Łączenie rur z polietylenu o niskiej gęstości (HDPE) w jeden rurociąg odbywa się różnymi metodami, zarówno rozłączalnymi, jak i trwałymi. Jedną z najpewniejszych opcji jest spawanie rur HDPE.
Istnieje kilka metod wykonywania prac spawalniczych, z których każda wymaga zastosowania specyficznej technologii.
- Połączenia trwałe - zgrzewanie rur HDPE
- Spawanie doczołowe rur
- Spawanie doczołowe rurociągu za pomocą ekstrudera pod kątem
- Metoda spawania mufowego z wykorzystaniem kształtek i złączek
- Czego potrzebujesz do spawania?
- Narzędzia i sprzęt
- Złączki przyłączeniowe
- Rury HDPE
- Etapy pracy
- Przygotowanie rur HDPE przed spawaniem
- Normy dotyczące spawania doczołowego
- Spawanie doczołowe wykonujemy sami
- Kontrola jakości szwów
- Rekomendacje od profesjonalistów
Połączenia trwałe - zgrzewanie rur HDPE
Metoda łączenia trwałego jest jedyną akceptowalną opcją dla rur HDPE o dużych średnicach. Zapewnia ona wysoki poziom szczelności, który można zachować nawet w wysokich temperaturach.
Polietylen jest łatwy do spawania, ponieważ zachowuje lepką, płynną konsystencję w szerokim zakresie temperatur i ma niską lepkość stopu.
Niezależnie od sposobu wykonania połączenia stałego, stawiane są mu następujące wymagania:
- kąt przesunięcia dwóch połączonych rur nie powinien przekraczać 10% w stosunku do grubości ich ścianek;
- szew łączący musi znajdować się ponad poziomem zewnętrznej powierzchni łączonych odcinków;
- Koraliki łączące muszą być wykonane z najwyższą starannością, a ich wysokość może się wahać w granicach 2,5-5 mm (zależnie od grubości ścianek).
Istnieją trzy najpopularniejsze rodzaje spawania: zgrzewanie doczołowe, zgrzewanie mufowe i zgrzewanie elektrooporowe. Przyjrzyjmy się bliżej każdej technologii.
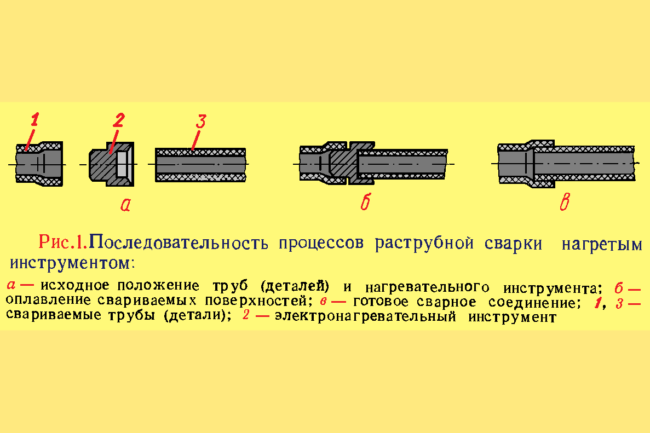
Spawanie doczołowe rur
Zgrzewanie doczołowe to najpopularniejsza metoda trwałego łączenia rur HDPE. Technika ta polega na łączeniu końców dwóch odcinków o tej samej średnicy. Grubość ścianek łączonych elementów również musi być taka sama.
Łączenie przewodów ciśnieniowych w warunkach przemysłowych odbywa się przy użyciu specjalistycznego sprzętu elektrohydraulicznego i mechanicznego, gdyż wymaga zwiększonej precyzji i dokładności.
Spawanie ręczne jest dozwolone wyłącznie w przypadku rurociągów bezciśnieniowych.

