Свързването на тръби от полиетилен с ниска плътност (HDPE) в един тръбопровод се осъществява чрез различни методи, както разглобяеми, така и постоянни. Един от най-надеждните варианти е заваряването на HDPE тръби.
Съществуват няколко метода за извършване на заваръчни работи, всеки от които се извършва с помощта на специфична технология.
- Постоянни връзки - заваряване на HDPE тръби
- Челно заваряване на тръби
- Челно заваряване на тръбопровод с помощта на екструдер под ъгъл
- Метод на заваряване с гнездо, използващ фитинги и съединители
- Какво ви е необходимо за заваряване?
- Инструменти и оборудване
- Фитинги за свързване
- HDPE тръби
- Етапи на работа
- Подготовка на HDPE тръби преди заваряване
- Стандарти за челно заваряване
- Ние сами извършваме челно заваряване
- Контрол на качеството на шевовете
- Препоръки от професионалисти
Постоянни връзки - заваряване на HDPE тръби
Методът на постоянно свързване е единственият приемлив вариант за HDPE тръби с голям диаметър. Той осигурява високо ниво на херметичност, което може да се поддържа дори при високи температури.
Полиетиленът е лесен за заваряване, защото поддържа вискозна, течаща консистенция в широк температурен диапазон и има нисък вискозитет на стопилката.
Независимо от метода за създаване на постоянна връзка, към тях се налагат следните изисквания:
- ъгълът на изместване на две свързани тръби не трябва да надвишава 10% спрямо дебелината на стените им;
- съединителният шев трябва да е разположен над нивото на външната повърхност на свързаните секции;
- Шевните мъниста трябва да бъдат изработени с безупречно качество, а височината им може да варира в диапазона 2,5-5 мм (определя се от дебелината на стените).
Има три най-популярни вида заваряване: челно заваряване, заваряване с муфа и електрофузионно заваряване. Нека разгледаме по-подробно всяка технология.
Челно заваряване на тръби
Челното заваряване е най-популярният метод за трайно съединяване на HDPE тръби. Тази техника включва съединяване на краищата на две секции с еднакъв диаметър. Дебелината на стената на свързаните елементи също трябва да бъде еднаква.
Свързването на напорните тръби се извършва в промишлени условия с помощта на специално електрохидравлично и механично оборудване, тъй като изисква повишена прецизност и точност.
Ръчното заваряване е разрешено само на тръбопроводи без налягане.

Характеристики на челното заваряване:
- методът се използва върху тръби със стени по-дебели от 4,5-5 мм и диаметър 50 мм;
- заваръчните работи се извършват върху плоски и стабилни повърхности;
- Ако работата се извършва на открито, е необходимо краищата на тръбите да се затворят с тапи, за да се предотврати течение в главните тръбопроводи; вятърът влошава температурните параметри и пречи на качеството на работа;
- Секциите, които ще се свързват, трябва да са чисти отвътре и отвън - всякакви отломки или дори прах ще предотвратят висококачествена връзка; скобите на заваръчния агрегат трябва да са не по-малко чисти;
- За регулиране на температурата се препоръчва да се извършат 1-2 заварки като тест. Това ще ви помогне да разберете принципите и характеристиките на процеса, ако нямате опит в челно заваряване на тръбопроводи;
- Преди шлайфане, режещите дискове трябва да бъдат старателно избърсани, а след шлайфане, размерите на тръбите трябва да се проверят за съответствие;
- Оптималният температурен диапазон на околната среда за челно заваряване е от -15 до +45 °C.
Процедура за индустриално челно заваряване:
- Преди започване на работа, заваряваните секции се изрязват перпендикулярно на повърхността, върху която се поставят. Краищата се почистват старателно, обезмасляват и подрязват.
- Тръбите се закрепват в заваръчна машина и внимателно се центрират, проверяват се за деформации и повреди.
- Краищата на валцуваните тръбни материали се нагряват с устройство за омекотяване на материала.
- Разтопените краища се събират и притискат под високо налягане. Процесът продължава, докато полиетиленът се охлади.
- Когато съединението се охлади, машината се отстранява.
След челно заваряване, шевът е идеално гладък и симетричен. Връзката осигурява съединение, също толкова здраво, колкото и на плътен тръбопровод. За завършване на описания по-горе процес са необходими двама души.
