Nowadays, greenhouses made from profile pipes are often installed at summer cottages. They are stable, have a longer lifespan, and transmit more light than wooden ones.
To install a structure made from profiled steel, it needs to be bent at a specific angle. It seems impossible to do this without specialized equipment. In this article, we'll explore possible methods and explain how to bend square profiled steel at home without a pipe bender.
- What difficulties arise during the process of bending a profile pipe?
- How does the shape and technical characteristics of a profile pipe influence the choice of bending method?
- How to bend a profile pipe without a pipe bender
- How to bend with preheating (with sand filler)
- 7 ways to bend without heating (cold method)
- 3 alternative options for bending
- We bend using a pipe bender
- How to bend a profile pipe at 90 degrees
- How to avoid ovalization
- Tips and recommendations
- Bending services
- Bending devices
What difficulties arise during the process of bending a profile pipe?
Flexible profile pipe means its partial or complete bending. As is known, Profile pipes have a high degree of strength, so they can only be bent under pressure or by heating the area being bent. During this process, two forces act on the part:
- compression - inside;
- extensions - outside.
It is precisely in the opposite direction of these forces that the difficulty of working when rounding a pipe lies:
- In different places, the profile pipe may react differently to bending, which will lead to a loss of alignment, that is, individual sections of the workpiece will be located on different surfaces.
- The pipe is not always able to withstand the stretching process and may bend or burst. These issues most often occur when bending is done incorrectly.
- The product may develop folds that resemble corrugation.
- The strength level decreases when overheated and the structure is damaged.
- The side walls are crushed - this occurs due to excessive pressure when the workpiece passes through the bending structure.
To avoid these problems, you should take into account the material the pipes are made of and their size: wall thickness, diameter, bend angle.
How does the shape and technical characteristics of a profile pipe influence the choice of bending method?
Profile pipes are not round, they are rectangular, oval or squareFor greenhouses near a country house, it's recommended to use square or rectangular models; they have flat walls, making it easier to attach the covering.

The range of profiles is vast. They have various geometric parameters. The main ones are cross-sectional size and wall thickness. Ductility is important, as this determines the possible bending radius. It's worth noting that heated profile pipes increase their ductility, making them easier to bend.
There are two technological methods:
- "cold" - without exposure to temperature;
- "hot" - the area is preheated.
Furthermore, low-alloy and carbon-based pipes have increased elasticity and can spring back when bent, so they are not used for greenhouse construction. Profile pipes with a diameter of 2 mm are not recommended, as they have low strength at the bending point.
There are no strict standards for choosing a method for bending square pipes, there are only ovalThese standards apply to hot-welded pipes over 100 mm, but do not apply to profiled products.
Professionals suggest using the "cold" method for rolled tubular material with a diameter of less than 10 mm, and bending it under heat for those with a diameter of 40 mm and above.
It's recommended to perform a test bend at home: clamp one end of the shaped tube in a vice, and place a larger diameter tube on the other. This "shoulder" should be tightened while bending the workpiece. If it bends easily, then heating is unnecessary. Which of these methods to use to bend the shaped tube at home is up to you.
Bending methods according to the type of pipe material, for:
- rolled metal - welded, with cutting using a grinder;
- steel - with heating;
- plastic or aluminum - any option, since the material is soft.

Square rolled metal products vary in cross-section and wall size. These factors influence the bending angle.
There are numerous engineering nuances to this issue. But knowing them all isn't necessary for homework. It's important to pay attention to the following aspects.
- Thin products with a cross-section of up to 20 mm must be bent without a pipe bender in an area that is 2.5 times longer than the height of the pipe itself.
- Thick rolled metal can be bent in a zone three times longer than its cross-section. If this is ignored, the metal will crack externally or deform internally.
- Bending a square tube is dangerous in one respect: it can cause a fracture at the site of the operation, which results in the part being rejected.
- The limiting condition is the following ratio: the minimum radius must not be less than two and a half times the bending cross-section. For example, for a 40 mm thick product, the minimum internal radius is 40 x 2.5 = 100 mm.
Before bending a steel profile pipe, you should remember one more rule.

The product tends to return to its original shape after being shaped. For this reason, it's best to bend it slightly more than the pattern calls for. If you bend the workpiece slightly more, the final rounding will match the pattern's specifications.
All these conditions must be taken into account before starting work, otherwise hoping for a high-quality result is useless.
How to bend a profile pipe without a pipe bender
Typically, when constructing canopies or greenhouse structures at a summer cottage, small-sized profile pipes are used. The bending angle accuracy is not critical, so improvised tools are suitable for bending.
Of course, it is better to carry out this procedure in a separate room where there is a workbench and various tools.
You also need to prepare special clothing; it will protect you from dust, shavings, sparks, and when working with a blowtorch.
If you do a bend at home, you need to consider:
- The amount of bend.
- Materials of manufacture.
- The thickness of the walls.
- Section.
The deformation of rolled profile products is carried out within the permissible limits set for the cross-section and wall thickness.
When working, it is necessary to ensure that the cross-section does not flatten and that internal fractures do not occur.

