В днешно време оранжерии, изработени от профилни тръби, често се инсталират в летни вили. Те са стабилни, имат по-дълъг живот и пропускат повече светлина от дървените.
За да се монтира конструкция, изработена от профилирана стомана, тя трябва да бъде огъната под определен ъгъл. Изглежда невъзможно да се направи това без специализирано оборудване. В тази статия ще разгледаме възможните методи и ще обясним как да огънем квадратна профилирана стомана у дома без огъвач на тръби.
- Какви трудности възникват по време на процеса на огъване на профилна тръба?
- Как формата и техническите характеристики на профилната тръба влияят върху избора на метод на огъване?
- Как да огънете профилна тръба без огъвач на тръби
- Как се огъва с предварително нагряване (с пясъчен пълнител)
- 7 начина за огъване без нагряване (студен метод)
- 3 алтернативни варианта за огъване
- Огъваме се с помощта на огъвач на тръби
- Как да огънете профилна тръба на 90 градуса
- Как да избегнем овализацията
- Съвети и препоръки
- Услуги по огъване
- Устройства за огъване
Какви трудности възникват по време на процеса на огъване на профилна тръба?
Гъвкавата профилна тръба означава частично или пълно огъване. Както е известно, Профилните тръби имат висока степен на якост, така че те могат да се огънат само под налягане или чрез нагряване на огънатата област. По време на този процес върху детайла действат две сили:
- компресия - вътре;
- разширения - отвън.
Именно в обратната посока на тези сили се крие трудността при работа при заобляне на тръба:
- На различни места профилната тръба може да реагира различно на огъване, което ще доведе до загуба на подравняване, т.е. отделни секции на детайла ще бъдат разположени на различни повърхности.
- Тръбата не винаги е в състояние да издържи на процеса на разтягане и може да се огъне или спука. Тези проблеми най-често възникват, когато огъването се извършва неправилно.
- Продуктът може да образува гънки, наподобяващи гофриране.
- Нивото на якост намалява при прегряване и структурата се поврежда.
- Страничните стени са смачкани - това се случва поради прекомерно налягане, когато детайлът преминава през огъващата конструкция.
За да избегнете тези проблеми, трябва да вземете предвид материала, от който са изработени тръбите, и техния размер: дебелина на стената, диаметър, ъгъл на огъване.
Как формата и техническите характеристики на профилната тръба влияят върху избора на метод на огъване?
Профилните тръби не са кръгли, те са правоъгълни, овални или квадратниЗа оранжерии близо до селска къща се препоръчва използването на квадратни или правоъгълни модели; те имат плоски стени, което улеснява закрепването на покритието.

Гамата от профили е огромна. Те имат различни геометрични параметри. Основните са размерът на напречното сечение и дебелината на стената. Пластичността е важна, тъй като определя възможния радиус на огъване. Струва си да се отбележи, че нагрятите профилни тръби увеличават своята пластичност, което ги прави по-лесни за огъване.
Има два технологични метода:
- „студено“ - без излагане на температура;
- "горещо" - зоната е предварително загрята.
Освен това, нисколегираните и въглеродните тръби имат повишена еластичност и могат да се огъват при огъване, така че не се използват за изграждане на оранжерии. Профилни тръби с диаметър 2 мм не се препоръчват, тъй като имат ниска якост в точката на огъване.
Няма строги стандарти за избор на метод за огъване на квадратни тръби, има само оваленТези стандарти се отнасят за горещозаварени тръби над 100 мм, но не се отнасят за профилирани продукти.
Професионалистите предлагат да се използва „студен“ метод за валцуван тръбен материал с диаметър по-малък от 10 мм и огъване под въздействието на топлина за тези с диаметър 40 мм и повече.
Препоръчително е да извършите пробно огъване у дома: затегнете единия край на профилната тръба в менгеме, а върху другия поставете тръба с по-голям диаметър. Това „рамо“ трябва да се затегне, докато огъвате детайла. Ако се огъва лесно, тогава нагряването не е необходимо. Кой от тези методи да използвате за огъване на профилната тръба у дома, зависи от вас.
Методи за огъване според вида на тръбния материал, за:
- валцуван метал - заварен, с рязане с помощта на шлайфмашина;
- стомана - с нагряване;
- пластмаса или алуминий - всяка опция, тъй като материалът е мек.