При извършване на челно заваряване избягвайте:
- остро свързване на разтопени краища;
- преместване и усукване на тръби;
- наличие на пропуски;
- внезапна промяна в температурата;
- неравномерно нагряване на съединяваните зони;
- бързо охлаждане на съединенията в точката на свързване.
Препоръчително е да се заваряват HDPE тръбни материали от един и същи клас, но понякога е необходимо да се свързват тръби от различни класове.
Имайте предвид, че прекомерното компресиране създава по-големи натрупвания вътре в тръбопровода, намалявайки производителността на готовите линии. Ако налягането е недостатъчно, заваряването отнема повече време. Този удължен период на изчакване позволява на нагрятия полиетилен да се охлади.
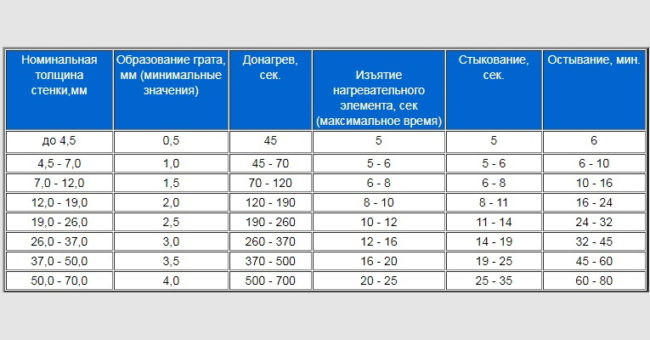
При започване на заваръчни работи е необходимо параметрите на заваряване да се координират с таблицата, която съдържа препоръчителните сили и налягания за различните тръбопроводи.
Таблица с параметри за челно заваряване на HDPE:
Челно заваряване на тръбопровод с помощта на екструдер под ъгъл
Екструзионното заваряване създава съединение с якост 70% или повече от нелегирания материал. Този метод се използва само за заваряване на компоненти от един и същ материал.
Екструзионното заваряване се извършва с помощта на следното оборудване:
- нагревателен елемент;
- винт;
- система за подаване на въздух;
- контейнер за съхранение на гранули и обувка, която притиска добавката.
Характеристики и процедура за извършване на работа:
- Почистете тръбите, обезмаслете ги и проверете за евентуални дефекти.
- Придайте необходимата форма на краищата на елементите, които ще бъдат заварявани.
- Загрейте повърхностите, които ще се заваряват, с горещ въздух от екструдер.
- Подайте пълнителния метал (гранули или тел), разтопен в екструдера, върху съединението, като контролирате движението му с обувка. Създаденото налягане заварява пълнителния метал към материала на тръбата.
Екструзионните заваръчни шевове трябва да се охлаждат без усилие. Тази технология на заваряване се използва при монтажа на тръбопроводи, захранвани с гравитация. Дебелината на стената трябва да бъде най-малко 6 мм, в противен случай продуктът може да се деформира.

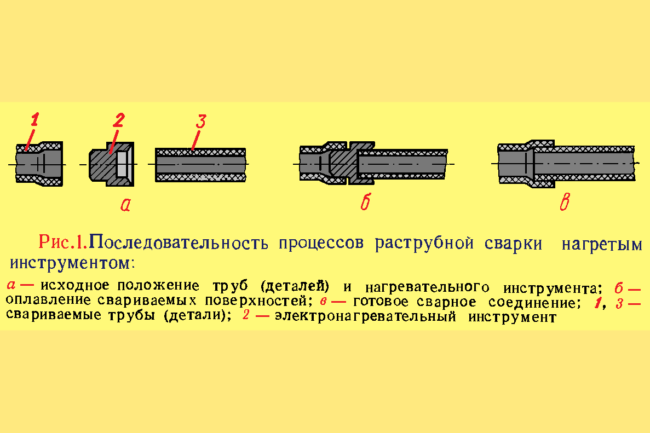
Метод на заваряване с гнездо, използващ фитинги и съединители
Заваряването с муфа ви позволява да съединявате секции от тръби с различни диаметри. Връзката се осъществява чрез вмъкване на по-малка тръба в главна тръба с по-голям диаметър. Връзката се закрепва с помощта на муфи, създавайки плътна и сигурна връзка.