Cechy spawania doczołowego:
- metodę tę stosuje się do rur o ściankach grubszych niż 4,5-5 mm i średnicy 50 mm;
- prace spawalnicze wykonuje się na powierzchniach płaskich i stabilnych;
- Jeżeli prace wykonywane są na zewnątrz, należy końce rur zamknąć korkami, aby zapobiec przeciągom w magistralach; wiatr pogarsza parametry temperaturowe i zakłóca jakość prac;
- Łączone odcinki muszą być czyste wewnątrz i na zewnątrz – wszelkie zanieczyszczenia, a nawet kurz, uniemożliwią wykonanie wysokiej jakości połączenia; zaciski urządzenia spawalniczego muszą być nie mniej czyste;
- Aby dostosować temperaturę, zaleca się wykonanie 1-2 spawów próbnych. Pomoże to zrozumieć zasady i specyfikę procesu, jeśli nie masz doświadczenia w spawaniu doczołowym rurociągów;
- Przed szlifowaniem należy dokładnie wytrzeć tarcze tnące, a po szlifowaniu sprawdzić zgodność wymiarów rury;
- Optymalny zakres temperatur otoczenia dla spawania doczołowego wynosi od -15 do +45 °C.
Procedura spawania doczołowego w przemyśle:
- Przed rozpoczęciem pracy, odcinki przeznaczone do spawania są cięte prostopadle do powierzchni, na której są układane. Końce są dokładnie czyszczone, odtłuszczane i przycinane.
- Rury są mocowane w spawarce, starannie centrowane i sprawdzane pod kątem odkształceń i uszkodzeń.
- Końce walcowanych materiałów rurowych są podgrzewane za pomocą urządzenia mającego na celu zmiękczenie materiału.
- Roztopione końce są łączone ze sobą i ściskane pod wysokim ciśnieniem. Proces ten trwa do momentu ostygnięcia polietylenu.
- Po ostygnięciu stawu maszynę zdejmuje się.
Po zgrzewaniu doczołowym szew jest idealnie gładki i symetryczny. Połączenie zapewnia spoinę równie wytrzymałą, jak solidny rurociąg. Do wykonania opisanego powyżej procesu potrzebne są dwie osoby.
Podczas spawania doczołowego należy unikać:
- ostre połączenie roztopionych końców;
- przesuwanie i skręcanie rur;
- obecność luk;
- nagła zmiana temperatury;
- nierównomierne nagrzewanie się łączonych powierzchni;
- szybkie schłodzenie złączy w miejscu połączenia.
Zaleca się spawanie rur HDPE tego samego gatunku, ale czasami zachodzi potrzeba łączenia rur różnych gatunków.
Należy pamiętać, że nadmierne sprężanie powoduje powstawanie większych nagromadzeń wewnątrz rurociągu, co obniża wydajność gotowych przewodów. Jeśli ciśnienie jest niewystarczające, spawanie trwa dłużej. Ten wydłużony czas oczekiwania pozwala na schłodzenie podgrzanego polietylenu.
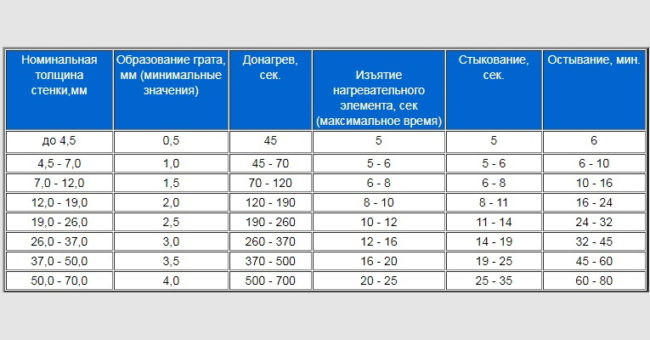
Przystępując do prac spawalniczych należy zapoznać się z tabelą parametrów spawania, w której podane są zalecane siły i ciśnienia dla poszczególnych rurociągów.
Tabela parametrów zgrzewania doczołowego HDPE:
Spawanie doczołowe rurociągu za pomocą ekstrudera pod kątem
Spawanie ekstruzyjne pozwala na uzyskanie połączenia o wytrzymałości co najmniej 70% materiału niestopowego. Metoda ta jest stosowana wyłącznie do spawania elementów z tego samego materiału.