Квадратните валцувани метални продукти се различават по напречно сечение и размер на стената. Тези фактори влияят върху ъгъла на огъване.
Има многобройни инженерни нюанси по този въпрос. Но познаването им всички не е необходимо за домашна работа. Важно е да се обърне внимание на следните аспекти.
- Тънките продукти с напречно сечение до 20 мм трябва да се огъват без огъвач на тръби в зона, която е 2,5 пъти по-дълга от височината на самата тръба.
- Дебелият валцуван метал може да се огъне в зона, три пъти по-дълга от напречното му сечение. Ако това се пренебрегне, металът ще се напука външно или ще се деформира вътрешно.
- Огъването на квадратна тръба е опасно в едно отношение: може да причини счупване на мястото на операцията, което води до отхвърляне на детайла.
- Ограничителното условие е следното съотношение: минималният радиус не трябва да бъде по-малък от два пъти и половина напречното сечение на огъване. Например, за продукт с дебелина 40 мм, минималният вътрешен радиус е 40 x 2,5 = 100 мм.
Преди да огънете стоманена профилна тръба, трябва да запомните още едно правило.

Продуктът има тенденция да се връща към първоначалната си форма след оформяне. Поради тази причина е най-добре да го огънете малко повече, отколкото е необходимо по шаблона. Ако огънете детайла малко повече, окончателното заобляне ще съответства на спецификациите на шаблона.
Всички тези условия трябва да се вземат предвид преди започване на работа, в противен случай надеждата за висококачествен резултат е безполезна.
Как да огънете профилна тръба без огъвач на тръби
Обикновено при изграждането на сенници или оранжерийни конструкции в лятна вила се използват малки профилни тръби. Точността на ъгъла на огъване не е критична, така че импровизирани инструменти са подходящи за огъване.
Разбира се, по-добре е тази процедура да се извърши в отделна стая, където има работна маса и различни инструменти.
Трябва също да подготвите специално облекло; то ще ви предпази от прах, стружки, искри и при работа с горелка.
Ако правите завой у дома, трябва да имате предвид:
- Количеството огъване.
- Материали за производство.
- Дебелината на стените.
- Раздел.
Деформацията на валцувани профилни продукти се извършва в допустимите граници, определени за напречното сечение и дебелината на стената.
При работа е необходимо да се гарантира, че напречното сечение не се сплесква и не се появяват вътрешни пукнатини.

Как се огъва с предварително нагряване (с пясъчен пълнител)
За да постигнете висококачествено и равномерно огъване на профилна тръба при използване на "горещ" метод, първо напълнете детайла с пясък. Тъй като работата ще включва горещ метал, е необходимо да носите платнени ръкавици.
Стъпка по стъпка, огъването на квадратен продукт изглежда така:
- В единия край на дюзата се вкарва дървен клин. Дължината му трябва да бъде 10 пъти по-голяма от ширината на основата. Площта на основата е равна на два пъти площта на отвора в детайла, който ще покрива.
- В тръбата се изсипва финозърнест пясък, като първо се пресява и изсушава (изпича се при 150 градуса по Целзий). За запълване на профила с пясък се използва фуния. За да се осигури плътно и равномерно разпределение, той се изсипва на порции. По време на този процес се почукват стените на детайла с дървен чук.