Процедурата е същата като при челно заваряване. Различават се само използваните инструменти.
При свързване Заваряване на HDPE тръби с фитинги/съединители използвайте:
- тръборезачки;
- калибратори;
- машини за скосяване;
- заваръчно оборудване с дюзи.
Може да са необходими и тройници за създаване на колена. Термичното разширение на тръбата осигурява плътно уплътнение между съединенията.
Процедура за заваряване на гнездо:
- Демонтирайте свързващия елемент.
- Почистете краищата на секциите, които ще се съединяват, и ги скосете.
- Извършете калибриране, за да получите симетрични кръгове.
- Поставете чистите и обезмаслени краища в фитинга, свържете към заваръчната машина и загрейте.
В резултат на това частите се сливат в една повърхност. Заваряването с гнездо се използва за компоненти с дебелина на стената до 5 мм. То е особено удобно за участъци от тръбопроводи, където достъпът до оборудване за челно заваряване е труден.
Какво ви е необходимо за заваряване?
Заваръчните работи включват високотехнологични процеси, които изискват специализирано оборудване, както първично, така и вторично.
При избора на инструменти и заваръчни устройства, вземете предвид метода на заваряване и параметрите на HDPE тръбите.
Инструменти и оборудване
Работата с HDPE изисква всички нагревателни елементи на устройствата да са с незалепващо покритие. Това елиминира необходимостта от почистване след заваряване. Всички устройства обикновено са оборудвани с контролни индикатори и термостати.
Основно заваръчно оборудване:
- ръчно заваряване за метод с гнездо;
- машина за челно съединяване;
- монтажни части;
- нагревателни елементи;
- Скобата е стойка, използвана за задържане на предмети на място, докато се обработват или се притискат плътно заедно.
Почти всички заваръчни апарати за полиетилен са леки и лесни за работа, а нагревателните им елементи се сменят лесно.
Използват се заваръчни апарати:
- Механични;
- Автоматично;
- Хидравличен.
Нагревателните елементи са кръгли плочи, покрити със слой от PTFE. Те имат светлинен индикатор за температура и мощност, както и предпазител. Температурата може да се регулира с помощта на специален регулатор.
За заваряване на продукти с диаметър по-голям от 400 мм се използват следните устройства:
- челно съединение;
- свързване на гнездо;
- електрофузионна връзка.
Универсалните хидравлични агрегати са особено ценни. Те позволяват създаването на множество заваръчни шевове за минимално време, тъй като оборудването включва цялата необходима функционалност.
Допълнителни инструменти за хидравлични устройства:
- позиционери;
- елементи за отстраняване на оксидни отлагания;
- инструмент за скосяване;
- триони - за разделяне на магистрали;
- устройство за нивелиране;
- завои за HDPE.
При заваряване с помощта на някой от горните методи е от съществено значение да се използва пълен набор от инструменти. Пренебрегването на някое от оборудването може да доведе до лошо качество на съединението или дори до дефектно такова.
Фитинги за свързване
Заваръчните фитинги са компоненти, предназначени за свързване на тръби, включително такива с различен диаметър, както и за създаване на разклонения и завои в тръбопроводи. Фитингите могат да се използват и за свързване на валцовани тръби, изработени от различни материали.
Елементи от този вид са:
- Заварени и отлети. Те се свързват с тръби с помощта на специализирани машини за челно заваряване. Обикновено се използват при завои и извивки в тръбопроводи. Това създава здрава връзка, равна по здравина на твърд материал.
Тези фитинги са евтини, издръжливи и се предлагат в широка гама. След свързване, системата не изисква демонтаж. Производителите предлагат фитинги като кръстове, редукции, тройници и елементи с различни ъгли. - Електрофузионни фитинги. Те могат да свързват няколко тръби едновременно. Състоят се от полиетиленов корпус, съдържащ нагревателен елемент от тел. В тези фитинги се вкарват тръби, които се стопяват под въздействието на високи температури, създавайки надеждна и херметична връзка.
Предлагат се и компресионни фитинги, но те не са подходящи за заваряване. Тези полиетиленови компоненти с уплътнения се използват за създаване на разглобяеми връзки без заваряване. Те осигуряват средно ниво на херметичност.