Spawanie ekstruzyjne wykonujemy przy użyciu następującego sprzętu:
- element grzejny;
- śruba;
- układ doprowadzania powietrza;
- pojemnik do przechowywania granulatu i but dociskający dodatek.
Cechy i sposób wykonywania pracy:
- Wyczyść rury, odtłuść je i sprawdź, czy nie mają żadnych uszkodzeń.
- Nadaj końcówkom elementów przeznaczonych do spawania wymagany kształt.
- Podgrzej powierzchnie przeznaczone do spawania gorącym powietrzem z wytłaczarki.
- Wprowadź spoiwo (granulat lub drut) stopione w wytłaczarce do złącza, kontrolując jego ruch za pomocą stopki. Wytworzone ciśnienie powoduje zgrzanie spoiwa z materiałem rury.
Spoiny spawane metodą ekstruzji muszą schładzać się bez użycia siły. Ta technologia spawania jest stosowana przy montażu rurociągów grawitacyjnych. Grubość ścianki powinna wynosić co najmniej 6 mm, w przeciwnym razie produkt może ulec odkształceniu.

Metoda spawania mufowego z wykorzystaniem kształtek i złączek
Spawanie mufowe umożliwia łączenie odcinków rur o różnych średnicach. Połączenie wykonuje się poprzez wsunięcie rury o mniejszej średnicy do rury głównej o większej średnicy. Połączenie jest zabezpieczane za pomocą muf, tworząc szczelne i bezpieczne połączenie.
Procedura jest taka sama jak w przypadku spawania doczołowego. Różnią się tylko narzędzia.
Podczas łączenia Spawanie rur HDPE z kształtkami/złączkami używać:
- obcinaki do rur;
- kalibratory;
- maszyny do fazowania;
- sprzęt spawalniczy z dyszami.
Do wykonania kolanek mogą być również potrzebne trójniki. Rozszerzalność cieplna rury zapewnia szczelne połączenie między złączkami.
Procedura spawania mufowego:
- Zdemontuj element łączący.
- Wyczyść końce łączonych sekcji i sfazuj je.
- Wykonaj kalibrację, aby uzyskać symetryczne okręgi.
- Włóż czyste i odtłuszczone końce do złączki, podłącz do spawarki i podgrzej.
W rezultacie elementy są łączone w jedną powierzchnię. Spawanie mufowe jest stosowane w przypadku elementów o grubości ścianek do 5 mm. Jest to szczególnie wygodne w przypadku odcinków rurociągów, gdzie dostęp do urządzeń do spawania doczołowego jest utrudniony.
Czego potrzebujesz do spawania?
Prace spawalnicze wiążą się z zaawansowanymi technologicznie procesami wymagającymi specjalistycznego sprzętu, zarówno pierwotnego, jak i wtórnego.
Przy wyborze narzędzi i urządzeń spawalniczych należy wziąć pod uwagę metodę spawania i parametry rur HDPE.
Narzędzia i sprzęt
Praca z HDPE wymaga, aby wszystkie elementy grzejne urządzeń były pokryte powłoką zapobiegającą przywieraniu. Eliminuje to konieczność czyszczenia po spawaniu. Wszystkie urządzenia są zazwyczaj wyposażone we wskaźniki kontrolne i termostaty.
Podstawowy sprzęt spawalniczy:
- spawanie ręczne metodą mufową;
- maszyna do łączenia na styk;
- części montażowe;
- elementy grzewcze;
- Zacisk to stojak służący do przytrzymywania przedmiotów na miejscu podczas przetwarzania lub ścisłego dociskania ich do siebie.
Prawie wszystkie urządzenia do spawania polietylenu są lekkie i łatwe w obsłudze, a ich elementy grzewcze można łatwo wymienić.
Urządzenia spawalnicze stosuje się:
- Mechaniczny;
- Automatyczny;
- Hydrauliczny.
