unità di saldatura:
- Meccanico;
- Automatico;
- Idraulico.
Gli elementi riscaldanti sono piastre rotonde rivestite con uno strato di PTFE. Sono dotati di una spia luminosa che indica la temperatura e l'alimentazione, nonché di un fusibile. La temperatura può essere regolata tramite un apposito regolatore.
Per la saldatura di prodotti con diametro superiore a 400 mm, si utilizzano i seguenti dispositivi:
- giunto di testa;
- connessione a presa;
- connessione per elettrofusione.
Le unità idrauliche universali sono particolarmente preziose. Permettono di realizzare saldature multiple in tempi minimi, poiché l'attrezzatura include tutte le funzionalità necessarie.
Strumenti aggiuntivi per dispositivi idraulici:
- frazionatori;
- elementi per la rimozione dei depositi di ossido;
- utensile per smussatura;
- seghe - per separare le autostrade;
- dispositivo di livellamento;
- curve per HDPE.
Quando si esegue una saldatura con uno qualsiasi dei metodi sopra descritti, è fondamentale utilizzare un set completo di attrezzi. Trascurare anche solo uno degli strumenti può comportare una giunzione di scarsa qualità, o addirittura difettosa.
Raccordi per il collegamento
I raccordi per saldatura sono componenti progettati per collegare tubi, anche di diverso diametro, nonché per creare diramazioni e curve nelle condotte. I raccordi possono essere utilizzati anche per collegare tubi laminati realizzati con materiali diversi.
Elementi di questo tipo sono:
- Saldato e fuso. Vengono collegati ai tubi mediante saldatrici di testa specializzate. Sono tipicamente utilizzati in corrispondenza di curve e tornanti delle condotte. Questo crea un collegamento robusto, di resistenza pari a quella di un materiale solido.
Questi raccordi sono economici, resistenti e disponibili in un'ampia gamma. Una volta collegato, il sistema non richiede smontaggio. I produttori offrono raccordi come croci, riduttori, raccordi a T ed elementi con diverse angolazioni. - Raccordi per elettrofusione. Permettono di collegare più tubi contemporaneamente. Sono costituiti da un involucro in polietilene contenente un elemento riscaldante a filo. I tubi vengono inseriti in questi raccordi, che si fondono ad alte temperature, creando una connessione affidabile e a tenuta stagna.
Sono disponibili anche raccordi a compressione, ma non sono adatti alla saldatura. Questi componenti in polietilene con guarnizioni vengono utilizzati per creare connessioni smontabili senza saldatura. Offrono un livello di tenuta medio.

tubi in HDPE
I tubi in HDPE (polietilene a bassa pressione) sono prodotti a bassa pressione, inferiore a 2 MPa. Il materiale finito ha una bassa densità, che si traduce in un peso ridotto, facilitando l'installazione e il collegamento.
Caratteristiche dell'HDPE:
- Elasticità. Sono in grado di allungarsi, eliminando le rotture dovute a deformazioni che possono verificarsi ad alte temperature o sotto stress meccanico, ad esempio, sotto la pressione che si genera durante la formazione di tappi di ghiaccio.
- Flessibilità. I tubi in HDPE possono essere piegati senza problemi, il che è estremamente importante quando si realizzano condotte con configurazioni complesse.
- Affidabilità. L'HDPE è durevole e resistente ad ambienti aggressivi, compresi gli oli. Non arrugginisce e assorbe bene il colpo d'ariete.
Esistono diversi tipi di tubi di questo tipo:
- Per la fornitura di acqua fredda. Presentano una striscia blu longitudinale. Le loro pareti interne sono lisce e non accumulano sali o sedimenti.
- Gas. Hanno un'elevata capacità di flusso, una lunga durata e possono resistere ad alte pressioni. Sono riconoscibili da una striscia longitudinale gialla.
- Per il riscaldamento e la fornitura di acqua calda. Sono rinforzati con fibra di vetro e realizzati in polietilene ad alta resistenza.
