Connecting low-density polyethylene (HDPE) pipes into a single pipeline is accomplished using various methods, both detachable and permanent. One of the most reliable options is welding HDPE pipes.
There are several methods for performing welding work, each of which is carried out using a specific technology.
- Permanent connections - welding of HDPE pipes
- Butt welding of pipes
- Butt welding of a pipeline using an extruder at an angle
- Socket welding method using fittings and couplings
- What do you need for welding?
- Tools and equipment
- Fittings for connection
- HDPE pipes
- Stages of work
- Preparing HDPE pipes before welding
- Butt welding standards
- We perform butt welding ourselves
- Quality control of seams
- Recommendations from professionals
Permanent connections - welding of HDPE pipes
The permanent connection method is the only acceptable option for large-diameter HDPE pipes. It ensures a high level of tightness, which can be maintained even under high temperatures.
Polyethylene is easy to weld because it maintains a viscous, flowing consistency over a wide temperature range and has low melt viscosity.
Regardless of the method of creating a permanent connection, the following requirements are imposed on them:
- the angle of displacement of two connected pipes should not exceed 10% relative to the thickness of their walls;
- the joining seam must be located above the outer surface level of the connected sections;
- The seam beads must be made with impeccable quality, and their height can vary in the range of 2.5-5 mm (determined by the thickness of the walls).
There are three most popular types of welding: butt welding, socket welding, and electrofusion welding. Let's take a closer look at each technology.
Butt welding of pipes
Butt welding is the most popular method for permanently joining HDPE pipes. This technique involves joining the ends of two sections of the same diameter. The wall thickness of the connected elements must also be the same.
The connection of pressure pipes is carried out in industrial conditions using special electro-hydraulic and mechanical equipment, as it requires increased precision and accuracy.
Manual welding is only permitted on non-pressure pipelines.

Features of butt welding:
- the method is used on pipes with walls thicker than 4.5-5 mm and a diameter of 50 mm;
- welding work is carried out on flat and stable surfaces;
- If work is carried out outdoors, it is necessary to close the ends of the pipes with plugs to prevent drafts in the main lines; wind worsens temperature parameters and interferes with the quality of work;
- The sections to be connected must be clean inside and out - any debris or even dust will prevent a high-quality connection; the clamps of the welding unit must be no less clean;
- To adjust the temperature, it is recommended to perform 1-2 welds as a test run. This will help you understand the principles and features of the process if you do not have experience in butt welding pipelines;
- Before grinding, the cutting discs must be thoroughly wiped, and after grinding, the pipe dimensions must be checked for compliance;
- The optimal ambient temperature range for butt welding is from -15 to +45 °C.
Industrial butt welding procedure:
- Before starting work, the sections to be welded are cut perpendicular to the surface they are placed on. The ends are thoroughly cleaned, degreased, and trimmed.
- The pipes are secured in a welding machine and carefully centered, checked for deformations and damage.
- The ends of the rolled pipe materials are heated with a device to soften the material.
- The melted ends are brought together and pressed together under high pressure. The process continues until the polyethylene cools.
- When the joint has cooled, the machine is removed.
After butt welding, the seam is perfectly smooth and symmetrical. The connection provides a joint equally strong as a solid pipeline. Two people are required to complete the process described above.
When performing butt welding, avoid:
- sharp connection of melted ends;
- moving and twisting pipes;
- presence of gaps;
- sudden change in temperature;
- uneven heating of the areas being joined;
- rapid cooling of joints at the connection point.
It is recommended to weld HDPE pipe materials of the same grade, but sometimes it is necessary to connect pipes of different grades.
Keep in mind that excessive compression creates larger buildups inside the pipeline, reducing the performance of the finished lines. If the pressure is insufficient, welding takes longer. This prolonged waiting period allows the heated polyethylene time to cool.