- Клин се забива и от другата страна.
- Тапите трябва да съответстват на вътрешните размери на профила. В едната от тях са изрязани четири надлъжни канала, за да може газът, отделен при нагряване на пясъка, да излиза.
- Мястото, което ще се огъне, е маркирано с тебешир.
- Профилната заготовка се затяга в менгеме. Ако продуктът има заварка, тя трябва да е отстрани.
- Мястото, маркирано с тебешир, се нагрява с газова горелка до зачервяване.
- Огънете квадратния профил внимателно, без резки движения, но със сила. Това се прави наведнъж.
- След това частите трябва да се оставят да се охладят и резултатът да се сравни с шаблона.
- Ако огъването е направено правилно, тапите се отстраняват и пясъкът се изсипва.
Ако огъвате квадратна тръба със заварки, те трябва да бъдат поставени от външната страна на огъването, а не от вътрешната, в противен случай заварката ще се разпадне.
Този метод е подходящ само за еднократно огъване на ъгъл. Многократното нагряване ще доведе до загуба на якост на метала.
Възможно е да се огъне тръбен продукт, пълен с пясък, без да се нагрява, но това е по-сложен процес.
7 начина за огъване без нагряване (студен метод)
Можете да огънете профилна тръба, използвайки „студена“ техника, използвайки различни инструменти и без предварително нагряване. Нека разгледаме как сами да огънете профилна тръба без нагряване.
- Огън с пълнеж - водаТази опция е по-евтина, не изисква нагряване и е предназначена за тънкосекционни дуралуминиеви и месингови тръби. Особено удобна е за използване през зимата, когато температурите падат под нулата.
Процедурата не е сложна:
- единият край на детайла е запечатан с тапа;
- от другия край в частта се налива вода и тя също е запечатана;
- профилът се изнася навън и се държи на студено, докато водата замръзне;
- тръбата се огъва, когато водата е замръзнала в нея, това е лесно;
- Продуктът се поставя на топло място, течността се размразява и водата се отцежда.
Методът се препоръчва за тръби, изработени от цветни метали, тъй като те не са податливи на корозия.
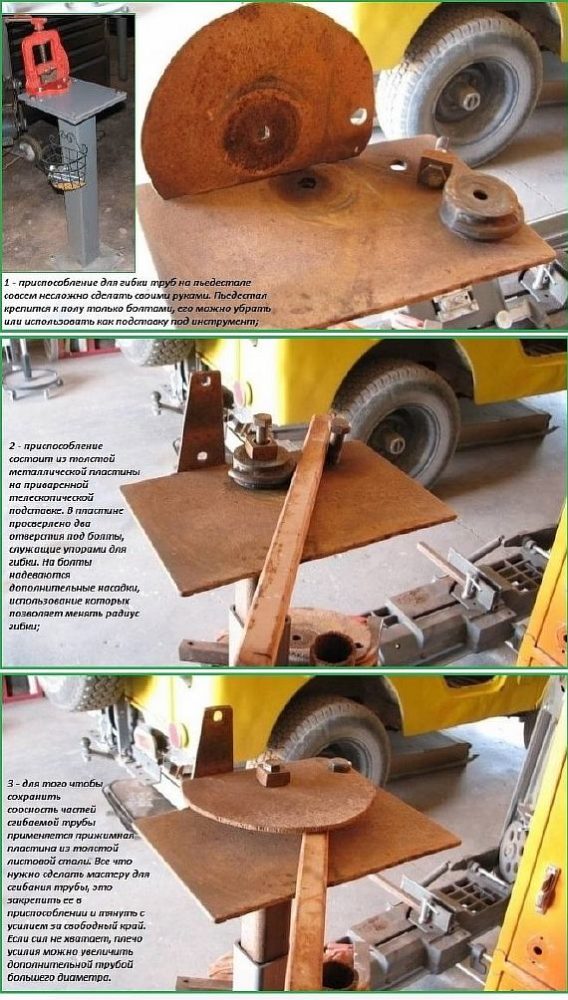
2. С огъваща плоча — Този метод е предназначен за огъване на квадратни стоманени или алуминиеви тръби. Плочата е панел, изработен от дебел метален лист. Тя е заварена към стълб, монтиран на импровизирана платформа. Огъването изисква няколко стъпки.
- пробийте дупки в плочата за болтове, те ще служат като ограничител за тръбата;
- Поставете дюза на един болт; тя е необходима за регулиране на ъгъла на огъване;