- Cartone ondulato a doppio strato. Si tratta di tubi con raccordi utilizzati per il drenaggio dell'acqua e le fognature. Sono molto resistenti, facili da installare e in grado di sopportare ambienti aggressivi.
Fasi di lavoro
Per garantire che il processo di saldatura dei tubi PDN si svolga senza ritardi e produca una saldatura di alta qualità che assicuri il funzionamento a lungo termine della condotta, è necessario procedere secondo un ordine specifico.
Preparazione dei tubi in HDPE prima della saldatura
Prima di iniziare la saldatura, è necessario completare una serie di passaggi preparatori. Se eseguiti correttamente, non dovrete preoccuparvi di attrezzi mancanti, di correggere imperfezioni o di qualsiasi altro problema durante la saldatura.
Preparazione alla saldatura:
- Acquistare e consegnare al cantiere di saldatura tubi in HDPE, elementi di fissaggio, morsetti e altri componenti conformi al diametro degli elementi da saldare.
- Preparare e sgomberare l'area per il posizionamento delle attrezzature di saldatura.
- Utilizzare un metodo meccanico per trattare le estremità dei raccordi e dei tubi da saldare.
Le attrezzature per la saldatura richiedono particolare attenzione. Devono essere controllate per verificarne il corretto funzionamento e preparate per l'uso.
Come preparare l'attrezzatura per la saldatura:
- Ispezionare tutti i componenti della saldatrice. Verificare il corretto funzionamento dei cavi di messa a terra e dei cavi elettrici e controllare l'affilatura delle lame di taglio della fresa frontale.
- Prepara il generatore elettrico. Riempilo di carburante e verificane il funzionamento.
- Pulisci accuratamente tutti i componenti dell'attrezzatura, come raschietti, piallatrici e resistenze, rimuovendo ogni traccia di sporco. Elimina eventuali residui di polietilene e sgrassa tutte le superfici con un solvente.
- Verificare il livello dell'olio nell'impianto idraulico della saldatrice e il corretto funzionamento del morsetto scorrevole. Lubrificare le parti mobili dell'attrezzatura con lubrificanti specifici.
- Verifica il funzionamento degli strumenti di controllo e di misurazione.
Standard per la saldatura di testa
Fino a poco tempo fa, in Russia regnava la confusione in merito al quadro normativo per la saldatura del polietilene ad alta densità (HDPE), poiché diversi documenti erano in vigore contemporaneamente.
Dal 2013 sono in vigore gli standard GOST per le attrezzature e le tecnologie di saldatura di testa. Ciò non significa che le attrezzature di saldatura importate di bassa qualità siano state rottamate o che gli acquisti siano cessati, ma i produttori russi sono stati incoraggiati a migliorare la qualità delle loro attrezzature.
L'attuale norma GOST 55276 R 55276-2012 (Tubi e raccordi in plastica) ha permesso di unificare la tecnologia di saldatura di testa del polietilene ad alta densità (HDPE) in Russia.
Cosa tenere d'occhio:
- GOST R 55276. Oltre alla tradizionale tecnologia di saldatura a bassa pressione, legalizza la saldatura ad alta pressione del polietilene ad alta densità (HDPE), precedentemente praticata solo negli Stati Uniti. Questa modalità richiede attrezzature specializzate, ma riduce significativamente i tempi del ciclo di saldatura.
- GOST R 55276. Non è particolarmente adatto ai cantieri edili, poiché non è progettato per gli operatori diretti, ovvero i saldatori, bensì per i tecnici, ovvero gli sviluppatori di diagrammi tecnologici per la saldatura di HDPE.
- GOST R 55276. Non affronta le limitazioni imposte dalle vecchie normative nazionali ed estere. Ciò riguarda principalmente l'intervallo di temperatura ambiente compreso tra +5 e +45 °C, dato che in Russia la saldatura delle condotte deve avvenire a temperature sotto zero.
Un'altra discrepanza riguarda la limitazione dello spessore delle pareti dei tubi a 70 mm, mentre le pareti dei tubi prodotti oggi hanno uno spessore di 90 mm o più.