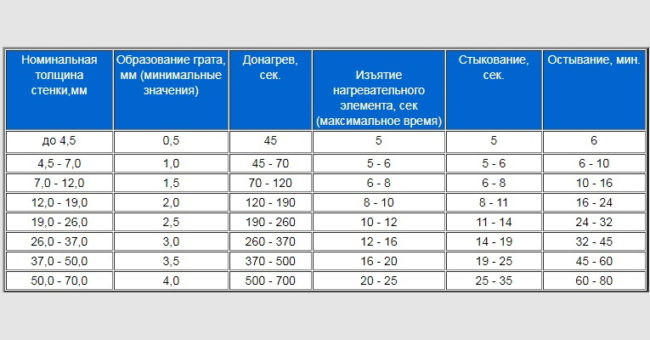
When starting welding work, it is necessary to coordinate the welding parameters with the table, which contains the recommended forces and pressures for different pipelines.
Table of parameters for butt welding of HDPE:
Butt welding of a pipeline using an extruder at an angle
Extrusion welding creates a joint with a strength of 70% or more of the unalloyed material. This method is only used for welding components of the same material.
Extrusion welding is performed using the following equipment:
- heating element;
- screw;
- air supply system;
- a storage bin for granules and a shoe that presses on the additive.
Features and procedure for performing work:
- Clean the pipes, degrease them, and check for any defects.
- Give the ends of the elements to be welded the required shape.
- Heat the surfaces to be welded with hot air from an extruder.
- Feed the filler metal (granules or wire) fused in the extruder onto the joint, controlling its movement with a shoe. The pressure created welds the filler metal to the pipe material.
Extrusion welding seams must cool without forcing. This welding technology is used in the installation of gravity-fed pipelines. Wall thickness should be at least 6 mm, otherwise the product may become deformed.

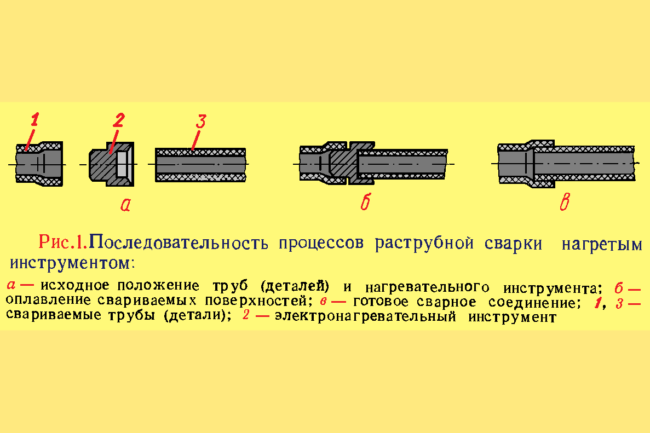
Socket welding method using fittings and couplings
Socket welding allows you to join sections of pipes with different diameters. The connection is made by inserting a smaller pipe into a larger diameter main pipe. The connection is secured using couplings, creating a tight and secure connection.
The procedure is the same as for butt welding. Only the tools used differ.
When connecting Welding of HDPE pipes with fittings/couplings use:
- pipe cutters;
- calibrators;
- chamfering machines;
- welding equipment with nozzles.
Tee fittings may also be needed to create elbows. Thermal expansion of the pipe ensures a tight seal between couplings.
Socket welding procedure:
- Disassemble the connecting element.
- Clean the ends of the sections to be joined and chamfer them.
- Perform calibration to obtain symmetrical circles.
- Insert the clean and degreased ends into the fitting, connect to the welding machine and heat.
As a result, the parts are fused into a single surface. Socket welding is used for components with wall thicknesses up to 5 mm. It is particularly convenient for pipeline sections where access to butt welding equipment is difficult.
What do you need for welding?
Welding work involves high-tech processes that require specialized equipment, both primary and secondary.
When selecting tools and welding devices, consider the welding method and the parameters of the HDPE pipes.
Tools and equipment
Working with HDPE requires all heating elements of the units to be non-stick. This eliminates the need for cleaning after welding. All units are typically equipped with control indicators and thermostats.
Basic welding equipment:
- manual welding for socket method;
- butt jointing machine;
- mounting parts;
- heating elements;
- A clamp is a stand used to hold items in place while they are being processed or pressed tightly together.