- За да се осигури подравняването на тръбните секции, които са в съседство с огъването, над нея трябва да се постави метална плоча, закрепена с болтове.
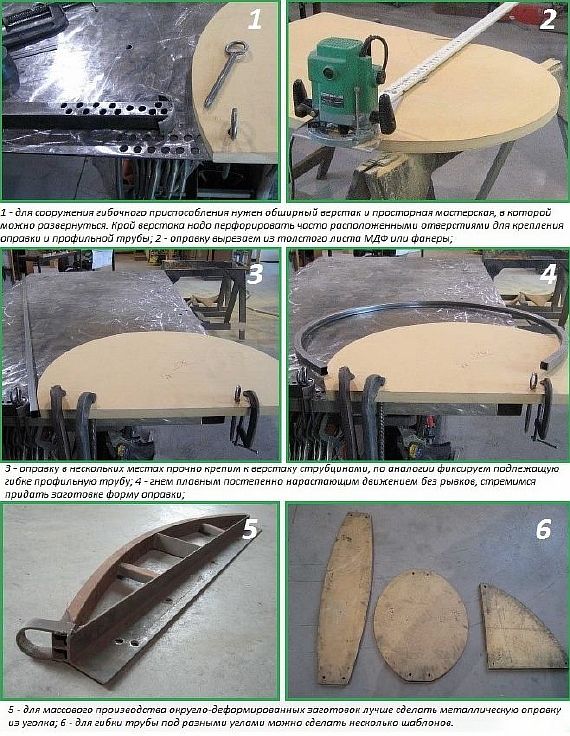
3. Огъване на дорник — Подходящ за профилни тръби с височина на стената не повече от 25 мм. Тази конструкция е най-добре да се постави върху работна маса. Пробийте често отвори по ръба ѝ, за да закрепите дорника и профилната тръба.
- Степента на огъване се регулира с помощта на шаблон, изработен от шперплат или метален ъгъл. Чрез прилагане на физическа сила, детайлът се поставя върху дорника, придавайки му желания ъгъл на огъване.
4. Използване на мелница - Този метод не ви позволява да направите перфектен полукръг, тъй като завоят е съставен от няколко прави сегмента, те са разположени под различни ъгли.
- Методът включва правене на напречни разрези (обикновено три) с шлайфмашина на мястото на планираното огъване. Колкото по-малък е ъгълът на огъване, толкова по-голям е броят на разрезите.
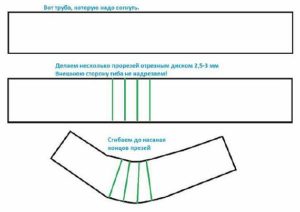
- След това тръбата трябва да се огъне в точките на рязане - това може да се направи без прилагане на прекомерна сила, а разрезите трябва да бъдат заварени.
- Ако заваръчните шевове са добре полирани, продуктът ще изглежда доста прилично, без гънки и няма да загуби здравината си.
5. С пружина — проста техника на огъване. От тел с диаметър 2 мм се изработва пружина. Тя трябва да се огъне по формата на тръбопровода, така че всяка секция да е с 2-3 мм по-малка от тръбата от съответната страна, което ѝ позволява лесно движение в профила.
- Готовата пружина трябва да се постави в детайла и след това да се огъне до желания ъгъл. По желание точката на огъване може да се нагрее, за да се улесни процесът. За да се улесни изваждането на пружината от детайла, към края ѝ се завързва тел.
6. Използване на ролков вал Този метод е предназначен за тръби с размер от 10 до 25 мм. За да се огъне правоъгълна тръба, тя трябва да се затегне в менгеме. След това се използва специален валяк за огъване на детайла, прилагайки сила. Това устройство произвежда висококачествено огъване, но изисква физическа сила.
7. Използване на лост - това е дървена или метална дръжка, в долната част на която има накрайник с отвор.
За да се огъне детайлът, той трябва да се вкара в отвора до точката на огъване. След това лостът се издърпва назад и това действие огъва тръбата. Този метод не е прецизен, но е подходящ за огъване на профили за оранжерии. Вижте как можете сами да си направите оранжерия.