How to bend with preheating (with sand filler)
To achieve a high-quality and even bend on a profile pipe when using the "hot" method, first fill the piece with sand. Since the work will involve hot metal, it is necessary to wear canvas gloves.
Step by step, bending a square product looks like this:
- A wooden wedge is inserted into the nozzle at one end. Its length should be 10 times the width of the base. The area of the base is equal to twice the area of the hole in the workpiece it will cover.
- Fine-grained sand is poured into the pipe, first sifted and dried (baked at 150 degrees Celsius). A funnel is used to fill the profile with sand. To ensure a dense and even distribution, it is poured in portions. During this process, tap the walls of the part with a wooden mallet.

- A wedge is also driven in from the other side.
- The plugs must match the internal dimensions of the profile. One of them has four longitudinal grooves cut into them to allow the gas produced when the sand is heated to escape.
- The place to be bent is marked with chalk.
- The profile blank is clamped in a vice. If the product has a weld, it should be on the side.
- The place marked with chalk is heated with a gas burner until red.
- Bend the square profile carefully, without any sudden movements, but with force. This is done in one go.
- The parts must then be allowed to cool and the result compared with the template.
- If the bend is done correctly, the plugs are removed and the sand is poured out.
If you are bending a square tube with welds, they must be placed on the outside of the bend, not on the inside, otherwise the weld will come apart.
This method is only suitable for making a corner bend once. Repeated heating will cause the metal to lose strength.
It is possible to bend a pipe product filled with sand without heating it, but this is a more complex process.
7 ways to bend without heating (cold method)
You can bend a profile pipe using the "cold" technique, using various tools and without preheating. Let's look at how to bend a profile pipe yourself without heating.
- Bend with filling - waterThis option is less expensive, requires no heating, and is designed for thin-gauge duralumin and brass pipes. It's especially convenient to use in winter, when temperatures drop below freezing.
The procedure is not complicated:
- one end of the workpiece is sealed with a plug;
- from the other end, water is poured into the part and it is also sealed;
- the profile is taken outside and kept in the cold until the water freezes;
- the pipe bends, when the water is frozen in it this is easy;
- The product is brought into a warm place, the liquid is defrosted, and the water is drained.
The method is recommended for pipes made of non-ferrous metals, as they are not subject to corrosion.
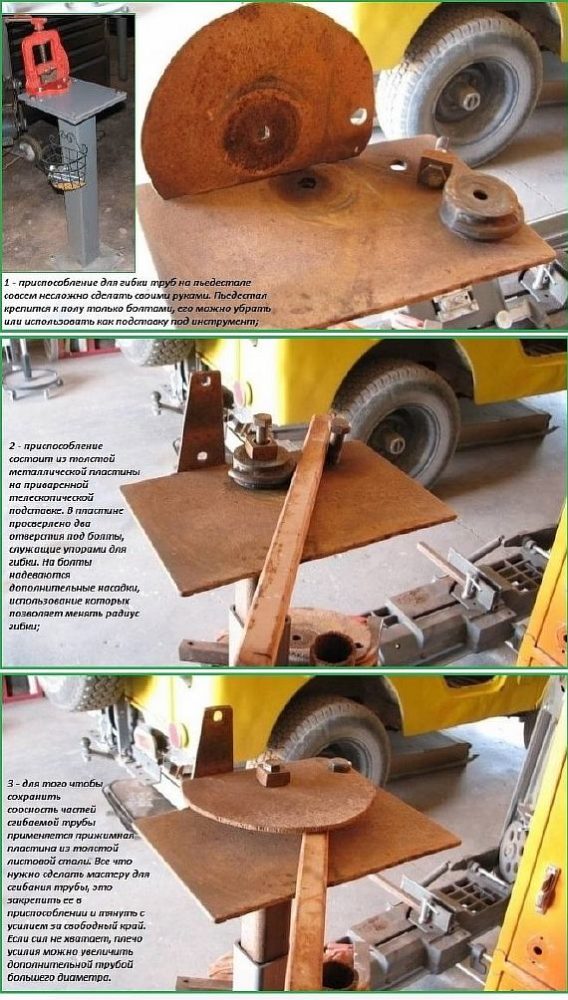
2. With bending plate — This method is designed for bending square steel or aluminum tubes. The plate is a panel made from a thick metal sheet. It is welded to a post mounted on a makeshift platform. Bending requires several steps.
- drill holes in the slab for bolts, they will serve as a stop for the pipe;
- Place a nozzle on one bolt; it is needed to adjust the bending angle;
- To ensure the alignment of the pipe sections that are adjacent to the bend, a metal plate secured with bolts should be placed above it.
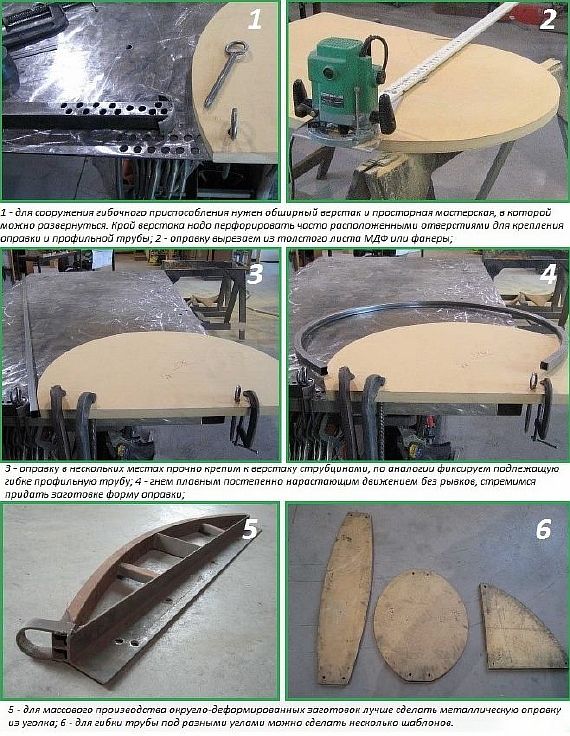
3. Mandrel bending — Suitable for profile pipes with a wall height of no more than 25 mm. This design is best placed on a workbench. Drill frequent holes along its edge to secure the mandrel and profile pipe.
- The degree of bending is adjusted using a template made of plywood or metal angle. By applying physical force, the part is placed on the mandrel, giving it the desired bending angle.