Elementy grzejne to okrągłe płytki pokryte warstwą PTFE. Posiadają kontrolkę temperatury i zasilania oraz bezpiecznik. Temperaturę można regulować za pomocą specjalnego regulatora.
Do spawania wyrobów o średnicy powyżej 400 mm stosuje się następujące urządzenia:
- połączenie stykowe;
- połączenie gniazdowe;
- połączenie elektrooporowe.
Szczególnie cenne są uniwersalne agregaty hydrauliczne. Umożliwiają one wykonywanie wielu spoin w minimalnym czasie, ponieważ zawierają wszystkie niezbędne funkcje.
Narzędzia dodatkowe do urządzeń hydraulicznych:
- pozycjonery;
- elementy do usuwania osadów tlenkowych;
- narzędzie do fazowania;
- piły - do rozdzielania autostrad;
- urządzenie poziomujące;
- łuki do HDPE.
Podczas spawania dowolną z powyższych metod, niezbędne jest użycie pełnego zestawu narzędzi. Zaniedbanie któregokolwiek ze sprzętów może skutkować wykonaniem spoiny o niskiej jakości, a nawet jej wadliwością.
Złączki przyłączeniowe
Kształtki spawalnicze to elementy przeznaczone do łączenia rur, w tym rur o różnych średnicach, a także do tworzenia odgałęzień i zakrętów w rurociągach. Kształtki mogą być również stosowane do łączenia rur walcowanych z różnych materiałów.
Elementami tego rodzaju są:
- Spawane i odlewane. Łączy się je z rurami za pomocą specjalistycznych zgrzewarek doczołowych. Zazwyczaj stosuje się je na zakrętach i łukach rurociągów. Tworzy to mocne połączenie o wytrzymałości równej wytrzymałości materiału litego.
Te złączki są niedrogie, trwałe i dostępne w szerokiej gamie. Po podłączeniu system nie wymaga demontażu. Producenci oferują złączki takie jak czwórniki, redukcje, trójniki oraz elementy o różnych kątach. - Kształtki elektrooporowe. Umożliwiają one łączenie kilku rur jednocześnie. Składają się z obudowy z polietylenu, w której znajduje się grzałka z drutu. Rury są wkładane do tych złączek, które topią się pod wpływem wysokich temperatur, tworząc niezawodne i szczelne połączenie.
Dostępne są również złączki zaciskowe, ale nie nadają się one do spawania. Te elementy polietylenowe z uszczelkami służą do tworzenia połączeń rozłącznych bez spawania. Zapewniają one średni poziom szczelności.

Rury HDPE
Rury HDPE (polietylen niskociśnieniowy) są produkowane pod niskim ciśnieniem, poniżej 2 MPa. Gotowy materiał charakteryzuje się niską gęstością, co przekłada się na jego lekkość, ułatwiając montaż i podłączanie.
Cechy HDPE:
- Elastyczność. Mają one zdolność rozciągania się, co zapobiega pęknięciom spowodowanym odkształceniami, które mogą wystąpić pod wpływem wysokich temperatur lub naprężeń mechanicznych — na przykład pod wpływem ciśnienia powstającego podczas tworzenia się zatorów lodowych.
- Elastyczność. Rury HDPE można bez problemu wyginać, co jest szczególnie ważne przy tworzeniu rurociągów o skomplikowanych konfiguracjach.
- Niezawodność. HDPE jest trwały i odporny na agresywne środowisko, w tym oleje. Nie rdzewieje i dobrze absorbuje uderzenia wodne.
Istnieje kilka rodzajów takich rur:
- Do doprowadzania zimnej wody. Mają podłużny niebieski pasek. Mają gładkie ścianki wewnętrzne, które nie gromadzą soli ani osadów.
- Gaz. Charakteryzują się dużą przepustowością, długą żywotnością i odpornością na wysokie ciśnienie. Są oznaczone żółtym, podłużnym paskiem.
- Do ogrzewania i przygotowania ciepłej wody użytkowej. Są one wzmocnione włóknem szklanym i wykonane z polietylenu o wysokiej wytrzymałości na rozciąganie.