3 алтернативни варианта за огъване
Има няколко алтернативни прости метода за огъване на профилна тръба до необходимия радиус:
- Коване — удряне с тежък чук. Това изисква наковалня със заоблен връх. Детайлът трябва да бъде закрепен към наковалнята със скоби. След това ударете детайла, без да прилагате прекомерна сила, за да избегнете сплескването му.
- Според моделите — Необходима ви е асфалтова или бетонна повърхност, върху която трябва да маркирате контура на бъдещата арка. След това забийте арматурните пръти, като закрепите профила към първия. Докато огъвате, заварете заготовката към армировката и когато приключите, отрежете прътите с шлайфмашина.
- Наем под потисничество — Това изисква превозно средство със странично монтирани колела. Профилът се поставя в подготвен стоманен или бетонен канал и колелото се търкаля върху детайла. Аксиалното подравняване трябва да се контролира с помощта на метални водачи.
Огъваме се с помощта на огъвач на тръби
Ако за изграждането на оранжерия се използват профилни тръби с голям диаметър, ръчното им огъване ще бъде трудно. Препоръчваме ви да се запознаете с с инструкции как сами да си направите стандартен огъвач на тръби, дизайнът му се състои от задвижващо колело (то се движи по ръбовете, огъвайки тръбата под желания ъгъл), рамка, конвейер и затягащи елементи.
Огъвачка на тръби може да бъде:
- Ръчен – предназначен за работа в малък мащаб. Детайлът се поставя в конвейер и се затяга от ролка. Колелото се завърта с дръжка, което води до процес на огъване.
- Електрическо — оборудването се препоръчва за по-дебели профилни тръби. Устройството е с електрическо захранване, а колелото се задвижва от електродвигател, което елиминира необходимостта от ръчен труд. Принципът на действие е подобен на предишния: профилът се подава в конвейер и докато преминава през зоната на затягане, се огъва.