4. Using a grinder - This method does not allow you to make a perfect semicircle, since the bend is made up of several straight segments, they are located at different angles.
- The method involves making crosscuts (usually three) with a grinder at the location of the planned bend. The smaller the bend angle, the greater the number of cuts.
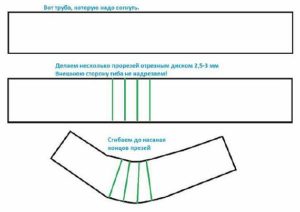
- Then, the pipe needs to be bent at the cut points - this can be done without applying excessive force, and the cuts should be welded.
- If the weld seams are well polished, the product will look quite decent, without folds, and will not lose its strength.
5. With a spring — a simple bending technique. A spring is made from 2 mm wire. It must be bent to the shape of the pipeline so that each section is 2-3 mm smaller than the pipe on the corresponding side, allowing it to move easily within the profile.
- The finished spring should be inserted into the part and then bent to the desired angle. If desired, the bending point can be heated to facilitate the process. To make removing the spring from the part easier, a wire is tied to its end.
6. Using a roller shaft This method is designed for pipes ranging from 10 to 25 mm in size. To bend a rectangular pipe, it must be clamped in a vice. A special roller is then used to bend the part, applying force. This device produces a high-quality bend, but requires physical strength.
7. Using a lever - it is a wooden or metal handle, in the lower part of which there is a nozzle with a hole.
To bend the workpiece, it must be inserted into the hole up to the bending point. Then the lever is pulled back, and this action bends the pipe. This method isn't precise, but it's suitable for bending greenhouse profiles. See how you can make a greenhouse yourself.

3 alternative options for bending
There are several alternative simple methods for bending a profile pipe to the required radius:
- Forging — striking with a heavy hammer. This requires an anvil with a rounded top. The workpiece must be secured to the anvil with clamps. Then, strike the workpiece without applying excessive force to avoid flattening it.
- According to patterns — You need an asphalt or concrete surface, on which you should mark the outline of the future arch. Next, drive in the reinforcement bars, securing the profile to the first one. As you bend, weld the blank to the reinforcement, and when you finish, cut the bars with a grinder.
- Rental under oppression — This requires a vehicle with side-mounted wheels. The profile is placed in a prepared steel or concrete groove, and the wheel is rolled over the workpiece. Axial alignment should be controlled using metal guides.
We bend using a pipe bender
If large diameter profile pipes are used to build a greenhouse, bending it manually will be difficult. We recommend you familiarize yourself with with instructions on how to make a standard pipe bender yourself, its design consists of a drive wheel (it moves along the edges bending the pipe at the desired angle), a frame, a conveyor and clamping elements.
A pipe bender can be:
- Manual – designed for small-scale work. The workpiece is placed in a conveyor and clamped by a roller. The wheel is rotated by a handle, resulting in the bending process.
- Electric — the equipment is recommended for thicker profile pipes. The device is electrically powered, and the wheel is driven by an electric motor, eliminating the need for manual labor. The operating principle is similar to the previous one: the profile is fed into a conveyor, and as it passes through the clamping zone, it is bent.