Almost all polyethylene welding units are lightweight and easy to operate, and their heating elements are easily replaced.
Welding units are used:
- Mechanical;
- Automatic;
- Hydraulic.
The heating elements are round plates coated with a layer of PTFE. They have a temperature and power indicator light, as well as a fuse. The temperature can be set using a special regulator.
For welding products with a diameter greater than 400 mm, the following devices are used:
- butt joint;
- socket connection;
- electrofusion connection.
Universal hydraulic units are especially valuable. They allow for the creation of multiple welds in minimal time, as the equipment includes all the necessary functionality.
Additional tools for hydraulic devices:
- positioners;
- elements for removing oxide deposits;
- chamfering tool;
- saws - to separate highways;
- leveling device;
- bends for HDPE.
When welding using any of the above methods, it is essential to use a full set of tools. Neglecting any of the equipment may result in a poor-quality joint, or even a defective one.
Fittings for connection
Welding fittings are components designed to connect pipes, including those of different diameters, as well as to create branches and turns in pipelines. Fittings can also be used to connect rolled pipes made of different materials.
Elements of this kind are:
- Welded and cast. They are connected to pipes using specialized butt-welding machines. They are typically used at turns and bends in pipelines. This creates a strong connection equal in strength to a solid material.
These fittings are inexpensive, durable, and available in a wide range. Once connected, the system requires no disassembly. Manufacturers offer fittings such as crosses, reducers, tees, and elements with various angles. - Electrofusion fittings. They can connect several pipes at once. They consist of a polyethylene housing containing a wire heating element. Pipes are inserted into these fittings, which melt under high temperatures, creating a reliable, airtight connection.
Compression fittings are also available, but they are not suitable for welding. These polyethylene components with seals are used to create detachable connections without welding. They provide a medium level of tightness.

HDPE pipes
HDPE (Low Pressure Polyethylene) pipes are manufactured under low pressure, less than 2 MPa. The finished material has a low density, resulting in a light weight, making installation and connection easier.
Features of HDPE:
- Elasticity. They are capable of stretching, eliminating ruptures due to deformations that can occur at high temperatures or under mechanical stress—for example, under the pressure that occurs when ice plugs form.
- Flexibility. HDPE pipes can be bent without any problems, which is extremely important when creating pipelines with complex configurations.
- Reliability. HDPE is durable and resistant to aggressive environments, including oils. It does not rust and absorbs water hammer well.
There are several types of such pipes:
- For cold water supply. They have a longitudinal blue stripe. They have smooth internal walls that do not accumulate salts or sediment.
- Gas. They have high flow capacity, long service life, and can withstand high pressure. They are identified by a yellow longitudinal stripe.
- For heating and hot water supply. They are reinforced with fiberglass and made of high-tensile strength polyethylene.
- Corrugated double-layer. These are pipes with sockets used for water drainage and sewerage. They are very durable, easy to install, and resistant to aggressive environments.
Stages of work
To ensure the welding process of PDN pipes proceeds without delays and results in a high-quality weld that ensures the long-term operation of the pipeline, it is necessary to proceed in a specific order.
Preparing HDPE pipes before welding
Before starting welding, a number of preparatory steps must be completed. If done correctly, you won't have to worry about missing tools, fixing imperfections, or anything else during welding.
Preparation for welding:
- Purchase and deliver to the welding site HDPE pipes, fasteners, clamps, and other parts in accordance with the diameter of the elements being welded.
- Arrange and clear the area for placing welding equipment.
- Use a mechanical method to process the ends of the fittings and pipes that are to be welded.
Welding equipment requires special attention. It must be checked for proper operation and prepared for use.
How to prepare welding equipment:
- Inspect all welding machine components. Check the grounding and electrical wires for proper operation, and check the sharpness of the cutting blades on the end facer.
- Prepare the electric generator. Fill it with fuel and test it for functionality.
- Clean all equipment components—scrapers, planers, and heaters—of any dirt. Remove any traces of stuck-on polyethylene, and then degrease all surfaces with solvent.