Eseguiamo noi stessi le saldature di testa
Con una saldatrice specializzata, è possibile saldare testa a testa tubi in HDPE in autonomia. Il collegamento si ottiene ammorbidendo il polietilene e formando una saldatura sicura. Questa è l'opzione più semplice ed è adatta solo a tubi di uguale diametro, ma anche in questo caso sono necessarie determinate competenze e abilità.
La saldatura di testa delle tubazioni in HDPE deve essere eseguita da un saldatore qualificato, altrimenti sarà difficile ottenere precisione e affidabilità nella connessione.
Procedura di saldatura di testa manuale:
- Preparare l'attrezzatura, ispezionare la saldatrice e verificarne il funzionamento.
- Tagliate i tubi lasciando un po' di lunghezza in più, in modo da lasciare qualche millimetro di polietilene per la saldatura.
- Pulisci le estremità per creare bordi perfettamente lisci e garantire un buon contatto.
- Inserire i tubi nella saldatrice e centrarli.
- Posizionare un elemento riscaldante tra i pezzi da saldare. Riscaldare le estremità fino a quando non si fondono: il tempo di riscaldamento dipende dalla qualità del materiale e dallo spessore delle pareti dei pezzi.
- Rimuovere l'elemento riscaldante e premere immediatamente le estremità l'una contro l'altra. La forza e la pressione necessarie per la pressatura sono generate da una leva o da un azionamento idraulico.
- Attendere che i tubi in polietilene si raffreddino. Verificare la qualità della saldatura per assicurarsi che non vi siano accumuli di materiale o variazioni di diametro.
Se è necessario saldare prodotti di grande diametro, si consiglia di utilizzare una saldatrice automatica, che centra e unisce le sezioni con precisione.
Controllo qualità delle cuciture
Al termine della saldatura, le giunzioni vengono ispezionate visivamente per verificarne la qualità. Esistono norme GOST per le caratteristiche qualitative dei giunti saldati.
Requisiti:
- Le saldature devono essere uniformi lungo tutta la lunghezza, a livello delle superfici esterne delle sezioni saldate;
- Sono ammesse sporgenze del cordone di saldatura al di sopra delle superfici da unire, altezza del cordone:
- con uno spessore della parete di 5 mm - la sporgenza non supera i 2,5 mm;
- per uno spessore compreso tra 6 e 20 mm, l'altezza massima della cucitura è di 5 mm;
- Il collegamento deve essere perfettamente centrato; se si rileva uno spostamento delle superfici da collegare, questo non deve superare il 10% dello spessore della parete dei tubi da collegare.
Raccomandazioni di professionisti
I saldatori esperti che lavorano con tubi in HDPE raccomandano la massima attenzione durante la saldatura e il monitoraggio costante della qualità dei giunti. La tenuta dei giunti e la durata delle tubazioni dipendono dalla precisione delle saldature.
Consigli utili:
- Assicurati che la sezione trasversale del tubo non abbia la forma di un'ellisse: ciò ridurrebbe significativamente la qualità della saldatura;
- I materiali per la laminazione dei tubi di plastica devono essere tenuti saldamente in posizione fino a quando i bordi fusi non si saranno completamente solidificati;
- la saldatura deve essere un cordone uniforme che sporga al di sopra delle superfici degli elementi da saldare; l'altezza del cordone deve essere conforme alle norme (indicate nella tabella sopra);
- I dispositivi di fissaggio con dadi non devono essere serrati oltre il limite di progetto, poiché una forza eccessiva può causare danni al tubo;
- Prima di iniziare i lavori, assicurati di studiare le istruzioni per la saldatura dell'HDPE e di familiarizzare con i parametri del processo.
I tubi in HDPE sono un materiale moderno ed economico che consente la costruzione di condotte per un'ampia varietà di scopi e configurazioni. Utilizzando attrezzature di saldatura specializzate, questi prodotti possono essere impiegati per creare condotte affidabili, sia a livello industriale che manuale.