- Tektura falista dwuwarstwowa. Są to rury z kielichami, służące do odprowadzania wody i kanalizacji. Są bardzo trwałe, łatwe w montażu i odporne na agresywne środowisko.
Etapy pracy
Aby mieć pewność, że proces spawania rur PDN przebiega bez opóźnień i skutkuje wysokiej jakości spoiną, która zapewni długotrwałą eksploatację rurociągu, konieczne jest przestrzeganie określonej kolejności.
Przygotowanie rur HDPE przed spawaniem
Przed rozpoczęciem spawania należy wykonać szereg czynności przygotowawczych. Jeśli wykonasz je prawidłowo, nie będziesz musiał martwić się o brak narzędzi, poprawianie niedoskonałości ani o nic innego podczas spawania.
Przygotowanie do spawania:
- Zakup i dostawa na miejsce spawania rur HDPE, elementów złącznych, zacisków i innych części o średnicy dostosowanej do spawanych elementów.
- Przygotuj i oczyść obszar, w którym umieścisz sprzęt spawalniczy.
- Do obróbki końców kształtek i rur przeznaczonych do spawania należy zastosować metodę mechaniczną.
Sprzęt spawalniczy wymaga szczególnej uwagi. Należy go sprawdzić pod kątem prawidłowego działania i przygotować do użycia.
Jak przygotować sprzęt spawalniczy:
- Sprawdź wszystkie elementy spawarki. Sprawdź prawidłowość działania przewodów uziemiających i elektrycznych oraz ostrość ostrzy tnących na powierzchni czołowej.
- Przygotuj generator elektryczny. Napełnij go paliwem i sprawdź jego działanie.
- Oczyść wszystkie elementy sprzętu – skrobaki, strugi i grzałki – z wszelkich zabrudzeń. Usuń wszelkie ślady przyklejonego polietylenu, a następnie odtłuść wszystkie powierzchnie rozpuszczalnikiem.
- Sprawdź poziom oleju w układzie hydraulicznym spawarki oraz działanie zacisku przesuwnego. Nasmaruj ruchome części urządzenia specjalnymi smarami.
- Sprawdź jak działają urządzenia kontrolno-pomiarowe.
Normy dotyczące spawania doczołowego
Do niedawna w Rosji panowała niejasność co do ram prawnych dotyczących spawania HDPE, ponieważ obowiązywało kilka dokumentów jednocześnie.
Od 2013 roku obowiązują normy GOST dla sprzętu i technologii zgrzewania doczołowego. Nie oznacza to, że importowany, niskiej jakości sprzęt spawalniczy został zezłomowany lub że zaprzestano jego zakupu, ale rosyjscy producenci zostali zachęceni do poprawy jakości swojego sprzętu.
Obowiązująca norma GOST 55276 R 55276-2012 (Rury i kształtki z tworzyw sztucznych) umożliwiła ujednolicenie technologii zgrzewania doczołowego HDPE w Rosji.
Na co zwrócić uwagę:
- GOST R 55276. Oprócz konwencjonalnej technologii spawania niskociśnieniowego, legalizuje ona spawanie wysokociśnieniowe HDPE, wcześniej stosowane wyłącznie w Stanach Zjednoczonych. Tryb ten wymaga specjalistycznego sprzętu, ale znacznie skraca czas cyklu spawania.
- GOST R 55276. Nie jest on szczególnie przydatny na placach budowy, gdyż jest przeznaczony nie dla samych wykonawców - spawaczy, lecz dla technologów - opracowujących schematy technologiczne zgrzewania HDPE.
- GOST R 55276. Nie uwzględnia ona ograniczeń wynikających ze starych przepisów krajowych i zagranicznych. Dotyczy to przede wszystkim zakresu temperatur otoczenia od +5 do +45°C, ponieważ w Rosji spawanie rurociągów musi odbywać się w temperaturach ujemnych.
Kolejną różnicą jest ograniczenie grubości ścianek rur do 70 mm, podczas gdy obecnie produkowane ścianki rur mają 90 mm i więcej.