- Check the oil level in the welding machine's hydraulic system and the operation of the sliding clamp. Lubricate the moving parts of the equipment with special lubricants.
- Check how the control and measuring instruments work.
Butt welding standards
Until recently, there was confusion in Russia regarding the regulatory framework for HDPE welding, as several documents were in force at the same time.
Since 2013, GOST standards for butt welding equipment and technology have been in effect. This doesn't mean that imported, low-grade welding equipment has been scrapped or that purchases have ceased, but Russian manufacturers have been encouraged to improve the quality of their equipment.
The current GOST 55276 R 55276-2012 (Plastic pipes and fittings) has made it possible to unify the technology of butt welding of HDPE in Russia.
What to look out for:
- GOST R 55276. Along with conventional low-pressure welding technology, it legalizes high-pressure HDPE welding, previously practiced only in the United States. This mode requires specialized equipment capabilities, but significantly reduces the welding cycle time.
- GOST R 55276. It is not particularly suitable for construction sites, since it is designed not for the actual performers - welders, but for technologists - developers of technological charts for HDPE welding.
- GOST R 55276. It doesn't address the limitations imposed by old domestic and foreign regulations. This primarily concerns the ambient temperature range of +5 to +45°C, given that in Russia, pipeline welding must occur during freezing temperatures.
Another discrepancy is the limitation on the wall thickness of pipes to 70 mm, while the walls of pipes produced today are 90 mm or more.
We perform butt welding ourselves
With a specialized welding machine, you can butt-weld HDPE pipes yourself. The connection is achieved by softening the polyethylene and forming a secure seam. This is the simplest option and is only suitable for pipes of equal diameter, but even it requires certain skills and abilities.
Butt welding of HDPE pipelines must be performed by a qualified welder, otherwise it will be difficult to achieve precision and reliability of the connection.
Manual butt welding procedure:
- Prepare the equipment, inspect the welding machine, check its operation.
- Cut the pipes with some extra length, leaving a few millimetres of polyethylene to form a weld.
- Clean the ends to create perfectly smooth edges to ensure good contact.
- Place the pipe materials into the welding machine and center them.
- Place a heating element between the pieces to be welded. Heat the ends until they melt—heating time depends on the quality of the material and the wall thickness of the pieces.
- Remove the heating element and immediately press the ends together. The force and pressure required for pressing is generated by a lever or hydraulic drive.
- Wait for the polyethylene pipes to cool. Check the quality of the weld to ensure no material buildup or diameter changes are allowed.
If large diameter products need to be welded, it is recommended to use an automatic welding machine, which will accurately center and join the sections.
Quality control of seams
Upon completion of welding, the seams are visually inspected for quality. There are GOST standards for the quality characteristics of welded joints.
Requirements:
- welds must be uniform along the entire length at the level of the outer surfaces of the welded sections;
- weld seam projections above the surfaces being joined are permitted, seam height:
- with a wall thickness of 5 mm - the protrusion is no more than 2.5 mm;
- for a thickness of 6-20 mm, the maximum seam height is 5 mm;
- the connection must be precisely centered; if a displacement of the surfaces being connected is detected, it must not exceed 10% of the wall thickness of the pipes being connected.
Recommendations from professionals
Experienced welders working with HDPE pipes advise extreme care during welding and monitoring the quality of the joints. The tightness of the joints and the longevity of the pipelines depend on the accuracy of the welds.
Pro Tips:
- Make sure that the pipe cross-section does not look like an ellipse - this will significantly reduce the quality of the weld;
- Plastic pipe rolling materials must be held firmly in place until the molten edges have completely solidified;
- the weld must be a uniform bead protruding above the surfaces of the elements being welded; the height of the bead must comply with the standards (indicated in the table above);
- Fasteners with nuts must be fixed no more than to the design limit, since excessive force may cause damage to the pipe;
- Before starting work, be sure to study the instructions for welding HDPE and familiarize yourself with the process parameters.
HDPE pipes are a modern, affordable material that allows for the construction of pipelines for a wide variety of purposes and configurations. Using specialized welding equipment, these products can be used to create reliable pipelines, both industrially and manually.