HDPE тръби
HDPE (полиетилен за ниско налягане) тръбите се произвеждат под ниско налягане, по-малко от 2 MPa. Готовият материал има ниска плътност, което води до леко тегло, което улеснява монтажа и свързването.
Характеристики на HDPE:
- Еластичност. Те са способни да се разтягат, елиминирайки разкъсвания, дължащи се на деформации, които могат да възникнат при високи температури или под механично напрежение – например под налягане, което възниква при образуването на ледени тапи.
- Гъвкавост. HDPE тръбите могат да се огъват без никакви проблеми, което е изключително важно при създаването на тръбопроводи със сложни конфигурации.
- Надеждност. HDPE е издръжлив и устойчив на агресивни среди, включително масла. Не ръждясва и добре абсорбира воден удар.
Има няколко вида такива тръби:
- За подаване на студена вода. Те имат надлъжна синя ивица. Имат гладки вътрешни стени, които не натрупват соли или утайки.
- Газ. Те имат висок дебит, дълъг експлоатационен живот и могат да издържат на високо налягане. Разпознават се по жълта надлъжна ивица.
- За отопление и топла вода. Те са подсилени с фибростъкло и изработени от полиетилен с висока якост на опън.
- Двуслойна гофрирана хартия. Това са тръби с муфи, използвани за отводняване на вода и канализация. Те са много издръжливи, лесни за монтаж и устойчиви на агресивни среди.
Етапи на работа
За да се гарантира, че процесът на заваряване на PDN тръби протича без забавяне и води до висококачествена заварка, която осигурява дългосрочната експлоатация на тръбопровода, е необходимо да се действа в определен ред.
Подготовка на HDPE тръби преди заваряване
Преди да започнете заваряването, трябва да се извършат редица подготвителни стъпки. Ако се направи правилно, няма да се налага да се притеснявате за липсващи инструменти, отстраняване на несъвършенства или каквото и да е друго по време на заваряването.
Подготовка за заваряване:
- Закупуване и доставка до мястото на заваряване на HDPE тръби, крепежни елементи, скоби и други части в съответствие с диаметъра на заваряваните елементи.
- Подредете и разчистете мястото за поставяне на заваръчното оборудване.
- Използвайте механичен метод за обработка на краищата на фитингите и тръбите, които ще бъдат заварявани.
Заваръчното оборудване изисква специално внимание. То трябва да бъде проверено за правилна работа и подготвено за употреба.
Как да подготвим заваръчно оборудване:
- Проверете всички компоненти на заваръчната машина. Проверете заземяването и електрическите проводници за правилна работа и проверете остротата на режещите ножове на челната повърхност.
- Подгответе електрическия генератор. Напълнете го с гориво и го тествайте за функционалност.
- Почистете всички компоненти на оборудването – стъргалки, рендета и нагреватели – от всякакви замърсявания. Отстранете всички следи от залепнал полиетилен и след това обезмаслете всички повърхности с разтворител.
- Проверете нивото на маслото в хидравличната система на заваръчния апарат и работата на плъзгащата се скоба. Смажете подвижните части на оборудването със специални смазочни материали.
- Проверете как работят контролните и измервателните уреди.
Стандарти за челно заваряване
Доскоро в Русия имаше объркване относно регулаторната рамка за заваряване на HDPE, тъй като няколко документа бяха в сила едновременно.
От 2013 г. насам са в сила стандартите ГОСТ за оборудване и технологии за челно заваряване. Това не означава, че вносното нискокачествено заваръчно оборудване е било бракувано или че покупките са спрели, но руските производители са били насърчавани да подобрят качеството на своето оборудване.
Действащият ГОСТ 55276 R 55276-2012 (Пластмасови тръби и фитинги) направи възможно унифицирането на технологията за челно заваряване на HDPE в Русия.
За какво да внимавате:
- ГОСТ Р 55276. Наред с конвенционалната технология за заваряване с ниско налягане, тя легализира заваряването с HDPE под високо налягане, практикувано преди това само в Съединените щати. Този режим изисква специализирани възможности на оборудването, но значително намалява времето за цикъл на заваряване.