When using this device, the corners of the pipe, both inside and outside, experience equal pressure, so the bend is of high quality and does not burst.
How to bend a profile pipe at 90 degrees
Profile pipes with a 90-degree turn have no sharp corners and look aesthetically pleasing.
First, you need to prepare the tools - a welding machine, an angle grinder, and discs.
Let's look at the process of bending a profile step by step.
- The bending point is marked on the workpiece, and cross-lines are marked on all sides. Half the width is measured, and its size is marked on the first line and on all cross-lines.

- Radius lines are drawn using a compass or other round object. These lines are drawn on both sides, and the area to be removed is also marked.

- Cuts are made on one side between the two marks. Then the two side pieces are removed.

- The workpiece is bent back slightly, then inward. The result is a right angle on the inside and a rounded angle on the outside.


- Using a welding machine, the bending section is grasped on both sides, after which all seams are welded.

- The slag is removed and the seams are processed with a flap grinding disc.

This method is suitable for bending a profile of any size with your own hands.
How to avoid ovalization
When performing cold bending, there are subtleties that must be taken into account to maintain the profile's cross-section. For this purpose, limiters are installed:
- internal - does not allow the pipeline to narrow;
- external - it does not allow the side walls to expand.
It is recommended to use a rigid material as a limiter; it holds its shape well.
When constructing a greenhouse from a profile pipe, there is no need to maintain a precise bending radius, so there is no need to spend money on an expensive machine.
Any handyman will have one at hand. Using it, you can create a quite decent greenhouse for your dacha.
Tips and recommendations
When practicing flexibility, you need to take into account a number of circumstances:
- When purchasing a profile, make sure that they are all the same size, steel grade and belong to the same delivery batch;
- when using welded profiles, orient the side with the seam towards the inner radius, otherwise it may break;
- When working with a grinder, do not forget to use protective equipment such as glasses or a mask;
- It should be taken into account that the end sections cannot always be bent to the required size, therefore, when calculating the length of the workpiece, their length must be taken into account and such pieces must be cut off after the formation of the part is completed;
- It is necessary to carry out anti-corrosion treatment of the metal and continue to do it regularly in the future.
Bending services
Such a service could not help but become a separate area of business development, since in an industrial version it involves the use of rather complex technological equipment.
Bending services are also available on the market, offering both radius bending and arch bending. This distinction is made because each operation requires specific equipment. In the former case, it's a pipe bender, while in the latter, a three-roll rolling machine.
It must be admitted that the prices for performing such operations are quite reasonable:
- the cost of one corner bend is 30 rubles;
- One linear meter of arched span will also cost 30 rubles.
Compared to the cost of metal and delivery of materials in the Moscow region, this is practically nothing.
Bending devices
The design of the structure depends on the diameters that need to be handled.

For rolled tubular materials with a diameter of up to 20 mm, a simple device can be made consisting of steel pins inserted into a concrete slab. The pipe, inserted between the pins, is bent to the required dimensions.
But when the diameter exceeds 20 mm, more complex structures need to be developed for construction.
Alternatively, a pair of rollers with round side faces are secured to a stable, heavy-duty base. The radius of this roller face must match the diameter of the rolled tubular product to be bent.

The workpiece is inserted between the rollers and its end is secured. The other end is attached to the winch, which is then activated. When the angle on the pipe reaches the desired value, the winch is stopped.
The entire process of creating this pipe bender must be divided into the following stages.
- Gears and bearings must be secured to the shafts. Gears are secured with a key. It is recommended to purchase bearings complete with bearing supports.
- Gears and chain fit any car.
- Using a welding machine, the base is welded and the pressure shaft is screwed to it.
- Next, the spring nuts and the platform for them are welded on.
- The support shafts are screwed on at the bottom.
- A tension chain is being constructed.
- At the final stage, the handle is attached to the shaft (it is recommended to use a handle that rotates).
This device quickly performs deformation by passing a rolled pipe product through it.