Spawanie doczołowe wykonujemy sami
Za pomocą specjalistycznej spawarki można samodzielnie zgrzewać rury HDPE doczołowo. Połączenie uzyskuje się poprzez zmiękczenie polietylenu i utworzenie solidnej spoiny. Jest to najprostsza opcja i nadaje się tylko do rur o tej samej średnicy, ale nawet ona wymaga pewnych umiejętności i zdolności.
Spawanie doczołowe rurociągów HDPE powinno być wykonywane przez wykwalifikowanego spawacza, w przeciwnym razie trudno będzie uzyskać precyzję i niezawodność połączenia.
Procedura ręcznego spawania doczołowego:
- Przygotuj sprzęt, sprawdź spawarkę, sprawdź jej działanie.
- Przytnij rury tak, aby pozostało kilka milimetrów polietylenu i utworzyło spoinę.
- Wyczyść końce, aby uzyskać idealnie gładkie krawędzie i zapewnić dobry kontakt.
- Umieść materiały rury w spawarce i wyśrodkuj je.
- Umieść element grzejny między elementami do spawania. Podgrzewaj końce, aż się stopią – czas nagrzewania zależy od jakości materiału i grubości ścianek elementów.
- Wyjmij element grzejny i natychmiast dociśnij końce do siebie. Siła i ciśnienie potrzebne do dociśnięcia są generowane za pomocą dźwigni lub napędu hydraulicznego.
- Poczekaj, aż rury polietylenowe ostygną. Sprawdź jakość spoiny, aby upewnić się, że nie ma nagromadzenia materiału ani zmian średnicy.
Jeśli zachodzi potrzeba spawania produktów o dużej średnicy, zaleca się użycie automatycznej spawarki, która umożliwi dokładne wyśrodkowanie i połączenie przekrojów.
Kontrola jakości szwów
Po zakończeniu spawania, spoiny są wizualnie sprawdzane pod kątem jakości. Istnieją normy GOST określające parametry jakościowe połączeń spawanych.
Wymagania:
- spoiny muszą być jednolite na całej długości na poziomie zewnętrznych powierzchni spawanych odcinków;
- dopuszczalne są wystające ponad łączone powierzchnie spoiny, wysokość spoiny:
- o grubości ścianki 5 mm - występ nie większy niż 2,5 mm;
- dla grubości 6-20 mm maksymalna wysokość szwu wynosi 5 mm;
- połączenie musi być precyzyjnie wyśrodkowane; jeżeli zostanie stwierdzone przesunięcie łączonych powierzchni, nie może ono przekraczać 10% grubości ścianki łączonych rur.
Rekomendacje od profesjonalistów
Doświadczeni spawacze pracujący z rurami HDPE zalecają zachowanie szczególnej ostrożności podczas spawania i kontroli jakości połączeń. Szczelność połączeń i trwałość rurociągów zależą od dokładności spoin.
Porady profesjonalistów:
- Należy zwrócić uwagę, aby przekrój rury nie przypominał elipsy – znacznie obniży to jakość spoiny;
- Materiały do walcowania rur z tworzyw sztucznych muszą być mocno trzymane na miejscu, aż do całkowitego zestalenia się stopionych krawędzi;
- spoina musi być jednolitym ściegiem wystającym ponad powierzchnie spawanych elementów; wysokość ściegu musi być zgodna z normami (wskazanymi w tabeli powyżej);
- Elementy mocujące z nakrętkami należy mocować nie mocniej niż do granicy projektowej, gdyż nadmierna siła może spowodować uszkodzenie rury;
- Przed rozpoczęciem pracy należy dokładnie zapoznać się z instrukcją zgrzewania HDPE i parametrami procesu.
Rury HDPE to nowoczesny i niedrogi materiał, który umożliwia budowę rurociągów o szerokim zastosowaniu i konfiguracji. Przy użyciu specjalistycznego sprzętu spawalniczego, produkty te mogą być wykorzystywane do tworzenia niezawodnych rurociągów, zarówno w procesie przemysłowym, jak i ręcznym.