- ГОСТ Р 55276. Не е особено подходящ за строителни обекти, тъй като е предназначен не за самите изпълнители - заварчици, а за технолози - разработчици на технологични схеми за заваряване на HDPE.
- ГОСТ Р 55276. Това не разглежда ограниченията, наложени от стари местни и чуждестранни разпоредби. Това се отнася предимно до температурния диапазон на околната среда от +5 до +45°C, като се има предвид, че в Русия заваряването на тръбопроводи трябва да се извършва при температури под нулата.
Друго несъответствие е ограничението на дебелината на стената на тръбите до 70 мм, докато стените на тръбите, произвеждани днес, са 90 мм или повече.
Ние сами извършваме челно заваряване
Със специализирана заваръчна машина можете сами да заварявате челно HDPE тръби. Връзката се постига чрез омекотяване на полиетилена и образуване на сигурен шев. Това е най-простият вариант и е подходящ само за тръби с еднакъв диаметър, но дори и той изисква определени умения и способности.
Челното заваряване на HDPE тръбопроводи трябва да се извършва от квалифициран заварчик, в противен случай ще бъде трудно да се постигне прецизност и надеждност на връзката.
Процедура за ръчно челно заваряване:
- Подгответе оборудването, проверете заваръчната машина, проверете нейната работа.
- Отрежете тръбите с малко допълнителна дължина, оставяйки няколко милиметра полиетилен, за да образувате заварка.
- Почистете краищата, за да създадете идеално гладки ръбове и да осигурите добър контакт.
- Поставете тръбните материали в заваръчната машина и ги центрирайте.
- Поставете нагревателен елемент между заваряваните части. Загрейте краищата, докато се разтопят – времето за нагряване зависи от качеството на материала и дебелината на стените на частите.
- Извадете нагревателния елемент и веднага притиснете краищата един към друг. Силата и налягането, необходими за натискане, се генерират от лост или хидравлично задвижване.
- Изчакайте полиетиленовите тръби да се охладят. Проверете качеството на заварката, за да се уверите, че не се допускат натрупвания на материал или промени в диаметъра.
Ако е необходимо заваряване на продукти с голям диаметър, се препоръчва използването на автоматична заваръчна машина, която ще центрира и съедини точно секциите.
Контрол на качеството на шевовете
След завършване на заваряването, шевовете се проверяват визуално за качество. Съществуват стандарти GOST за качествените характеристики на заварените съединения.
Изисквания:
- заварките трябва да са равномерни по цялата дължина на нивото на външните повърхности на заварените секции;
- Допускат се издатини на заваръчния шев над съединяваните повърхности, височина на шева:
- с дебелина на стената 5 мм - издатината е не повече от 2,5 мм;
- за дебелина 6-20 мм, максималната височина на шева е 5 мм;
- Връзката трябва да бъде прецизно центрирана; ако се установи изместване на свързваните повърхности, то не трябва да надвишава 10% от дебелината на стената на свързваните тръби.
Препоръки от професионалисти
Опитните заварчици, работещи с HDPE тръби, съветват изключително внимание по време на заваряване и наблюдение на качеството на съединенията. Плътността на съединенията и дълготрайността на тръбопроводите зависят от точността на заваръчните шевове.
Професионални съвети:
- Уверете се, че напречното сечение на тръбата не изглежда като елипса - това значително ще намали качеството на заварката;
- Материалите за валцоване на пластмасови тръби трябва да се държат здраво на място, докато разтопените ръбове се втвърдят напълно;
- Заварката трябва да е равномерен шев, стърчащ над повърхностите на заваряваните елементи; височината на шева трябва да отговаря на стандартите (посочени в таблицата по-горе);
- Крепежните елементи с гайки трябва да бъдат фиксирани не повече от проектната граница, тъй като прекомерната сила може да причини повреда на тръбата;
- Преди да започнете работа, не забравяйте да проучите инструкциите за заваряване на HDPE и да се запознаете с параметрите на процеса.
HDPE тръбите са модерен, достъпен материал, който позволява изграждането на тръбопроводи за голямо разнообразие от цели и конфигурации. С помощта на специализирано заваръчно оборудване тези продукти могат да се използват за създаване на надеждни тръбопроводи, както индустриално, така и ръчно.