Когато използвате това устройство, ъглите на тръбата, както отвътре, така и отвън, изпитват еднакво налягане, така че завоят е с високо качество и не се спуква.
Как да огънете профилна тръба на 90 градуса
Профилните тръби с 90-градусов завой нямат остри ъгли и изглеждат естетически приятни.
Първо, трябва да подготвите инструментите - заваръчна машина, ъглошлайф и дискове.
Нека разгледаме процеса на огъване на профил стъпка по стъпка.
- Точката на огъване е маркирана върху детайла, а от всички страни са маркирани напречни линии. Измерва се половината от ширината и размерът ѝ е маркиран на първия ред и на всички напречни линии.

- Радиалните линии се чертаят с помощта на пергел или друг кръгъл предмет. Тези линии се чертаят от двете страни, а областта, която ще се премахва, също се маркира.

- Правят се разрези от едната страна между двете маркировки. След това двете странични части се отстраняват.

- Детайлът се огъва леко назад, след това навътре. Резултатът е прав ъгъл отвътре и заоблен ъгъл отвън.


- С помощта на заваръчна машина огъващата се секция се захваща от двете страни, след което всички шевове се заваряват.

- Шлаката се отстранява и шевовете се обработват с шлифовъчен диск с ламелен профил.

Този метод е подходящ за огъване на профил от всякакъв размер със собствените си ръце.
Как да избегнем овализацията
При извършване на студено огъване има тънкости, които трябва да се вземат предвид, за да се запази напречното сечение на профила. За тази цел се монтират ограничители:
- вътрешен - не позволява стесняване на тръбопровода;
- външен - не позволява на страничните стени да се разширяват.
Препоръчително е да се използва твърд материал като ограничител, той добре държи формата си.
При изграждането на оранжерия от профилна тръба не е необходимо да се поддържа точен радиус на огъване, така че няма нужда да се харчат пари за скъпа машина.
Всеки майстор ще има такава под ръка. С нея можете да създадете доста прилична оранжерия за вашата вила.
Съвети и препоръки
Когато практикувате гъвкавост, трябва да вземете предвид редица обстоятелства:
- Когато купувате профил, уверете се, че всички те са с еднакъв размер, клас стомана и принадлежат към една и съща партида за доставка;
- когато използвате заварени профили, ориентирайте страната със шева към вътрешния радиус, в противен случай може да се счупи;
- Когато работите с шлайфмашина, не забравяйте да използвате предпазни средства като очила или маска;
- Трябва да се има предвид, че крайните секции не винаги могат да бъдат огънати до необходимия размер, следователно при изчисляване на дължината на детайла трябва да се вземе предвид тяхната дължина и такива парчета трябва да бъдат отрязани след завършване на формирането на детайла;
- Необходимо е да се извърши антикорозионна обработка на метала и да се продължи да се прави редовно в бъдеще.
Услуги по огъване
Такава услуга не би могла да не се превърне в отделна област за развитие на бизнеса, тъй като в индустриален вариант тя включва използването на доста сложно технологично оборудване.
На пазара се предлагат и услуги за огъване, предлагащи както радиално огъване, така и дъгообразно огъване. Това разграничение се прави, защото всяка операция изисква специфично оборудване. В първия случай това е тръбоогъваща машина, докато във втория - триролкова валцова машина.
Трябва да се признае, че цените за извършване на подобни операции са доста разумни:
- цената на един ъглов завой е 30 рубли;
- Един линеен метър арков участък също ще струва 30 рубли.
В сравнение с цената на метала и доставката на материали в Московска област, това е практически нищо.
Устройства за огъване
Дизайнът на конструкцията зависи от диаметрите, с които трябва да се работи.

За валцувани тръбни материали с диаметър до 20 мм може да се изработи просто устройство, състоящо се от стоманени щифтове, поставени в бетонна плоча. Тръбата, поставена между щифтовете, се огъва до необходимите размери.
Но когато диаметърът надвишава 20 мм, е необходимо да се разработят по-сложни конструкции за строителство.
Алтернативно, чифт ролки със заоблени странични повърхности се закрепват към стабилна, здрава основа. Радиусът на тази ролкова повърхност трябва да съответства на диаметъра на валцувания тръбен продукт, който ще се огъва.

Заготовката се вкарва между ролките и краят ѝ се закрепва. Другият край се закрепва към лебедката, която след това се активира. Когато ъгълът на тръбата достигне желаната стойност, лебедката се спира.
Целият процес на създаване на този огъвач на тръби трябва да бъде разделен на следните етапи.
- Зъбните колела и лагерите трябва да бъдат закрепени към валовете. Зъбните колела се закрепват с ключ. Препоръчително е да закупите лагери в комплект с опори за лагери.
- Зъбните колела и веригата са подходящи за всяка кола.
- С помощта на заваръчна машина основата се заварява и притискащият вал се завинтва към нея.
- След това се заваряват пружинните гайки и платформата за тях.
- Опорните валове са завинтени отдолу.
- Изгражда се верига за опъване.
- На последния етап дръжката е прикрепена към вала (препоръчително е да се използва дръжка, която се върти).
Това устройство бързо извършва деформация, като прекарва през него валцуван тръбен продукт.



